一种耐高温热塑性复合材料的制备方法与流程
本发明属于热塑性复合材料的成型工艺,具体涉及一种耐高温热塑性复合材料的制备方法。
背景技术:
1、peek、pekk等特种工程塑料耐摩擦性能、耐蠕变与断裂性能,以及具有较高的热变形温度及连续使用温度,因此在航空航天等发动机部件以及飞行器外壳中应用广泛。目前以peek、pekk等特种工程塑料为基体的纤维增强热塑性复合材料成型温度高、树脂粘度大,成型困难,目前以模压成型为主。但由于这一类工程塑料具有较高的热变形温度,对设备、模具的耐温性、变形量有很高的要求;模压机采用电磁感应加热设备,该方式制备的层合板孔隙率较高,给产品的下道工序使用提出极高的挑战;此外产品尺寸受限于压机平台,大尺寸的制件的生产收到限制。
2、而热压罐成型工艺以其低孔隙率成为主承力结构件、次承力结构件的优选工艺。并且热压罐可适应各种尺寸制件。但是对于聚醚醚酮、聚醚酮酮等特种工程塑料,其耐温达400℃,因此使用热压罐工艺成型时,若制袋采用常温下有粘性的中温密封胶带(耐温为205℃)密封真空袋时,在热压罐中,还未达到聚醚醚酮、聚醚酮酮等热塑性复合材料的成型温度,中温密封胶带已经开始焦化,密封失效,导致真空袋爆袋等问题;当前,也有国耐温性达450℃的辅助材料,但其在常温下没有黏性或者粘性较弱,无法将模具和真空袋粘合,给实际使用造成了极大困难。
技术实现思路
1、本发明的目的是提供一种耐高温热塑性复合材料的制备方法,解决上述耐高温复合材料在热压罐工艺中的使用限制。
2、为解决上述技术问题,具体提供的技术方案为:
3、一种热塑性复合材料的制备方法,包括以下步骤:
4、步骤一、原料裁切:可采用人工裁切或自动裁切机,按尺寸要求裁切所需料片;
5、步骤二、铺料与焊接:将裁切好的预浸料片按设计要求依次铺放,层与层之间通过点焊连接;与传统的热固性预浸料热压罐成型工艺相比,热塑性预浸料片材在室温下无任何粘性,因此热塑性预浸料热压罐成型工艺在铺料时需增加焊接工序,即每铺放一层热塑性预浸料片后,需使用超声波焊枪或者红外焊枪采用点焊的方法将新铺的预浸料片与前一层预浸料片焊接在一起,避免实际成型过程中预浸料片层与层之间移位。
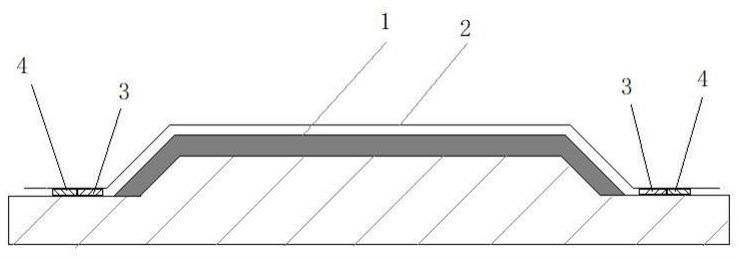
6、步骤三、制袋:将预制体放置于模具上,再依次在预制体上铺放耐高温隔离膜、透气毡等辅助材料,然后将耐高温真空袋通过中温密封胶条、高温密封胶条与模具边缘粘合,使耐高温真空袋与模具配合形成型腔,所述中温密封胶条紧邻在高温密封胶条的外侧,粘合紧实,确保袋内真空值不小于-920mbar;
7、步骤四、固化。
8、所述耐高温真空袋是指耐高温可达400℃。
9、所述高温密封胶条是指耐高温可达400℃。
10、所述中温密封胶条是指耐高温可达230℃。
11、更进一步的,所述模具的耐温性要高于材料的成型温度,优选钢模具。
12、更进一步的,在制袋时,使用的耐高温真空袋需要提前舒展,且通过1000目以上的砂纸轻微打磨。
13、更进一步的,制袋时还需要对耐高温真空袋、中温密封胶条、高温密封胶条进行打褶,所述打褶,是为了防止真空袋在抽真空时太紧造成爆袋,以及由于复合材料制件会有突起等造型引起的爆袋,会采用较大尺寸真空袋,然后使用密封胶条打褶的方式,给贴袋面预留更多的真空袋。
14、本发明的有益效果:
15、(1)通过采用中温密封胶带和高温密封胶带结合使用,首先解决了现有技术中耐高温复合材料采用热压罐工艺在中低温阶段,模腔密封性不好、爆袋等问题;
16、(2)由于本发明的制袋方法保障了模腔的密封性,从而保障了袋内产品的真空度,从而保证了产品的孔隙率;
17、(3)节省成本:目前市场上,耐高温密封胶条、耐高温真空袋等耐高温辅助材料单价成本是中温体系材料的20倍以上,因此耐高温制件一次制成率极大影响了制造成本,本发明避免了爆袋问题以及保证了产品质量,极大的降低了生产成本。
技术特征:
1.一种耐高温热塑性复合材料的制备方法,其特征在于包括以下步骤:
2.根据权利要求1所述的一种耐高温热塑性复合材料的制备方法,其特征在于所述步骤二中点焊连接可以是通过超声波焊接方式或红外枪焊接方式。
3.根据权利要求1所述的一种耐高温热塑性复合材料的制备方法,其特征在于所述步骤三中还采用了耐高温透气毡、耐高温隔离膜。
4.根据权利要求1所述的一种耐高温热塑性复合材料的制备方法,其特征在于所述耐高温真空袋在用于制袋前,需要提前舒展,且采用1000目以上的砂纸轻微打磨。
5.根据权利要求1所述的一种耐高温热塑性复合材料的制备方法,其特征在于所述步骤三制袋过程中还需要对耐高温真空袋、高温密封胶条、中温密封胶条打褶,三者的打褶位置、打褶长度、打褶形状需完全相同。
技术总结
本发明公开了一种热塑性复合材料的制备方法,包括以下步骤:步骤一、原料裁切:可采用人工裁切或自动裁切机,按尺寸要求裁切所需料片;步骤二、铺料与焊接;步骤三、制袋;步骤四、固化。通过在制袋步骤采用耐高温密封胶条、耐中温密封胶条将耐高温真空袋与模具粘合,解决了目前现有技术中耐高温复合材料采用热压罐工艺在中低温阶段,模腔密封性不好、爆袋等问题。
技术研发人员:顾勇涛,李宁,岳海亮,张雄,吴昕远,王乐璇
受保护的技术使用者:江苏亨睿航空工业有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!