一种半干法纸浆模塑的生产工艺及其生产线的制作方法
本发明涉及纸塑模塑制品,具体为一种半干法纸浆模塑的生产工艺及其生产线。
背景技术:
1、纸浆模塑制品是目前泡沫塑料制品的最佳替代品,正逐步进入商品包装的主流,处于蓬勃发展之中,纸浆模塑是一种立体造纸技术,是以植物纤维或再生纤维制成的一定浓度的纸浆,混入化学助剂为辅助,通过模具成型机形成湿纸模坯(真空吸附成型或加压成型),经过脱模脱水干燥,最终整饰形成的具有特定几何空腔结构和一定抗压缓冲性能的纸制品。
2、现有纸浆板辊压设备上辊压部件的重压力多为定值,多不能根据不同力度的辊压需求适用调节,不能较好的适用辊压加工制成含胶量不同的纸浆板,应用较为有限,且虽然有些设备上辊压部件的重压力可以通过配重增减调节,但是由于配重组件的定位安装机构多没有针对快速拆装做适用优化,造成配重组件的增减拆装调节较为麻烦,且配重组件在拆卸时还易掉落砸伤工作人员。
技术实现思路
1、有鉴于此,本发明提供一种半干法纸浆模塑的生产工艺及其生产线,其具有虽然有些设备上辊压部件的重压力可以通过配重增减调节,但是由于配重组件的定位安装机构多没有针对快速拆装做适用优化,造成配重组件的增减拆装调节较为麻烦的问题。
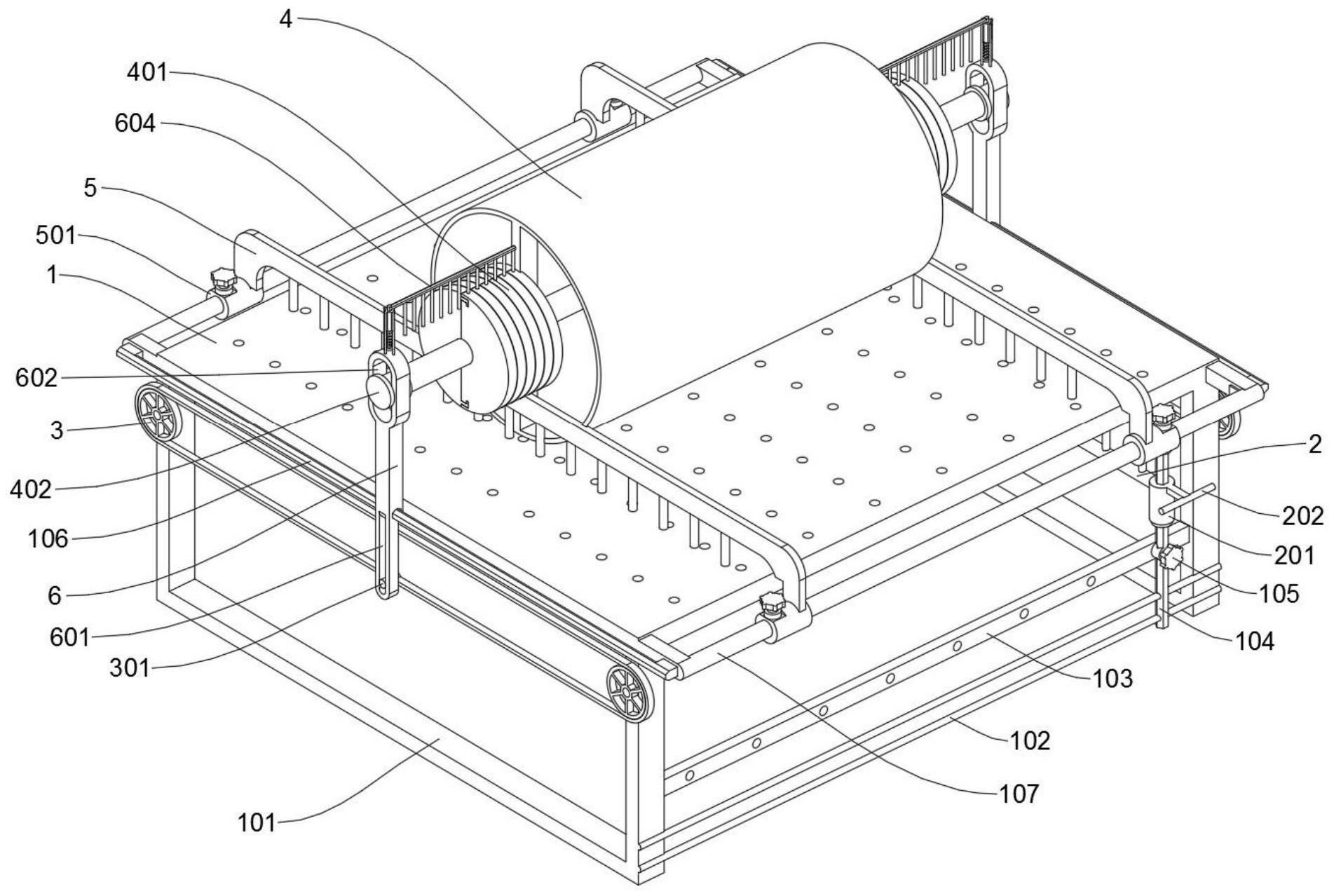
2、本发明提供如下技术方案:一种半干法纸浆模塑的生产工艺及其生产线,包括防油防水胶制备设备,浆板浸胶设备,辊压挤胶设备和模压热成型设备,所述防油防水胶制备设备、浆板浸胶设备、辊压挤胶设备、模压热成型设备依次按序连接组成半干法纸浆模塑的生产线,其特征在于:辊压挤胶设备包括承载板,所述承载板上等距间隔贯穿开设有多排漏水孔,且承载板的左右两端底部对称焊接有两处呈凵状结构的触地支撑框,两处触地支撑框前端部分的底侧空间中呈上下间隔焊接有两处横向定位轴,两处横向定位轴上滑动安装有一处六棱竖撑杆;两处所述触地支撑框前端部分的底侧空间中位于两处横向定位轴的顶端相邻位置焊接有一处横撑定位板;所述六棱竖撑杆的上半段上滑动安装有一处清理架,清理架整体由底部纵向主杆和等距间隔垂直焊接于纵向主杆上的一排穿轴共同组成,其中一排穿轴与多排漏水孔上滑贯穿配合;所述承载板的前后两侧对称焊接有两处横向轨道轴,两处横向轨道轴上呈左右对称滑动安装有两处纸浆板限位架,纸浆板限位架整体由凵状撑框和等距间隔焊接于凵状撑框内部的一排竖向限位短轴共同组成;两处所述触地支撑框前后四处竖撑支杆的顶端段之间对称贯穿转动安装有两处轮轴,两处轮轴的左右两端对称套装有四处链轮,四处链轮之间撑紧套装有两处链条,两处链条上均固定设置有一处拨轴;所述承载板的左右两侧对称焊接有两处纵向六棱杆,两处纵向六棱杆上对称滑动安装有两处驱动杆;所述承载板的后侧中间位置吊装有一处驱动电机,驱动电机与后侧的轮轴轴接传动;两处所述驱动杆的顶端对称焊接有两处腰圆限位框,两处腰圆限位框之间转动安装有一处重压辊。
3、进一步的,所述清理架纵向主杆的后端焊接有一处滑套,滑套的顶端部分上向后焊接有一处t形把杆,且滑套与六棱竖撑杆滑动配合;所述六棱竖撑杆的中间部分上贯穿旋拧安装有一处定位螺栓,且横撑定位板上等距间隔开设有一排对位孔,一排对位孔与多排漏水孔的位置对应,且定位螺栓的首端段与对位孔插接配合。
4、进一步的,所述纸浆板限位架凵状撑框的前后两端底部对称焊接有两处轴套,两处轴套对应与两处横向轨道轴滑动配合,且两处轴套上贯穿旋拧安装有两处顶紧螺栓。
5、进一步的,两处所述驱动杆的底部焊接有两处驱动条框,两处拨轴对应与两处驱动条框插接配合,且两处腰圆限位框的顶端焊接有两处竖向定位套,两处竖向定位套上滑动安装有两处插接定位架。
6、进一步的,所述插接定位架整体由l状六棱骨架杆和焊接于l状六棱骨架杆水平部分底部的一排插轴共同组成,且l状六棱骨架杆的竖撑部分与竖向定位套通过弹簧顶推贯穿插接配合。
7、进一步的,所述重压辊的内部中空,且重压辊的内部贯穿焊接有一处中心转轴,中心转轴的左右两端对称焊接有两处限位座,两处限位座的截面呈工字型结构,且两处限位座对应与两处腰圆限位框转动配合。
8、进一步的,所述中心转轴凸出于重压辊左右两侧的部分上对称拼接套装有多组半圆配重盘,半圆配重盘呈两两一组拼接组合设置,两处半圆配重盘拼接组成了一处完整的配重盘。
9、进一步的,呈拼接一组设置的两处所述半圆配重盘上分别对称开设有两处l状卡槽和两处l状卡板,拼接时两处l状卡板与两处l状卡槽卡插配合,且两处l状卡槽和两处l状卡板上均开设有一处定位孔,插接定位架上的插轴与定位孔插接配合。
10、进一步的,半干法纸浆模塑的生产线的生产工艺,操作步骤如下:
11、①、通过防油防水胶制备设备制备防油防水胶液;
12、②、将不同定量不同类型的浆板直接或叠加复合后浸渍于浆板浸胶设备内部的防油防水胶液中,控制浸胶量,制得具有一定含胶量的浸渍湿浆板;
13、③、通过辊压挤胶设备将浸渍湿浆板进行辊压,挤出多余的胶液,降低浆板表面胶料的流动性,制得半湿浸渍浆板;
14、④、模压热成型设备将半湿浸渍浆板放入模具中模压热成型,制得纸浆模塑产品。
15、进一步的,所述防油防水胶液包括但不限于丙烯酸类胶液、聚氨酯类胶液以及含氟类胶液,胶液的固含量为5%-35%,胶液的黏度为10-300cp;所述浆板的种类包括但不限于木浆、竹浆、草浆等的化学浆、高得率浆,浆板定量为300—350g/m2,松厚度为1.1-1.5cm3/g;所述浸渍过程的上胶量为5—20g/m2,浸渍时间为3—8s;所述模压热成型,温度180-220℃,热压时间5—30s。
16、与现有技术相比,本发明的有益效果是:
17、1、本发明,清理架通过其上的一排穿轴可对被纸浆板上掉落碎渣堵塞的漏水孔实施上滑贯穿清堵,且通过六棱竖撑杆,清理架可沿两处横向定位轴左右滑移对不同位置的漏水孔实施清堵,使用灵活,且由于清理架可左右滑移,进而单一的清理架就可实现对多排全部的漏水孔实施清堵,这省去需为每排漏水孔单独配置一处清堵机构,有助于简化设备的整体结构并将减重和降低造价。
18、2、本发明,配重盘的数量可根据挤水压力的大小需求,适用拆装增减,适用辊压加工制成含胶量不同的纸浆板,应用较为广泛,且两处半圆配重盘通过插接定位架插接定位在一起,只需将插接定位架上滑抽脱,就可两处半圆配重盘分离拆卸,使配重盘的增减拆装调节便捷、省时,且在将插接定位架上滑抽脱对完整的配重盘实施对半拆卸分解时,l状卡槽和两处l状卡板可将两处半圆配重盘卡连在一起,避免两处半圆配重盘直接掉落冲击于承载板上,对承载板造成碰撞损伤并易从承载板上滚落砸伤工作人员。
19、3、本发明中,通过横撑定位板上的一排对位孔可对清理架与多排漏水孔实施校准对位,避免在每次滑移清理架对不同位置的漏水孔实施清堵时,均需人为手动微调校准清理架和漏水孔的麻烦,使用方便、高效,且定位螺栓可将清理架插接定位于校准对位后的使用状态,避免清理架在清堵使用时与漏水孔错位。
技术特征:
1.一种半干法纸浆模塑的生产线,包括防油防水胶制备设备,浆板浸胶设备,辊压挤胶设备和模压热成型设备,所述防油防水胶制备设备、浆板浸胶设备、辊压挤胶设备、模压热成型设备依次按序连接组成半干法纸浆模塑的生产线,其特征在于:辊压挤胶设备包括承载板(1),所述承载板(1)上等距间隔贯穿开设有多排漏水孔,且承载板(1)的左右两端底部对称焊接有两处呈凵状结构的触地支撑框(101),两处触地支撑框(101)前端部分的底侧空间中呈上下间隔焊接有两处横向定位轴(102),两处横向定位轴(102)上滑动安装有一处六棱竖撑杆(104);两处所述触地支撑框(101)前端部分的底侧空间中位于两处横向定位轴(102)的顶端相邻位置焊接有一处横撑定位板(103);所述六棱竖撑杆(104)的上半段上滑动安装有一处清理架(2),清理架(2)整体由底部纵向主杆和等距间隔垂直焊接于纵向主杆上的一排穿轴共同组成,其中一排穿轴与多排漏水孔上滑贯穿配合;所述承载板(1)的前后两侧对称焊接有两处横向轨道轴(107),两处横向轨道轴(107)上呈左右对称滑动安装有两处纸浆板限位架(5),纸浆板限位架(5)整体由凵状撑框和等距间隔焊接于凵状撑框内部的一排竖向限位短轴共同组成;两处所述触地支撑框(101)前后四处竖撑支杆的顶端段之间对称贯穿转动安装有两处轮轴,两处轮轴的左右两端对称套装有四处链轮(3),四处链轮(3)之间撑紧套装有两处链条,两处链条上均固定设置有一处拨轴(301);所述承载板(1)的左右两侧对称焊接有两处纵向六棱杆(106),两处纵向六棱杆(106)上对称滑动安装有两处驱动杆(6);所述承载板(1)的后侧中间位置吊装有一处驱动电机(7),驱动电机(7)与后侧的轮轴轴接传动;两处所述驱动杆(6)的顶端对称焊接有两处腰圆限位框(602),两处腰圆限位框(602)之间转动安装有一处重压辊(4)。
2.根据权利要求1所述的一种半干法纸浆模塑的生产线,其特征在于:所述清理架(2)纵向主杆的后端焊接有一处滑套(201),滑套(201)的顶端部分上向后焊接有一处t形把杆(202),且滑套(201)与六棱竖撑杆(104)滑动配合;所述六棱竖撑杆(104)的中间部分上贯穿旋拧安装有一处定位螺栓(105),且横撑定位板(103)上等距间隔开设有一排对位孔,一排对位孔与多排漏水孔的位置对应,且定位螺栓(105)的首端段与对位孔插接配合。
3.根据权利要求1所述的一种半干法纸浆模塑的生产线,其特征在于:所述纸浆板限位架(5)凵状撑框的前后两端底部对称焊接有两处轴套(501),两处轴套(501)对应与两处横向轨道轴(107)滑动配合,且两处轴套(501)上贯穿旋拧安装有两处顶紧螺栓。
4.根据权利要求1所述的一种半干法纸浆模塑的生产线,其特征在于:两处所述驱动杆(6)的底部焊接有两处驱动条框(601),两处拨轴(301)对应与两处驱动条框(601)插接配合,且两处腰圆限位框(602)的顶端焊接有两处竖向定位套(603),两处竖向定位套(603)上滑动安装有两处插接定位架(604)。
5.根据权利要求4所述的一种半干法纸浆模塑的生产线,其特征在于:所述插接定位架(604)整体由l状六棱骨架杆和焊接于l状六棱骨架杆水平部分底部的一排插轴共同组成,且l状六棱骨架杆的竖撑部分与竖向定位套(603)通过弹簧顶推贯穿插接配合。
6.根据权利要求5所述的一种半干法纸浆模塑的生产线,其特征在于:所述重压辊(4)的内部中空,且重压辊(4)的内部贯穿焊接有一处中心转轴,中心转轴的左右两端对称焊接有两处限位座(402),两处限位座(402)的截面呈工字型结构,且两处限位座(402)对应与两处腰圆限位框(602)转动配合。
7.根据权利要求6所述的一种半干法纸浆模塑的生产线,其特征在于:所述中心转轴凸出于重压辊(4)左右两侧的部分上对称拼接套装有多组半圆配重盘(401),半圆配重盘(401)呈两两一组拼接组合设置,两处半圆配重盘(401)拼接组成了一处完整的配重盘。
8.根据权利要求7所述的一种半干法纸浆模塑的生产线,其特征在于:呈拼接一组设置的两处所述半圆配重盘(401)上分别对称开设有两处l状卡槽(404)和两处l状卡板(403),拼接时两处l状卡板(403)与两处l状卡槽(404)卡插配合,且两处l状卡槽(404)和两处l状卡板(403)上均开设有一处定位孔,插接定位架(604)上的插轴与定位孔插接配合。
9.一种应用权利要求1至8任意一条所述的半干法纸浆模塑的生产线的生产工艺,其特征在于,操作步骤如下:
10.根据权利要求9所述的半干法纸浆模塑的生产线的生产工艺,其特征在于:所述防油防水胶液包括但不限于丙烯酸类胶液、聚氨酯类胶液以及含氟类胶液,胶液的固含量为5%-35%,胶液的黏度为10-300cp;所述浆板的种类包括但不限于木浆、竹浆、草浆等的化学浆、高得率浆,浆板定量为300—350g/m2,松厚度为1.1-1.5cm3/g;所述浸渍过程的上胶量为5—20g/m2,浸渍时间为3—8s;所述模压热成型,温度180-220℃,热压时间5—30s。
技术总结
本发明公开了一种半干法纸浆模塑的生产工艺及其生产线,涉及纸塑模塑制品技术领域,包括:防油防水胶制备设备,辊压挤胶设备和模压热成型设备,所述防油防水胶制备、浆板浸胶设备、辊压挤胶设备、模压热成型设备依次按序连接组成半干法纸浆模塑的生产线,其特征在于:辊压挤胶设备包括承载板,所述承载板上等距间隔贯穿开设有多排漏水孔,且承载板的左右两端底部对称焊接有两处呈凵状结构的触地支撑框,两处横向定位轴上滑动安装有一处六棱竖撑杆,通过横撑定位板上的一排对位孔可对清理架与多排漏水孔实施校准对位,避免在每次滑移清理架对不同位置的漏水孔实施清堵时,均需人为手动微调校准清理架和漏水孔的麻烦,使用方便、高效。
技术研发人员:卢益雷,傅陈伟,胡燕,华飞果,杨建平
受保护的技术使用者:浙江博特生物科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!