包装箱快速折箱成型机的制作方法
本发明涉及一种包装箱快速折箱成型机,属于纸箱加工生产。
背景技术:
1、目前包装产业的发展异常迅速,尤其是罐装食品行业中,纸箱包装几乎含盖包括某些液态在内的所有形态物体的包装使用。成品的箱子都是折成扁平状以利于堆放和运输,在用于包装时才将箱子展开,将底部的翻盖折起,再在底面贴上胶带,就可以盛装被包装的物品。这一过程如用人力完成,则费时费力,生产效率也很低。
2、专利号为cn201520236537.8的专利,公开了一种折箱器,解决的技术问题:针对现有技术的用于成型箱子折箱的机器,这些机器会将成型箱子上的上水平封板、下水平封板、左竖直封板和右竖直封板损坏,且折叠效果不好,影响包装生产线上后序工序的进行的问题。采用的技术方案:一种折箱器,包括机架、输送带、两个水平封板折叠机构和两个竖直封板折叠机构。优点,本折箱器,结构简单、操作可靠性高,并且折叠效果不好,不影响包装生产线上后序工序的进行。
3、上述专利虽然可以实现折叠功能,目前技术考虑不全面,具有以下弊端:
4、现有的做法是,采用定期清理的方式对排气管阻隔滤网进行清理,该类做法具有以下弊端:清洗的太频繁,会影响生产效率;清洗的次数太少导致排气管进行泄压的时候,泄压的效率较慢,同样影响生产效率。
5、亟待一种包装箱快速折箱成型机,在进行泄压的过程中,对排气管阻隔滤网是否堵塞进行实时检测,及时发现堵塞情况,并判断出需要对排气管阻隔滤网进行清理,保证泄压的效率维持正常水平。
技术实现思路
1、为解决上述问题之一,根据以上现有技术中的不足,本发明要解决的技术问题是:如何实现将待折包装纸箱板叠放在上料架的上表面,利用平移机构抓取一张待折包装纸箱板,传递至上模组件,上模组件抓取待折包装纸箱板后,带动待折包装纸箱板下行,在下模组件的作用下对包装纸箱板的四个侧边进行折弯,从而实现包装纸箱板的自动折叠成型,提高纸箱的折叠效率,然后将成型的纸箱转移至下一工序,为此提供一种包装箱快速折箱成型机。
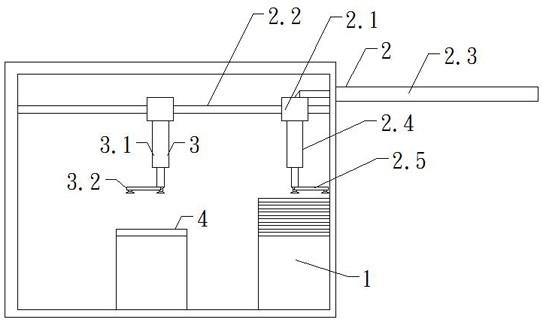
2、本发明所述的包装箱快速折箱成型机,其特征在于,包括支撑架,所述支撑架的一侧设置有上模组件和下模组件,所述下模组件被配置为与所述上模组件配合以对包装纸箱板的四个侧边进行折弯,从而实现包装纸箱板的自动折叠成型,提高纸箱的折叠效率,所述下模组件的一侧设置有用于承接待折包装纸箱板加工的上料架,所述上料架的上方设置有将上料架上的待折包装纸箱板递给上模组件上平移机构。
3、优选地,将待折包装纸箱板叠放在上料架的上表面,利用平移机构抓取一张待折包装纸箱板,传递至上模组件,上模组件抓取待折包装纸箱板后,带动待折包装纸箱板下行,在下模组件的作用下对包装纸箱板的四个侧边进行折弯,从而实现包装纸箱板的自动折叠成型,提高纸箱的折叠效率,然后将成型的纸箱转移至下一工序。
4、优选地,所述平移机构包括行走小车,所述支撑架的上部设置有与行走小车配合滑动的滑轨,所述滑轨的一端设置有驱动行走小车沿滑轨长度方向移动的推拉气缸,所述行走小车的下表面安装有提升装置a,所述提升装置a的伸缩端安装有用于抓取转移包装纸箱板的真空吸盘抓料机构一。
5、优选地,所述上模组件包括固定在支撑架上的提升装置a,所述提升装置a的底端安装有用于抓取转移包装纸箱板的真空吸盘抓料机构二。
6、优选地,所述提升装置a为伸缩气缸。
7、优选地,所述提升装置a为伸缩气缸。
8、优选地,所述支撑架采用铝型材拼接而成。
9、优选地,所述滑轨为燕尾槽导轨。
10、优选地,控制提升装置a伸长,以利用真空吸盘抓料机构一抓取包装纸箱板,再控制提升装置a缩短,带着包装纸箱板提升;
11、控制推拉气缸伸长,推动提升装置a移动,将包装纸箱板转移至真空吸盘抓料机构二的下方,利用真空吸盘抓料机构二抓取包装纸箱板,同时真空吸盘抓料机构一释放;
12、最后驱动提升装置a伸长,真空吸盘抓料机构二抓取包装纸箱板下行,在下模组件的作用下对包装纸箱板的四个侧边进行折弯,从而实现包装纸箱板的自动折叠成型,提高纸箱的折叠效率,然后将成型的纸箱转移至下一工序。
13、优选地,所述真空吸盘抓料机构一和真空吸盘抓料机构二均具有多个真空吸盘和连接多个真空吸盘的框架。
14、优选地,真空吸盘抓料机构一和真空吸盘抓料机构二均连接对应的电磁阀。
15、与现有技术相比,本发明具有以下有益效果:
16、本发明所述的包装箱快速折箱成型机,将待折包装纸箱板叠放在上料架的上表面,利用平移机构抓取一张待折包装纸箱板,传递至上模组件,上模组件抓取待折包装纸箱板后,带动待折包装纸箱板下行,在下模组件的作用下对包装纸箱板的四个侧边进行折弯,从而实现包装纸箱板的自动折叠成型,提高纸箱的折叠效率,然后将成型的纸箱转移至下一工序。
技术特征:
1.一种包装箱快速折箱成型机,其特征在于:包括支撑架,所述支撑架的一侧设置有上模组件和下模组件,所述下模组件被配置为与所述上模组件配合以对包装纸箱板的四个侧边进行折弯,从而实现包装纸箱板的自动折叠成型,提高纸箱的折叠效率,所述下模组件的一侧设置有用于承接待折包装纸箱板加工的上料架,所述上料架的上方设置有将上料架上的待折包装纸箱板递给上模组件上平移机构。
2.根据权利要求1所述包装箱快速折箱成型机,其特征在于,将待折包装纸箱板叠放在上料架的上表面,利用平移机构抓取一张待折包装纸箱板,传递至上模组件,上模组件抓取待折包装纸箱板后,带动待折包装纸箱板下行,在下模组件的作用下对包装纸箱板的四个侧边进行折弯,从而实现包装纸箱板的自动折叠成型,提高纸箱的折叠效率,然后将成型的纸箱转移至下一工序。
3.根据权利要求2所述包装箱快速折箱成型机,其特征在于,所述平移机构包括行走小车,所述支撑架的上部设置有与行走小车配合滑动的滑轨,所述滑轨的一端设置有驱动行走小车沿滑轨长度方向移动的推拉气缸,所述行走小车的下表面安装有提升装置a,所述提升装置a的伸缩端安装有用于抓取转移包装纸箱板的真空吸盘抓料机构一。
4.根据权利要求2所述包装箱快速折箱成型机,其特征在于,所述上模组件包括固定在支撑架上的提升装置a,所述提升装置a的底端安装有用于抓取转移包装纸箱板的真空吸盘抓料机构二。
5.根据权利要求3所述包装箱快速折箱成型机,其特征在于,所述提升装置a为伸缩气缸。
6.根据权利要求5所述包装箱快速折箱成型机,其特征在于,所述支撑架采用铝型材拼接而成。
7.根据权利要求6所述包装箱快速折箱成型机,其特征在于,所述滑轨为燕尾槽导轨。
8.根据权利要求7所述包装箱快速折箱成型机,其特征在于,控制提升装置a伸长,以利用真空吸盘抓料机构一抓取包装纸箱板,再控制提升装置a缩短,带着包装纸箱板提升;
9.根据权利要求6所述包装箱快速折箱成型机,其特征在于,所述真空吸盘抓料机构一和真空吸盘抓料机构二均具有多个真空吸盘和连接多个真空吸盘的框架。
10.根据权利要求6所述包装箱快速折箱成型机,其特征在于,真空吸盘抓料机构一和真空吸盘抓料机构二均连接对应的电磁阀。
技术总结
本发明涉及一种包装箱快速折箱成型机,属于纸箱加工生产技术领域。包括支撑架,所述支撑架的一侧设置有上模组件和下模组件,所述下模组件被配置为与所述上模组件配合以对包装纸箱板的四个侧边进行折弯,从而实现包装纸箱板的自动折叠成型,所述下模组件的一侧设置有用于承接待折包装纸箱板加工的上料架,所述上料架的上方设置有将上料架上的待折包装纸箱板递给上模组件上平移机构。本发明具有以下有益效果:利用平移机构抓取一张待折包装纸箱板,传递至上模组件,上模组件抓取待折包装纸箱板后,带动待折包装纸箱板下行,在下模组件的作用下对包装纸箱板的四个侧边进行折弯,从而实现包装纸箱板的自动折叠成型,提高纸箱的折叠效率。
技术研发人员:靳阁,朱瑞朋,朱晓肸
受保护的技术使用者:山东朱氏印务有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!