一种多组份湿法纺中空膜喷丝头组件的制作方法
1.本实用新型涉及中空膜喷丝头的技术领域,尤其是指一种多组份湿法纺中空膜喷丝头组件。
背景技术:
2.目前使用的多组份复合湿法纺中空膜喷丝头存在复合聚酯原料不稳定或容易产生乱流的问题,形成的中空膜丝偏心,膜丝外表面不光滑或所纺出来的膜丝截面不分层,过滤效果不理想,多种聚酯原料复合不均匀,严重影响产品性能。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种多组份湿法纺中空膜喷丝头组件,通过将不同配比的聚酯原料在射出喷丝头组件前预形成依次包裹芯液的多层环形结构,从而使射出喷丝头组件的聚酯原料复合更加均匀,聚酯原料包裹芯液压力平衡,产品性能更优。
4.为实现上述目的,本实用新型所提供的技术方案为:一种多组份湿法纺中空膜喷丝头组件,包括多个针型板和一个喷丝板,所述多个针型板和喷丝板由上至下依次层叠设置;其中,每个针型板的侧部均形成有用于向其下侧的板输送聚酯原料的原料注入流道,位于顶部的针型板的中心处形成有芯液注入流道,其底部中心处形成有与芯液注入流道连通的针管,其余针型板的顶部均形成有半环形的接料槽,底部中心处均形成有与接料槽连通的针管;任意两个相邻的针型板中,位于上侧的针型板的针管能够同轴嵌插入位于下侧的针型板的针管中,即位于下侧的针型板的针管环绕在位于上侧的针型板的针管的外侧,且两个针管之间保持间隙,两者之间的缝隙形成向下输送聚酯原料的环形出料结构,每个针型板的接料槽分别与其上侧的针型板的原料注入流道连通,聚酯原料通过上侧的针型板的原料注入流道流向下侧的针型板的接料槽,进入接料槽的聚酯原料通过两个针管之间的环形出料结构流向喷丝板;所述喷丝板的顶部形成有半环形的接料槽,所述接料槽与其上侧的针型板的原料注入流道连通,其中心处形成有锥形的喷丝孔,所有针型板的针管同轴嵌插入锥形的喷丝孔中,且喷丝孔与针管之间保持间隙,并形成聚酯原料的环形出料结构,不同配比的聚酯原料在射出喷丝孔前形成依次包裹芯液的环形结构。
5.进一步,多个针型板的原料注入流道分别交错设置。
6.进一步,多个针型板和喷丝板通过螺栓连接。
7.进一步,多个针型板和喷丝板采用定位销和定位孔定位安装。
8.本实用新型与现有技术相比,具有如下优点与有益效果:
9.本实用新型的喷丝头组件能够有效避免不同配比的聚酯原料内部互串的问题,通过将不同配比的聚酯原料在射出喷丝头组件前预形成依次包裹芯液的多层环形结构,同时使聚酯原料在射出喷丝板组件前整流成直线向下运动的流体,减小其汇合时的横向波动,从而使纺出来的中空膜丝的接合面更清晰稳定,聚酯原料复合更加均匀,聚酯原料包裹芯
液压力平衡,产品性能更优。
附图说明
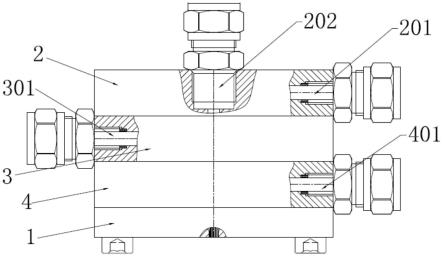
10.图1为本实施例的喷丝头组件的主视图。
11.图2为本实施例的喷丝头组件的俯视图。
12.图3为本实施例的喷丝头组件的剖视图。
13.图4为本实施例中位于顶部的针型板的俯视图。
14.图5为本实施例中位于顶部的针型板的剖视图。
15.图6为本实施例中位于中间的针型板的俯视图。
16.图7为本实施例中位于中间的针型板的剖视图。
17.图8为本实施例中位于底部的针型板的俯视图。
18.图9为本实施例中位于底部的针型板的剖视图。
19.图10为本实施例中喷丝板的俯视图。
20.图11为本实施例中喷丝板的剖视图。
21.图12为中空膜丝的截面图。
具体实施方式
22.下面结合具体实施例对本实用新型作进一步说明,但本实用新型的使用方式不限于此。
23.如图1至图12所示,本实施例所述的多组份湿法纺中空膜喷丝头组件,包括多个针型板和一个喷丝板1,本实施例以三个针型板为例,三个针型板和喷丝板1由上至下依次层叠设置,该三个针型板由上至下依次为针型板2、针型板3和针型板4;三个针型板的侧部分别形成有用于向其下侧的板输送聚酯原料或配方溶液8的原料注入流道201、原料注入流道301和原料注入流道401,针型板2的中心处形成有芯液注入流道202,其底部中心处形成有与芯液注入流道202连通的针管203,针型板3和针型板4的顶部均形成有半环形的接料槽302和接料槽402,底部中心处均形成有针管303和针管403,且针管303与接料槽302连通,针管403与接料槽402连通;任意两个相邻的针型板中,位于上侧的针型板的针管能够同轴嵌插入位于下侧的针型板的针管中,即位于下侧的针型板的针管环绕在位于上侧的针型板的针管的外侧,且两个针管之间保持间隙,两者之间的缝隙形成向下输送聚酯原料或配方溶液8的环形出料结构,每个针型板的接料槽分别与其上侧的针型板的原料注入流道连通,聚酯原料或配方溶液8通过上侧的针型板的原料注入流道流向下侧的针型板的接料槽,进入接料槽的聚酯原料或配方溶液8通过两个针管之间的环形出料结构流向喷丝板1;所述喷丝板1的顶部形成有半环形的接料槽101,接料槽101与其上侧的针型板4的原料注入流道401连通,其中心处形成有锥形的喷丝孔102,所有针型板的针管同轴嵌插入锥形的喷丝孔102中,且喷丝孔102与针管403之间保持间隙,并形成聚酯原料或配方溶液8的环形出料结构,不同配比的聚酯原料或配方溶液8在射出喷丝孔102前形成依次包裹芯液9的环形结构,接着芯液9及三股聚酯原料或配方溶液8从喷丝孔102的出口处喷出并汇合,形成一个中空膜丝复合体落入水槽,芯液9及三股聚酯原料或配方溶液8反应结成固体,再往前方输送卷取。
24.具体的,如图1所示,多个针型板的原料注入流道交错设置。
25.具体的,如图2所示,为了便于针型板和喷丝板1的安装,针型板和喷丝板1上对应的位置处分别加工有多个定位孔5,安装时通过两个直径5mm的精密定位销插入定位孔5,确定好针型板和喷丝板1的相对位置后,然后再通过多根螺栓6将所有针型板和喷丝板1连接在一起。
26.本实施例的喷丝头组件通过将不同配比的聚酯原料或配方溶液在射出喷丝头组件前预形成依次包裹芯液的多层环形结构,且不同配比的聚酯原料或配方溶液在射出喷丝板组件前整流成直线向下运动的流体,减小其汇合时的横向波动,汇合后聚酯原料或配方溶液复合更加均匀,聚酯原料或配方溶液包裹芯液压力平衡,产品性能更优。
27.以上所述之实施例子只为本实用新型之较佳实施例,并非以此限制本实用新型的实施范围,故凡依本实用新型之形状、原理所作的变化,均应涵盖在本实用新型的保护范围内。
技术特征:
1.一种多组份湿法纺中空膜喷丝头组件,其特征在于:包括多个针型板和一个喷丝板,所述多个针型板和喷丝板由上至下依次层叠设置;其中,每个针型板的侧部均形成有用于向其下侧的板输送聚酯原料的原料注入流道,位于顶部的针型板的中心处形成有芯液注入流道,其底部中心处形成有与芯液注入流道连通的针管,其余针型板的顶部均形成有半环形的接料槽,底部中心处均形成有与接料槽连通的针管;任意两个相邻的针型板中,位于上侧的针型板的针管能够同轴嵌插入位于下侧的针型板的针管中,即位于下侧的针型板的针管环绕在位于上侧的针型板的针管的外侧,且两个针管之间保持间隙,两者之间的缝隙形成向下输送聚酯原料的环形出料结构,每个针型板的接料槽分别与其上侧的针型板的原料注入流道连通,聚酯原料通过上侧的针型板的原料注入流道流向下侧的针型板的接料槽,进入接料槽的聚酯原料通过两个针管之间的环形出料结构流向喷丝板;所述喷丝板的顶部形成有半环形的接料槽,所述接料槽与其上侧的针型板的原料注入流道连通,其中心处形成有锥形的喷丝孔,所有针型板的针管同轴嵌插入锥形的喷丝孔中,且喷丝孔与针管之间保持间隙,并形成聚酯原料的环形出料结构,不同配比的聚酯原料在射出喷丝孔前形成依次包裹芯液的环形结构。2.根据权利要求1所述的一种多组份湿法纺中空膜喷丝头组件,其特征在于:多个针型板的原料注入流道分别交错设置。3.根据权利要求1所述的一种多组份湿法纺中空膜喷丝头组件,其特征在于:多个针型板和喷丝板通过螺栓连接。4.根据权利要求1所述的一种多组份湿法纺中空膜喷丝头组件,其特征在于:多个针型板和喷丝板采用定位销和定位孔定位安装。
技术总结
本实用新型公开了一种多组份湿法纺中空膜喷丝头组件,包括多个针型板和一个喷丝板,多个针型板和喷丝板由上至下依次层叠设置;每个针型板的侧部均形成有用于向其下侧的板输送聚酯原料的原料注入流道,位于顶部的针型板形成有芯液注入流道,其底部形成有与芯液注入流道连通的针管,其余针型板的顶部均形成有接料槽,底部均形成有与接料槽连通的针管;所述喷丝板的顶部形成有接料槽,所述接料槽与其上侧的针型板的原料注入流道连通,其中心处形成有喷丝孔,所有针型板的针管同轴嵌插入锥形的喷丝孔中。本实用新型通过将不同配比的聚酯原料在射出喷丝头组件前预形成依次包裹芯液的多层环形结构,从而使聚酯原料复合更加均匀,产品性能更优。产品性能更优。产品性能更优。
技术研发人员:魏祖林 欧阳荣福
受保护的技术使用者:中山市臻的美精密机械有限公司
技术研发日:2022.04.12
技术公布日:2022/12/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1