新型高温丝化机的制作方法
本技术涉及丝化装置,具体涉及新型高温丝化机。
背景技术:
1、当前以竹片、木材等原材作为制浆原料的大规模化机浆产业日益兴起,高温丝化机(热磨机或高压磨等)为关键核心设备。该设备由于转速高,功率大,主轴单元配置的轴承特殊,运行过程中轴承润滑及其重要。当前该类设备的结构多如图3所示,在机架上安装丝化单元、主轴单元、主机单元,其中主轴单元包括壳体、主轴5、润滑单元、轴承单元,主轴5自壳体穿过并通过轴承单元与壳体形成转动配合,自壳体伸出的主轴5一端部与丝化单元9中动磨片连接且另一端通过联轴器2、中间连接轴1等与主机单元对接,润滑单元包括油泵6、环状皮带一3,外挂式油泵结构,在壳体外安装油泵6,皮带一3套在自壳体尾端伸出的主轴及油泵输出端的带轮4上,只要主轴进行旋转,油泵就能供油以满足主轴单元的轴承润滑的要求。
2、缺点在于:图3所示结构下,皮带一3寿命到期需更换时较为麻烦,因常见联轴器2外圆的最大直径多大于皮带一3的内径,新皮带的换装需要拆卸联轴器、连接轴等,较为繁琐且所需时间较长,停产时间长对应导致损失大,需改进。
技术实现思路
1、为解决上述至少一个技术缺陷,本实用新型提供了如下技术方案:
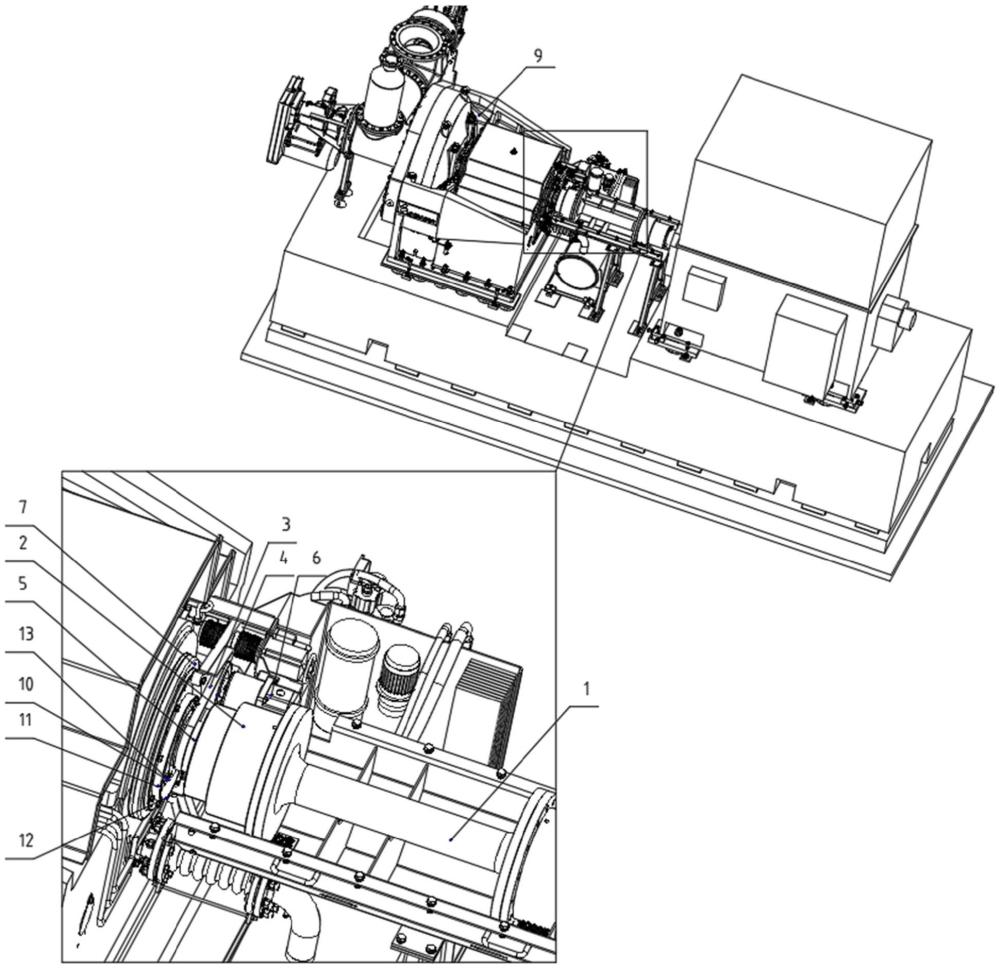
2、本申请文件公开新型高温丝化机,包括机架,所述机架上设置丝化单元、主轴单元,所述主轴单元包括壳体、主轴、润滑单元、轴承单元,所述主轴自壳体穿过并通过轴承单元与壳体形成转动配合,所述润滑单元包括油泵、环状皮带一,所述皮带一套在自壳体尾端伸出的主轴及油泵输出端的带轮上,还包括环状皮带二,所述皮带二可拆卸式设置在壳体尾端壁上且所述主轴自皮带二的环腔穿过。
3、本方案中改进结构,在壳体尾端壁上预装皮带二,皮带一寿命到期后,只需将皮带一剪断拆下,之后将皮带二自壳体尾端拆下,移动皮带二至主轴对应位置并将另一端套在油泵带轮上即可,无需将主轴与主机单元之间的连接单元(如联轴器、中间连接轴)等拆卸即可完成皮带的换装,操作方便,大幅降低停产时间,减少因停产造成的损失。
4、进一步,自所述壳体尾端伸出的主轴端部通过联轴器与连接轴端部连接。
5、进一步,所述连接轴另一端与驱使主轴转动的主机单元连接。
6、进一步,所述联轴器的最大外径大于皮带一、皮带二的内径,常规结构下,联轴器的最大外缘直径大于皮带一的内径,造成更换时需拆卸联轴器及对接的连接轴等。
7、进一步,围绕主轴在壳体尾端壁上设箍圈,所述皮带二套在箍圈上,通过箍圈支撑皮带二,方便皮带二的安装及拆卸。
8、进一步,围绕主轴在壳体尾端壁上间隔、转动连接若干偏心套,并在若干偏心套围成的环体上套箍圈,所述皮带二套在箍圈上,通过转动偏心套方便调节其组成环体的直径,对应调整箍圈的松紧,方便将皮带二取下。
9、进一步,所述偏心套上沿轴向设置通孔,以紧固件一端自通孔穿过与壳体尾端壁连接,紧固件如常见的螺栓等,通过螺栓与壳体尾端壁螺接,方便拆卸及安装。
10、进一步,所述偏心套的端部设置挡边,以挡边限制皮带二的脱离,可直接将偏心套拆掉以方便皮带二自箍圈拆卸下来。
11、与现有技术相比,本实用新型的有益效果:
12、1、本实用新型在高温丝化机上预装皮带二,方便安装,减少停机更换皮带的时间,进而减少停产造成的损失。
技术特征:
1.新型高温丝化机,包括机架,所述机架上设置丝化单元、主轴单元,所述主轴单元包括壳体、主轴、润滑单元、轴承单元,所述主轴自壳体穿过并通过轴承单元与壳体形成转动配合,所述润滑单元包括油泵、环状皮带一,所述皮带一套在自壳体尾端伸出的主轴及油泵输出端的带轮上,其特征在于,还包括环状皮带二,所述皮带二可拆卸式设置在壳体尾端壁上且所述主轴自皮带二的环腔穿过。
2.如权利要求1所述的新型高温丝化机,其特征在于:自所述壳体尾端伸出的主轴端部通过联轴器与连接轴端部连接。
3.如权利要求2所述的新型高温丝化机,其特征在于:所述连接轴另一端与驱使主轴转动的主机单元连接。
4.如权利要求2所述的新型高温丝化机,其特征在于:所述联轴器的最大外径大于皮带一、皮带二的内径。
5.如权利要求1所述的新型高温丝化机,其特征在于:围绕主轴在壳体尾端壁上设箍圈,所述皮带二套在箍圈上。
6.如权利要求5所述的新型高温丝化机,其特征在于:围绕主轴在壳体尾端壁上间隔、转动连接若干偏心套,并在若干偏心套围成的环体上套箍圈,所述皮带二套在箍圈上。
7.如权利要求6所述的新型高温丝化机,其特征在于:所述偏心套上沿轴向设置通孔,以紧固件一端自通孔穿过与壳体尾端壁连接。
8.如权利要求6所述的新型高温丝化机,其特征在于:所述偏心套的端部设置挡边。
技术总结
本技术公开了新型高温丝化机,包括机架,所述机架上设置丝化单元、主轴单元,本方案中改进结构,在壳体尾端壁上预装皮带二,皮带一寿命到期后,只需将皮带一剪断拆下,之后将皮带二自壳体尾端拆下,移动皮带二至主轴对应位置并将另一端套在油泵带轮上即可,无需将主轴与主机单元之间的连接单元(如联轴器、中间连接轴)等拆卸即可完成皮带的换装,操作方便,大幅降低停产时间,减少因停产造成的损失。
技术研发人员:许银川,刘伟杰,许要锋,来宪魁,郭克俭,孙博,杨豫隆
受保护的技术使用者:郑州运达造纸设备有限公司
技术研发日:20221231
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!