烟包盒成型装置的制作方法
本发明涉及烟包盒成型装置,尤其是一种烟包盒成型装置。
背景技术:
1、本产品应用于市面上的新的烟包盒,该类新型烟盒市场上暂无自动成型装置,由人工手动糊盒,胶水量的控制,四面侧边是否贴合到位,盒内围条与侧壁的贴合度全靠感觉,存在:
2、1、生产效率低、良品率低、盒型不规整的情况,还经常会出现大量废品,对材料造成浪费。
3、2、盒型的不规整,在后道装烟工序中,存在卡料、卡滞等不良情况,影响后道工序的生产效率。
4、现有的自动化或半自动化的装置缺少应付新型烟盒的保压机构,保压不充分或没有保压后续会因为胶水未凝固导致面纸脱胶产生不良品。
5、综上所述市面上缺少一种针对新型烟包盒进行自动化粘贴面纸的装置。
技术实现思路
1、本发明要解决的技术问题是:为了解决现有技术存在市面上缺少一种针对新型烟包盒进行自动化粘贴面纸的装置,提供一种烟包盒成型装置。
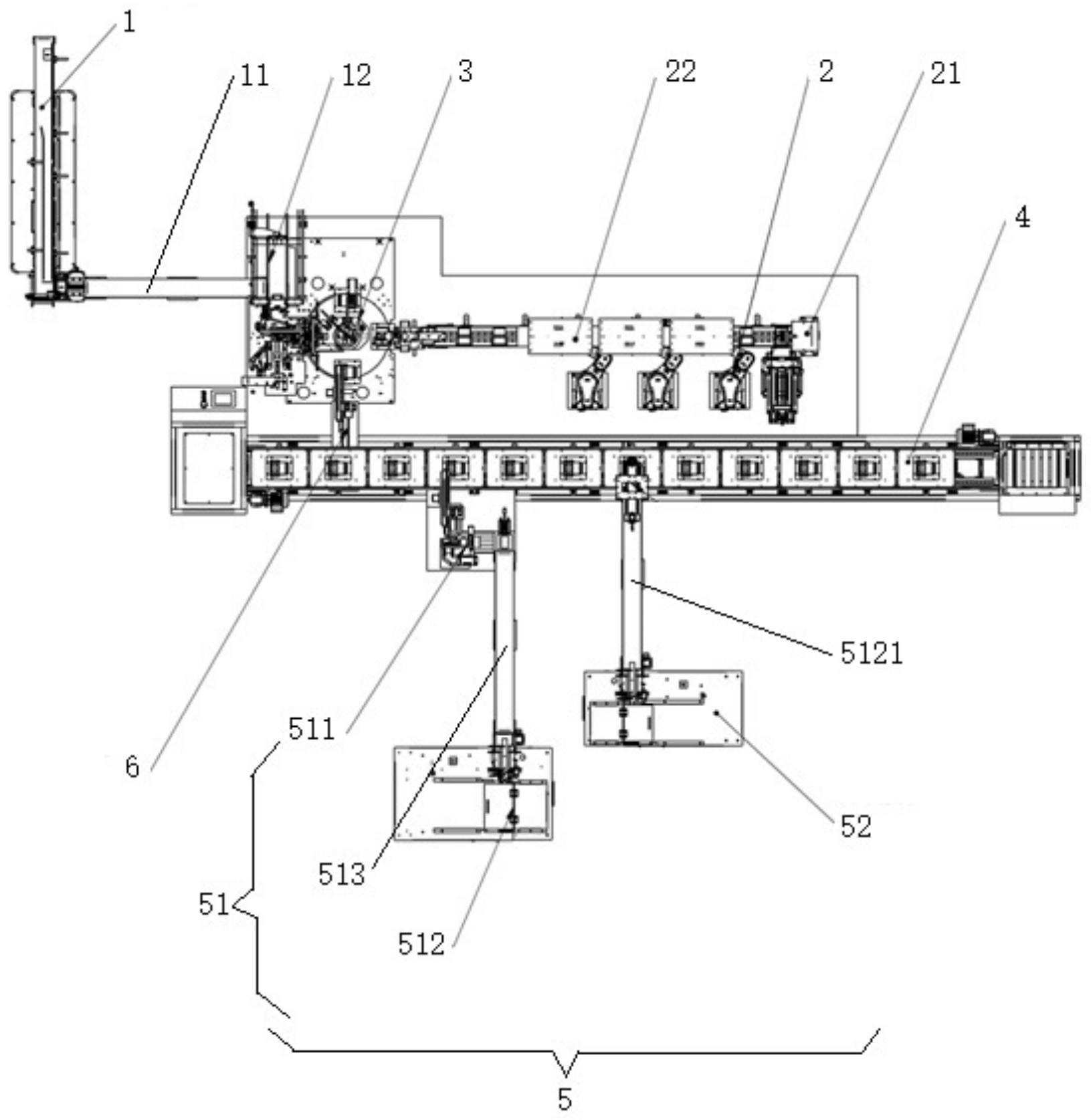
2、本发明解决其技术问题所采用的技术方案是:一种烟包盒成型装置,包括盒体上料段、纸张上料段、工作段、下料段和收料段,盒体上料段和纸张上料段同时向工作段输送盒体和面纸,工作段将面纸贴合在盒体上并将成品送入下料段进行保压输送,下料段与收料段连接,收料段将成品与成品内部的治具分离并将成品与治具单独收料。
3、进一步地,所述盒体上料段包括与在前设备对接的盒体输送带,盒体包裹在治具上并与治具一同经盒体输送带输送进入工作段。
4、进一步地,所述纸张上料段包括依次设置的取料发卡工位和喷胶工位,成叠的面纸经取料发卡工位分单进入喷胶工位喷胶后进入工作段。
5、进一步地,所述工作段包括围条折边工位和转盘成型工位,盒体进入围条折边工位进行围条粘接,粘接好围条后的盒体进入转盘成型工位与纸张上料段输送过来的面纸进行粘贴作业;
6、所述转盘成型工位包括等距圆周依次分布的面纸定位工位、预压工位、成型工位和出料工位,成型工位与盒体上料段对接,面纸定位工位与纸张上料段对接,出料工位与下料段对接;
7、面纸定位工位、预压工位、成型工位和出料工位的下方设置有可转动调节方位的转盘,转盘上设置有四个型腔,转盘转动带动型腔到对应工位。
8、进一步地,所述喷胶工位包括多个喷胶模块,每个喷胶模块均包括喷胶机和用于通过相机定位涂胶区域的视觉定位组件。
9、进一步地,所述喷胶工位与工作段之间还设置有加速胶水凝固的烘干工位。
10、进一步地,所述出料工位与下料段之间通过中转输送机构对接,中转输送机构包括中转流道、沿中转流道水平方向移动的压紧组件,和与压紧组件垂直设置的下压组件,出料工位转移出来的成品放入中转流道后压紧组件和下压组件运动压紧成品,并以压紧的保压状态进入下料段。
11、进一步地,所述下料段包括多层上下分布的保压输送结构,每层保压输送结构均包括输送轨道、载具以及设置在载具上用于压紧面纸和盒体的保压型腔,载具的数量为多个,每个载具上均具有保压型腔,输送轨道的两端分别安装有用于升降载具进入上层或下层输送轨道的升降机。
12、进一步地,收料段包括成品收料工位和治具收料工位,治具收料工位设置在成品收料工位的前端,治具收料工位通过治具收取组件将治具从成品中取出后进行收料,成品收料工位将成品从下料段的保压型腔中取出并进行合盖后进行收料。
13、进一步地,所述成品收料工位包括在前设置的合盖组件和在后设置的料仓组件,合盖组件和料仓组件之间通过成品收料输送带前后连接;
14、合盖组件包括平推机构、下压机构、合盖胶辊和保压槽,平推机构水平设置前进获取下料段上的成品,后退将成品转移到下压机构,下压机构与平推机构相互垂直设置,下压机构下压成品到下侧合盖输送带上,成品在合盖输送带上依次通过合盖胶辊完成合盖,进入保压槽保压,再转移到成品收料输送带;
15、料仓组件包括引料流道、推料气缸组件和料仓,引料流道与成品收料输送带对接,并将来料成品通过弧形的下料导向板,将成品由水平平躺状态翻转90°成垂直侧卧状态,改变姿态后的成品进入料仓,推料气缸组件设置在料仓侧面,推料气缸组件往复伸缩将进入料仓的成品依次向前推进。
16、本发明的有益效果是,本发明的一种烟包盒成型装置,
17、1、采用视觉成像技术在面纸上划出喷胶区域,保证喷胶量不会过多也不会过少;
18、2、用喷胶取代现有的滚胶,滚胶会使面纸卷曲粘贴在盒体后良品率极低,不适用新型盒体;
19、3、成型后的烟盒在取出后放入保压输送线内,防止成型后的烟盒再次破开,在经过3-5min的保压后,取出治具进入合盖工序,成品最终经过收料机完成堆垛,以便于人工装箱;
20、4、采用烟包自动成型装置最终达到了替换人工手工糊盒的目的,大幅缩减产线人员,节省了人工成本;
21、5、使用此装置可以规整盒型,减少后道装烟工序中,卡料、卡滞等不良情况;
22、6、通过烟包自动成型装置可以提高良品率,减少不良品的产生浪费资源。可以大幅提升生产效率。
23、综上所述,本发明能适用市面上新出的新型烟盒,且具有自动化程度高、良品率高、省人力和效率高的特点。
技术特征:
1.一种烟包盒成型装置,其特征在于:包括盒体上料段、纸张上料段、工作段、下料段和收料段,盒体上料段和纸张上料段同时向工作段输送盒体和面纸,工作段将面纸贴合在盒体上并将成品送入下料段进行保压输送,下料段与收料段连接,收料段将成品与成品内部的治具分离并将成品与治具单独收料。
2.如权利要求1所述的烟包盒成型装置,其特征在于:所述盒体上料段包括与在前设备对接的盒体输送带,盒体包裹在治具上并与治具一同经盒体输送带输送进入工作段。
3.如权利要求1所述的烟包盒成型装置,其特征在于:所述纸张上料段包括依次设置的取料发卡工位和喷胶工位,成叠的面纸经取料发卡工位分单进入喷胶工位喷胶后进入工作段。
4.如权利要求1、2或3所述的烟包盒成型装置,其特征在于:所述工作段包括围条折边工位和转盘成型工位,盒体进入围条折边工位进行围条粘接,粘接好围条后的盒体进入转盘成型工位与纸张上料段输送过来的面纸进行粘贴作业;
5.如权利要求3所述的烟包盒成型装置,其特征在于:所述喷胶工位包括多个喷胶模块,每个喷胶模块均包括喷胶机和用于通过相机定位涂胶区域的视觉定位组件。
6.如权利要求3或5所述的烟包盒成型装置,其特征在于:所述喷胶工位与工作段之间还设置有加速胶水凝固的烘干工位。
7.如权利要求4所述的烟包盒成型装置,其特征在于:所述出料工位与下料段之间通过中转输送机构对接,中转输送机构包括中转流道、沿中转流道水平方向移动的压紧组件,和与压紧组件垂直设置的下压组件,出料工位转移出来的成品放入中转流道后压紧组件和下压组件运动压紧成品,并以压紧的保压状态进入下料段。
8.如权利要求1所述的烟包盒成型装置,其特征在于:所述下料段包括多层上下分布的保压输送结构,每层保压输送结构均包括输送轨道、载具以及设置在载具上用于压紧面纸和盒体的保压型腔,载具的数量为多个,每个载具上均具有保压型腔,输送轨道的两端分别安装有用于升降载具进入上层或下层输送轨道的升降机。
9.如权利要求1所述的烟包盒成型装置,其特征在于:收料段包括成品收料工位和治具收料工位,治具收料工位设置在成品收料工位的前端,治具收料工位通过治具收取组件将治具从成品中取出后进行收料,成品收料工位将成品从下料段的保压型腔中取出并进行合盖后进行收料。
10.如权利要求9所述的烟包盒成型装置,其特征在于:所述成品收料工位包括在前设置的合盖组件和在后设置的料仓组件,合盖组件和料仓组件之间通过成品收料输送带前后连接;
技术总结
本发明涉及烟包盒成型装置,为了解决现有技术存在市面上缺少一种针对新型烟包盒进行自动化粘贴面纸的装置,提供一种烟包盒成型装置,包括盒体上料段、纸张上料段、工作段、下料段和收料段,盒体上料段和纸张上料段同时向工作段输送盒体和面纸,工作段将面纸贴合在盒体上并将成品送入下料段进行保压输送,下料段与收料段连接,收料段将成品与成品内部的治具分离并将成品与治具单独收料,本发明能适用市面上新出的新型烟盒,且具有自动化程度高、良品率高、省人力和效率高的特点。
技术研发人员:范鑫,宣冬冬,曹成炜
受保护的技术使用者:常州竣飞视界智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!