一种基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺
本申请属于纱线加工及人工肌肉柔性驱动,具体涉及一种基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺。
背景技术:
1、复合纺纱自上世纪50年代后期出现至今,为纱线结构性能的改善和功能化等提供了更大的空间和更多的选择。但基本上还是局限在多轴系的物质含量上和纺纱装备的改造和关键工艺优化做努力。纱线在拉伸时通常表观直径变细,并且一般情况下纱线不能够实现自由伸缩而赋予其智能响应特性。
2、人工肌肉是近些年发展的一类新型纤维状肌肉行为材料,属于一种智能形状记忆材料,具有微型化、轻量化、柔性化、智能化等特征,可在外界刺激条件如光、电、热、磁、溶剂、湿度等的作用下,能够自身响应,可逆性地完成伸缩、弯曲或扭转等动作,且可通过不同结构设计、人工肌肉的复合装配以及协调合作,实现其它复杂运动如跳跃、多自由度旋转弯曲等。上世纪50年代最早提出气动型人工肌肉,以限制变形的支撑材料作为骨架,骨架内部是可膨胀气囊结构,通过气囊膨胀和收缩来执行各种动作,但存在驱动器体积大且受辅助系统限制等缺陷。近年来,电活性、热响应、湿驱动人工肌肉材料等被广泛研究。其中,热响应人工肌肉以热能作为驱动源,能够通过红外光、焦耳热等方式驱动,并能与湿度响应、压力响应等致动材料相结合,有着独特的优势。
3、空心锭包缠纺纱技术在纱线结构再加工方面具有独特优势,如何基于空心锭包缠纺纱机,将热驱动人工肌肉纤维材料与纱线结构创新相结合,构筑一种具有显著热致收缩功能的智能响应型包缠纱线(热响应型智能缩胀纱线),是本发明亟待解决的技术难点问题。
技术实现思路
1、本申请提出了一种基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺。本申请巧妙地将热致响应人工肌肉材料与包覆纱结构相结合,使得本申请所纺纱线具有稳健的收缩膨胀特性,且循环使用耐久性优良。
2、为实现上述目的,本申请提供了如下方案:
3、一种基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺,包括以下步骤:
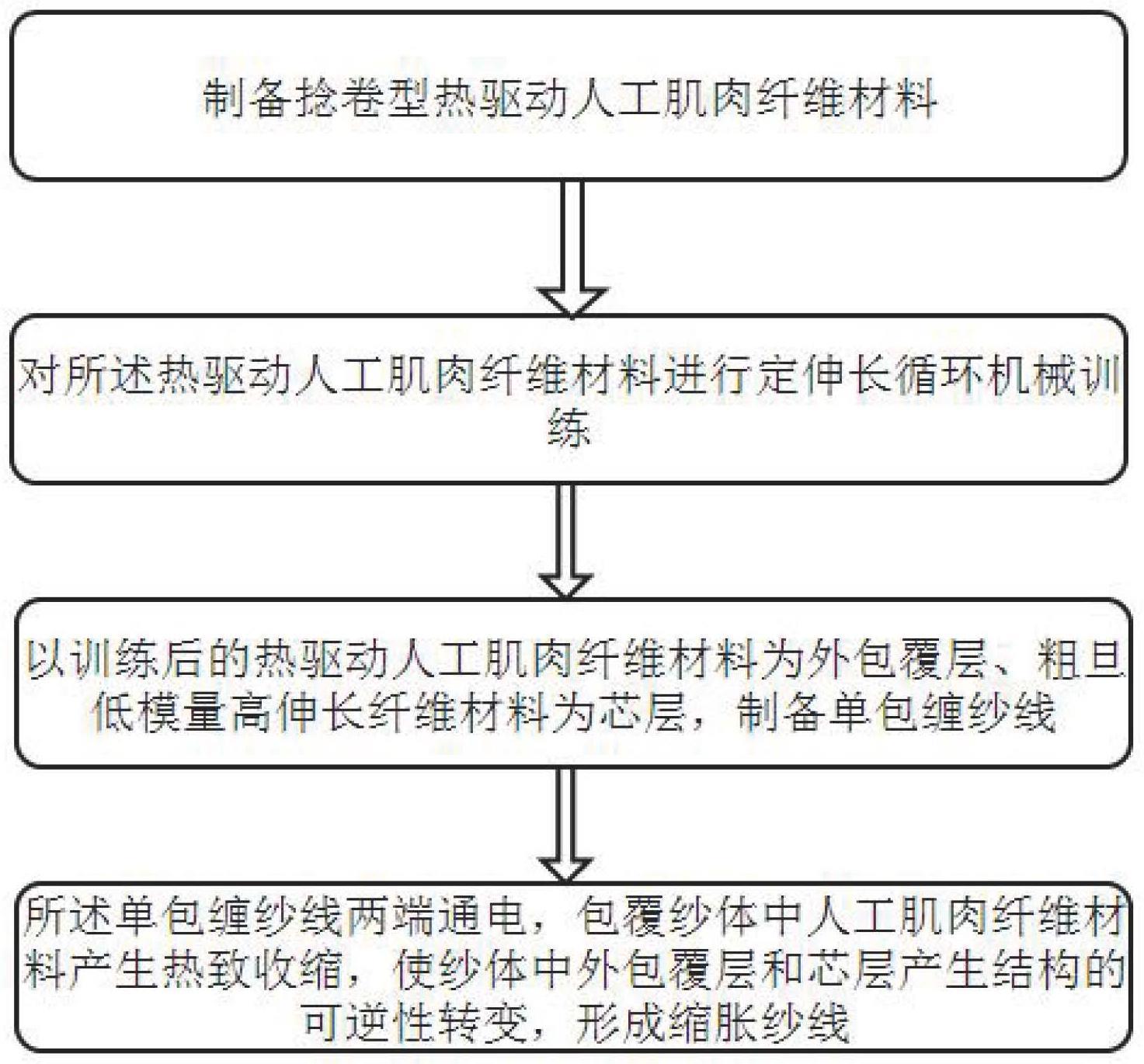
4、制备捻卷型热驱动人工肌肉纤维材料;
5、对所述热驱动人工肌肉纤维材料进行定伸长循环机械训练;
6、以训练后的热驱动人工肌肉纤维材料为外包覆层、粗旦低模量高伸长纤维材料为芯层,制备单包缠纱线;
7、所述单包缠纱线两端通电,包覆纱体中人工肌肉纤维材料产生热致收缩,使纱体中外包覆层和芯层产生结构的可逆性转变,形成缩胀纱线。
8、优选的,所述制备捻卷型热驱动人工肌肉纤维材料的方法包括:选取尼龙、金属微丝为原料,将一定根数的尼龙长丝和单根金属微丝合股并施加强捻,形成螺旋线圈。
9、优选的,对所述热驱动人工肌肉纤维材料进行定伸长循环机械训练的方法包括:对所述人工肌肉纤维材料的一端悬挂一定的负荷至设定的伸长值,进行循环机械训练直至既定次数,使其在初始态下相邻线圈的螺距增大。
10、优选的,制备单包缠纱线的方法包括:筛选粗旦低模量高伸长纤维材料,将其作为芯层;将所述训练后人工肌肉纤维材料作为包覆层,基于空心锭包缠纺纱机,将上述粗旦低模量高伸长纤维材料以无或低张力态喂入纺纱机的空心锭中心管,将所述人工肌肉纤维材料呈螺旋线圈状均匀包覆在所述芯层表面,形成两组分单包缠纱线。
11、优选的,所述单包缠纱线包括芯层和外包覆层,所述芯层为粗旦低模量高伸长纤维材料,所述外包覆层为经循环机械训练后的捻卷型热驱动人工肌肉纤维材料。
12、优选的,所述粗旦低模量高伸长纤维材料可以为氨纶丝、莱卡丝、聚烯烃基弹性丝、橡皮筋、松紧线的一种。
13、优选的,所述单包缠纱线两端通电的方法包括:一定长度单包缠纱线的两端连接直流稳压电源形成电路回路,然后打开电源进行通电,单包缠纱线中人工肌肉纤维材料即发生显著的热致收缩,且可产生一定的轴向收缩应力。
14、优选的,所述通电施加的电压为5-35v,通电时间为15-75s,通电后人工肌肉纤维材料的焦耳热温度为115-185℃。
15、本申请的有益效果为:
16、1、本申请旨在将热驱动人工肌肉纤维材料和纱线结构创新相结合,构筑一种基于热驱动人工肌肉纤维材料的缩胀纱线,仅需给予纱体一定的热激励,即可产生显著的缩胀效应。制备方法独特巧妙、激励方式方便;
17、2、本申请仅需采用纺织领域常见的纱线捻度仪和空心锭包缠纺纱机,即可实现缩胀纱线的制备,便于规模化生产和推广实施;
18、3、本申请采用定伸长循环机械训练法对人工肌肉纤维材料进行训练,增大人工肌肉相邻线圈的间隙,可有效提升材料的热致收缩动程,缩胀效应更为显著。
技术特征:
1.一种基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺,其特征在于,所述制备捻卷型热驱动人工肌肉纤维材料的方法包括:选取尼龙、金属微丝为原料,将一定根数的尼龙长丝和单根金属微丝合股并施加强捻,形成螺旋线圈。
3.根据权利要求1所述的基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺,其特征在于,对所述热驱动人工肌肉纤维材料进行定伸长循环机械训练的方法包括:对所述人工肌肉纤维材料的一端悬挂一定的负荷至设定的伸长值,进行循环机械训练直至既定次数,使其在初始态下相邻线圈的螺距增大。
4.根据权利要求1所述的基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺,其特征在于,制备单包缠纱线的方法包括:筛选粗旦低模量高伸长纤维材料,将其作为芯层;将所述训练后人工肌肉纤维材料作为包覆层,基于空心锭包缠纺纱机,将上述粗旦低模量高伸长纤维材料以无或低张力态喂入纺纱机的空心锭中心管,将所述人工肌肉纤维材料呈螺旋线圈状均匀包覆在所述芯层表面,形成两组分单包缠纱线。
5.根据权利要求4所述的基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺,其特征在于,所述单包缠纱线包括芯层和外包覆层,所述芯层为粗旦低模量高伸长纤维材料,所述外包覆层为经循环机械训练后的捻卷型热驱动人工肌肉纤维材料。
6.根据权利要求5所述的基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺,其特征在于,所述粗旦低模量高伸长纤维材料可以为氨纶丝、莱卡丝、聚烯烃基弹性丝、橡皮筋、松紧线的一种。
7.根据权利要求4所述的基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺,其特征在于,所述单包缠纱线两端通电的方法包括:一定长度单包缠纱线的两端连接直流稳压电源形成电路回路,然后打开电源进行通电,单包缠纱线中人工肌肉纤维材料即发生显著的热致收缩,且可产生一定的轴向收缩应力。
8.根据权利要求7所述的基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺,其特征在于,所述通电施加的电压为5-35v,通电时间为15-75s,通电后人工肌肉纤维材料的焦耳热温度为115-185℃。
技术总结
本申请公开了一种基于热驱动人工肌肉纤维材料制备缩胀纱线的工艺,包括以下步骤:制备捻卷型热驱动人工肌肉纤维材料;对所述热驱动人工肌肉纤维材料进行定伸长循环机械训练;以训练后的热驱动人工肌肉纤维材料为外包覆层、粗旦低模量高伸长纤维材料为芯层,制备单包缠纱线;所述单包缠纱线两端通电,包覆纱体中人工肌肉纤维材料产生热致收缩,使纱体中外包覆层和芯层产生结构的可逆性转变,形成缩胀纱线。本申请制备的单包缠纱线仅需一定的热激励,即可产生显著的缩胀效应,且在循环热激励作用下仍具有稳健的缩胀效应;本申请制备简单、加工成本低、激励方式方便,值得推广应用。
技术研发人员:王勇,李杨,孙懿,杨海伟,卜新兰,孙安彤,张立峥
受保护的技术使用者:安徽工程大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!