一种高收缩卷曲中空DTY仿毛纺纤维的制造工艺的制作方法
本发明涉及高分子纤维,特别是涉及一种高收缩卷曲中空dty仿毛纺纤维的制造工艺。
背景技术:
1、目前长纤维仿毛纺面料多是由长纤维织物经磨毛辊机械磨毛而成(如申请号为cn201610435891.2的专利所公开的全涤消光磨毛仿棉面料),少部分是由经砂轮机械磨毛的长纤维纺织而成。无论是面料磨毛辊磨毛还是长纤维砂轮磨毛,都存在磨毛过程中张力难以实时稳定控制的问题,容易出现磨削作用不均匀而造成绒毛散乱不匀及单纤抽丝,磨毛效果不佳的问题,且磨毛过程中会产生大量的碎屑,污染工作环境。
技术实现思路
1、本发明的目的在于克服上述现有技术的不足,提供一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,所得产品手感柔软顺滑、透气保暖、染色性能好,可用于替代天然毛纺纱线。
2、为了实现上述目的,本发明采用如下技术方案:
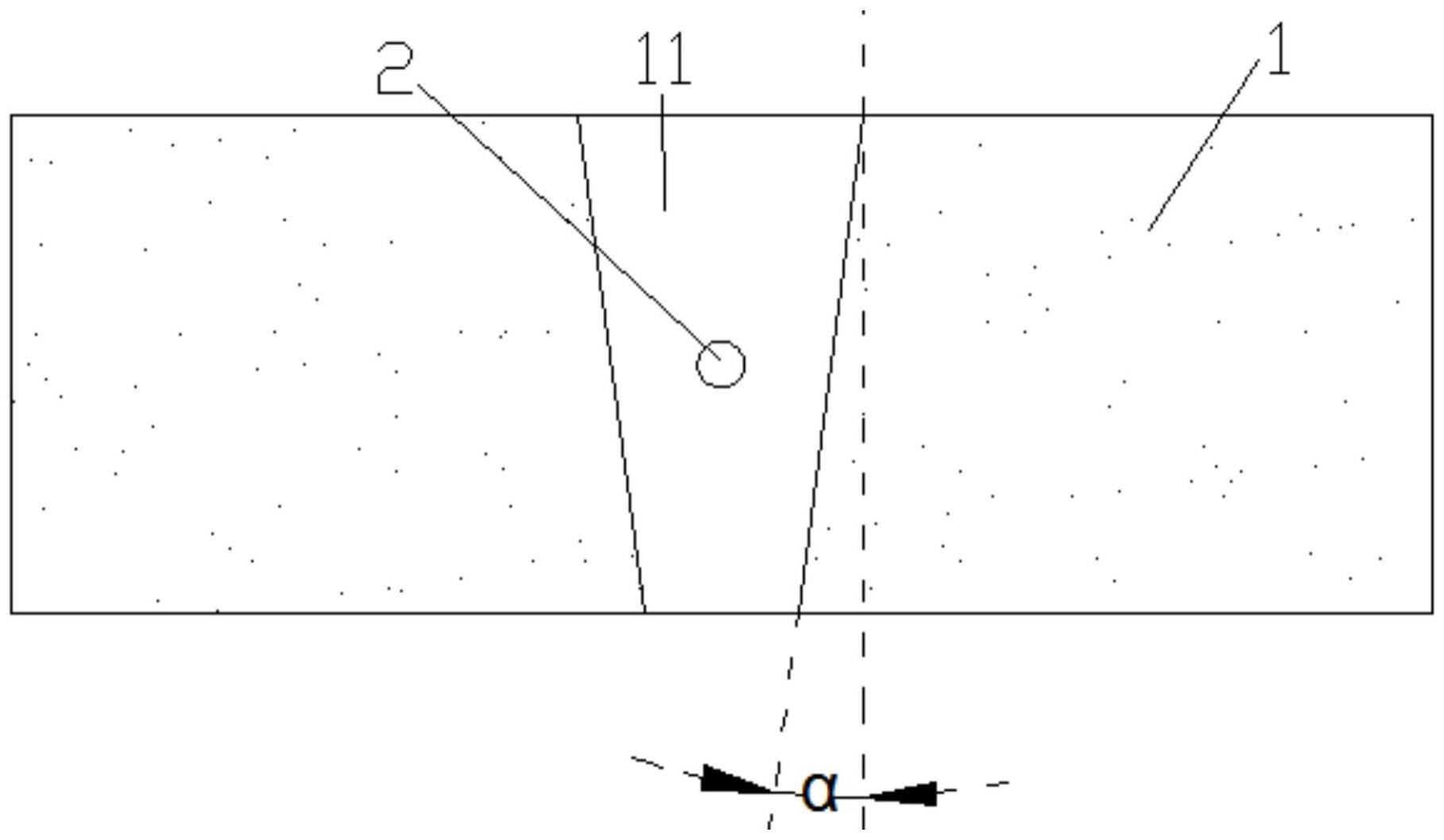
3、一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,将双中空聚酯poy丝依次通过加弹机的原丝架、第一罗拉、第一热箱、假捻器、第二罗拉、主网络喷嘴、第二热箱、第三罗拉,再经卷绕成型得到高收缩卷曲中空dty仿毛纺纤维;所述主网络喷嘴包括喷嘴芯(1),所述喷嘴芯(1)上设有半倒圆台形的丝道(11),所述丝道(11)内壁粗糙。
4、所述丝道(11)内壁达1000目粗糙度。
5、所述丝道(11)内壁与竖直面夹角α为7.5度;所述丝道(11)高度为28mm,丝道(11)上开口宽16mm。
6、第一罗拉速度为320-325m/min;第二罗拉速度为550-583m/min;第三罗拉速度为517.5-535m/min。
7、第一热箱的温度为180-195℃;第二热箱温度为常温。
8、假捻器的d/y比为1.72-1.85;卷绕成型速度为510-530m/min。
9、主网络喷嘴的气压为0.31-0.5mpa。
10、其特征在于,双中空聚酯poy丝采用切片熔融纺丝法制造,切片选自原生或再生半消光聚酯切片、原生或再生有光聚酯切片、原生或再生阳离子聚酯切片中的一种。
11、双中空聚酯poy丝具体生产步骤为:将原料切片投入料仓中,经高料仓后进入结晶塔中进行结晶,之后输送至干燥塔进行干燥,控制切片含水率为20-30ppm;将结晶干燥后的切片输入螺杆挤出机中熔融挤出,熔体输入纺丝组件中进行纺丝,所得丝束经侧吹风冷却、集束上油、预网络、牵伸定型、卷绕成型处理,制成双中空聚酯poy丝;纺丝组件中喷丝板的喷丝孔(3)包括一对相互间隔并对称分布的c形孔,c形孔的开口朝外且一对c形孔的开口处呈相背设置。
12、切片结晶温度为155-168℃,干燥温度为150-165℃;纺丝组件的压力为10.8-16mpa;侧吹风温度为21.5-22.5℃,风湿为75-85%,风压为540-560kpa,风速为0.7-0.8m/s;集束上油的含油率控制为0.4-0.5%;牵伸定型时第一导丝辊速度为2830-3110m/min,第一导丝辊速度为2850-3132m/min;卷绕成型时卷绕速度为2830-3105m/min。
13、本发明的有益效果是:利用双中空纤维在高取向度和结晶度时良好的卷曲效果,并设计表面粗糙的网络喷嘴丝道,使poy纤维在加弹工艺网络喷嘴处形成气圈打毛而形成记忆弹力型仿毛纺dty产品,纤维表面生成绒毛丝且纤维不含结点、理化性能符合服用要求,由该纤维织造的面料毛感柔软顺滑、透气保暖、染色性能好,可用于替代天然毛纺面料。
技术特征:
1.一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,其特征在于,将双中空聚酯poy丝依次通过加弹机的原丝架、第一罗拉、第一热箱、假捻器、第二罗拉、主网络喷嘴、第二热箱、第三罗拉,再经卷绕成型得到高收缩卷曲中空dty仿毛纺纤维;所述主网络喷嘴包括喷嘴芯(1),所述喷嘴芯(1)上设有半倒圆台形的丝道(11),所述丝道(11)内壁粗糙。
2.如权利要求1所述一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,其特征在于,所述丝道(11)内壁达1000目粗糙度。
3.如权利要求1所述一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,其特征在于,所述丝道(11)内壁与竖直面夹角α为7.5度;所述丝道(11)高度为28mm,丝道(11)上开口宽16mm。
4.如权利要求1所述一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,其特征在于,第一罗拉速度为320-325m/min;第二罗拉速度为550-583m/min;第三罗拉速度为517.5-535m/min。
5.如权利要求1所述一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,其特征在于,第一热箱的温度为180-195℃;第二热箱温度为常温。
6.如权利要求1所述一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,其特征在于,假捻器的d/y比为1.72-1.85;卷绕成型速度为510-530m/min。
7.如权利要求1所述一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,其特征在于,主网络喷嘴的气压为0.31-0.5mpa。
8.如权利要求1-7中任意一项所述一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,其特征在于,双中空聚酯poy丝采用切片熔融纺丝法制造,切片选自原生或再生半消光聚酯切片、原生或再生有光聚酯切片、原生或再生阳离子聚酯切片中的一种。
9.如权利要求8所述一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,其特征在于,双中空聚酯poy丝具体生产步骤为:将原料切片投入料仓中,经高料仓后进入结晶塔中进行结晶,之后输送至干燥塔进行干燥,控制切片含水率为20-30ppm;将结晶干燥后的切片输入螺杆挤出机中熔融挤出,熔体输入纺丝组件中进行纺丝,所得丝束经侧吹风冷却、集束上油、预网络、牵伸定型、卷绕成型处理,制成双中空聚酯poy丝;纺丝组件中喷丝板的喷丝孔(3)包括一对相互间隔并对称分布的c形孔,c形孔的开口朝外且一对c形孔的开口处呈相背设置。
10.如权利要求9所述一种高收缩卷曲中空dty仿毛纺纤维的制造工艺,其特征在于,切片结晶温度为155-168℃,干燥温度为150-165℃;纺丝组件的压力为10.8-16mpa;侧吹风温度为21.5-22.5℃,风湿为75-85%,风压为540-560kpa,风速为0.7-0.8m/s;集束上油的含油率控制为0.4-0.5%;牵伸定型时第一导丝辊速度为2830-3110m/min,第一导丝辊速度为2850-3132m/min;卷绕成型时卷绕速度为2830-3105m/min。
技术总结
本发明公开了一种高收缩卷曲中空DTY仿毛纺纤维的制造工艺,将双中空聚酯POY丝依次通过加弹机的原丝架、第一罗拉、第一热箱、假捻器、第二罗拉、主网络喷嘴、第二热箱、第三罗拉,再经卷绕成型得到高收缩卷曲中空DTY仿毛纺纤维;所述主网络喷嘴包括喷嘴芯(1),所述喷嘴芯(1)上设有半倒圆台形的丝道(11),所述丝道(11)内壁粗糙。本发明所得产品手感柔软顺滑、透气保暖、染色性能好,可用于替代天然毛纺纱线。
技术研发人员:傅玉成,张亚健,王鑫,位恒,郭铃铃,俞骆彬
受保护的技术使用者:浙江佳宝聚酯有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!