一种适用于高速真空网笼生活用纸机的造纸毛毯的制作方法
本技术属于造纸领域,具体涉及一种适用于高速真空网笼造纸机的造纸毛毯。
背景技术:
1、中国的造纸行业发展迅速全年累计生产1.2亿吨浆纸,每年还在以8%左右的增长率持续增长。随着人民生活水平和质量的提高,生活用纸的需求量逐年高速的增长。生活用纸机装备亦随之升级换代,并随着高速生活用纸机的快速升级,低速生活用纸机基本已经淘汰,低速纸机对应的造纸毛毯需求也基本消失。随之而来的高速生活用纸机快速抢占市场,其中车速在600~100m/min的高速真空网笼生活用纸机数量较多,相应专用造纸毛毯的需求量也得到极大的提升。
2、造纸毛毯是指用于纸张成形和输送的织物毡,在制造生活用纸的过程中必不可少。由于传统的低速生活用纸机车速仅有200m/min左右,所以相应的造纸毛毯克重也仅为800gsm左右,此种情况对于毛毯的品质诸如平整度、均匀度、脱水能力等的要求并不高。然而高速真空网笼生活用纸机的车速均为600~1000m/min,造纸毛毯在压区的时间较短,毛毯的平整度、均匀度及脱水能力的要求则会成几何倍数的提高。
3、故基于此,提出本实用新型技术方案。
技术实现思路
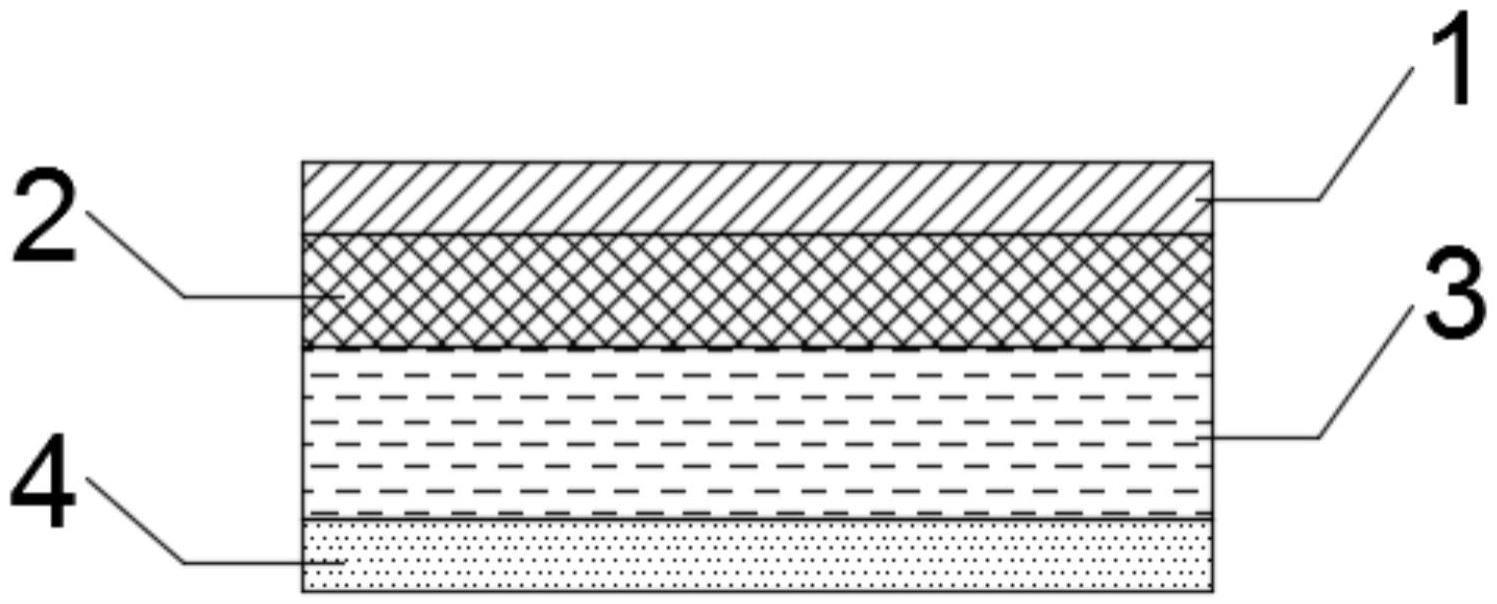
1、为了解决现有技术存在的问题,本实用新型提供了一种适用于高速真空网笼造纸机的造纸毛毯及其制备方法。所述适用于高速真空网笼造纸机的造纸毛毯,包括从上至下依次设置的上植绒层、内植绒层、基网编织层和底植绒层,且所述造纸毛毯的平整度、均匀度及脱水能力均远远优于传统造纸毛毯。所述制备方法,工艺简单易控,有利于规模化产出。
2、为便于理解本实用新型,对本实用新型的研发思路进行如下阐述。
3、考虑高速真空网笼生活用纸机的车速为600~1000m/min,纸页定量为10~18gsm,所以相应的造纸毛毯必须重新设计使之具备柔软、细腻、均匀的特性,并同时满足脱水需求和使用寿命需求。
4、相较于常规造纸毛毯基网原材料断裂强度低、拉伸断裂伸长率低的现状,选择高粘度的切片拉丝生产,以满足更细、更柔软、更富有弹性的综丝设计。并且对基网结构重新设计,常规造纸毛毯基网组织结构大多采用0.2×6做经线,0.35做纬线,而适用于高速真空网笼生活用纸机的造纸毛毯(下简称“高速造纸毛毯”)需采用柔软的基网,其以0.15×6做经线,以0.15×6做纬线。同时考虑到现有造纸毛毯的各植绒层(如与纸张直接接触的上植绒层)普遍粗放、平整度需求低,而高速造纸毛毯的各植绒层要求细腻柔软,不能产生纸页洞眼,故必须采用更加细腻的超细旦纤维,以提供细腻平滑的植绒层。
5、因此为实现高速造纸毛毯的柔软、均匀、稳定的产品目标需求,本实用新型的方案是提供一种适用于高速真空网笼生活用纸机的造纸毛毯,所述造纸毛毯包括从上至下依次设置的上植绒层、内植绒层、基网编织层和底植绒层;其中:
6、所述上植绒层、所述内植绒层、所述基网编织层和所述底植绒层由超细旦纤维制造而成,所述超细旦尼龙纤维为1.7~3.3dtex;
7、所述基网编织层由经线和纬线以1/1平纹交织而成。
8、优选地,所述超细旦纤维为超细旦尼龙纤维。
9、在传统的经线设计中,单丝φ0.20×6,初捻240捻/m,复捻200捻/m。在本实用新型中,优选地,所述经线为φ0.15×6,初捻为φ0.15×2,采用z捻,300捻/m;复捻为φ0.15×2×3,采用s捻,260捻/m。
10、在传统的纬线设计中,粗单丝φ0.35。在本实用新型中,优选地,所述纬线为φ0.15×6,初捻为φ0.15×2,采用z捻,300捻/m;复捻为φ0.15×2×2,采用s捻,260捻/m。
11、具体的,在准备基网编织层过程中,综丝切片的化学捻度为3.5±0.1,单丝拉伸直径为0.15mm±0.005,基网组织结构为1/1,以达到柔软、稳定的基网脱水结构。现有技术中的低速造纸毛毯植绒层纤维细度约为5~11dtex,本实用新型植绒层设计超细旦尼龙纤维为1.7~3.3dtex,以达到毛毯揭纸面平整、细腻的脱水要求,当纤维为1.7~3.3dtex时,造纸毛毯的平整度最为平整,当纤维为6.7或11dtex时,则有明显的凹陷。
12、其中,传统的基网组织结构为2/1破斜纹,细综丝作为经线、纬线,其基网稳定性不够,如图2所示。本实用新型设计的基网组织结构为1/1平纹,交织点增加,基网结构稳定可靠,如图3所示。
13、基于相同的技术构思,本实用新型的再一目的是提供一种适用于高速真空网笼造纸机的造纸毛毯的制备方法,所述制备方法包括如下步骤:
14、(1)将超细旦纤维依次和毛、梳理、预刺,分别得到上植绒层、内植绒层和底植绒层;
15、(2)将超细旦纤维依次加捻、合股、整经、卷纬并进行织造,得到基网编织层;
16、(3)将所述上植绒层、内植绒层和底植绒层与基网编织层铺絮成网成卷,再进行主针刺工艺、定型,即得所述造纸毛毯。
17、传统低速生活用纸机、文化用纸机、包装纸用纸机,其造纸毛毯的表层接纸面纤维在11~33dtex,其梳理机的梳理针布选型基本成熟,本实用新型选用的1.7~3.3dtex为全新设计,梳理机的针布重新定制化设计选型,以保证梳理的匀度和降低对纤维的损伤。
18、在高速造纸毛毯制造过程中的主针刺工序,由于使用了超细旦纤维,主针刺的刺针也需重新设计选型。现有技术中,刺针均为标准针型,工作段长度为27mm,初齿距为6.36mm,齿深为0.08mm,齿突为0.01mm,齿尖突为0mm,针尖为s型,勾齿与针柄角度为-180°。
19、优选地,步骤(3)中,所述主针刺工艺中的刺针,其工作段长度为24mm,初齿距为3.18mm,齿深为0.07mm,齿突为0mm,齿尖突为-0.004mm,针尖为s型,勾齿与针柄角度为-90°。本实用新型所述的刺针工作部位横截面呈水滴形,工作部位在针尖到渐缩锥之间呈平行状,并且一个棱上的所有钩刺尺寸都相同,钩刺的数目为4个、6个或8个。如此设计,纤维在钩刺区的缠结效果更佳,针刺效率更高,同时对底布的经纬线网极为轻柔。总体而言,所述刺针的工作段更细,针刺更加柔和;三棱磨边,能减少针刺阻力,进一步减少对纤维的损伤,且齿深更浅,带毛量更少,更柔和,毯面更加平整细腻。
20、传统造纸毛毯不需要水洗与烧毛,高速生活用纸造纸毛毯,通过烧毛,烧去浮在毛毯表面的纤维,防止纤维将纸页扎出洞眼。水洗有助于毛毯的定型后的密度均匀性,保证毛毯的压力分布均匀性、脱水均匀性。优选地,所述定型包括水洗工艺和烧毛工艺。
21、本实用新型的有益效果为:
22、本实用新型所述适用于高速真空网笼造纸机的造纸毛毯,包括从上至下依次设置的上植绒层、内植绒层、基网编织层和底植绒层,且所述造纸毛毯的平整度、均匀度及脱水能力均远远优于传统造纸毛毯。
技术特征:
1.一种适用于高速真空网笼生活用纸机的造纸毛毯,其特征在于,所述造纸毛毯包括从上至下依次设置的上植绒层、内植绒层、基网编织层和底植绒层;其中:
2.根据权利要求1所述适用于高速真空网笼生活用纸机的造纸毛毯,其特征在于,所述经线为φ0.15×6,初捻为φ0.15×2,采用z捻,300捻/m;复捻为φ0.15×2×3,采用s捻,260捻/m。
3.根据权利要求1所述适用于高速真空网笼生活用纸机的造纸毛毯,其特征在于,所述纬线为φ0.15×6,初捻为φ0.15×2,采用z捻,300捻/m;复捻为φ0.15×2×2,采用s捻,260捻/m。
技术总结
本技术涉及一种适用于高速真空网笼生活用纸机的造纸毛毯。所述造纸毛毯包括从上至下依次设置的上植绒层、内植绒层、基网编织层和底植绒层;其中:所述上植绒层、所述内植绒层、所述基网编织层和所述底植绒层由超细旦纤维制造而成,所述超细旦尼龙纤维为1.7~3.3dtex;所述基网编织层由经线和纬线以1/1平纹交织而成。所述适用于高速真空网笼生活用纸机的造纸毛毯,包括从上至下依次设置的上植绒层、内植绒层、基网编织层和底植绒层,且所述造纸毛毯的平整度、均匀度及脱水能力均远远优于传统造纸毛毯。
技术研发人员:谢宗国,周兴富,王敏,孙自强,邢琪,吴强,向龙,兰定强
受保护的技术使用者:四川环龙技术织物有限公司
技术研发日:20221017
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!