一种针梳机花式牵伸组件及花式纱线生产工艺
本发明涉及花式纱线生产,特别是涉及一种针梳机花式牵伸组件及花式纱线生产工艺。
背景技术:
1、纱线的颜色通常是比较单一的,通过染色的羊毛条纺纱后得到对应颜色的纱线。为了提升纱线的颜色丰富性,可以采用多种不同颜色的羊毛条进行混合纺纱,得到花式纱线。
2、普通的花式纱线在生产过程中,利用多种不同颜色的羊毛条同时进行牵伸,只能得到一种颜色多样但分布均匀且规律的花式纱线,而无法得到迷彩的、颜色变化无明显规律的花式纱线,需要进行改进。
技术实现思路
1、本发明主要解决的技术问题是提供一种针梳机花式牵伸组件及花式纱线生产工艺,可以得到颜色变化无明显规律的花式纱线。
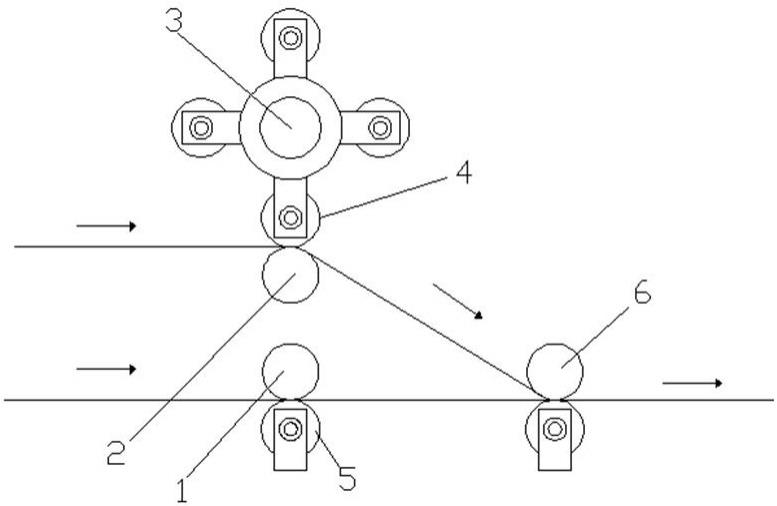
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种针梳机花式牵伸组件,包括:后罗拉组件和中罗拉,所述中罗拉设置在后罗拉组件的前方,所述后罗拉组件包括第一后罗拉、第二后罗拉、固定皮辊和可调式压辊组件,所述第一后罗拉与第二后罗拉上下平行分布,所述固定皮辊设置在第一后罗拉一侧,所述可调式压辊组件包括转轴和多个压辊,所述压辊沿转轴长度方向间隔分布在转轴上,且在转轴一端的投影呈周向间隔分布,所述转轴平行设置在第二后罗拉一侧,通过转轴的旋转,选择指定的压辊与第二后罗拉进行接触。
3、在本发明一个较佳实施例中,所述压辊的数量至少为三个,且相邻两个压辊在转轴一端的投影夹角相同。
4、在本发明一个较佳实施例中,所述转轴上设置有与压辊一一对应的安装套。
5、在本发明一个较佳实施例中,所述安装套上设置有与转轴相连接的螺丝。
6、在本发明一个较佳实施例中,所述后罗拉组件还包括与第一后罗拉、第二后罗拉、转轴及中罗拉一一对应的旋转驱动机构。
7、在本发明一个较佳实施例中,所述旋转驱动机构分别采用电机。
8、为解决上述技术问题,本发明采用的一个技术方案是:提供一种花式纱线生产工艺,包括以下步骤:
9、a、根据花式纱线的设计风格,将羊毛条分别染成m种不同的颜色;
10、b、将m种不同颜色的羊毛条分别导入传统的针梳机,制成指定出条重量的羊毛条a;
11、c、将不同颜色的羊毛条a分别喂入改造后的、拥有针梳机花式牵伸组件的针梳机,其中一种颜色的羊毛条a通过第一后罗拉正常输送给中罗拉,其余颜色的羊毛条a与压辊一一对应,指定的压辊与第二后罗拉接触时进行对应颜色羊毛条a的喂入,利用转轴的旋转,切换与第二后罗拉接触的压辊,实现不同颜色羊毛条a的间隙喂入以及送给中罗拉,并通过控制单一压辊与第二后罗拉接触的时长,控制给毛量,得到羊毛条b;
12、d、将2~4条羊毛条b再经过2道针梳机进行理条,牵伸倍数为2倍,得到羊毛条c;
13、e、将羊毛条c喂入无捻粗纱机进行牵伸,制成无捻粗纱条子;
14、f、将2~3根无捻粗纱条子同时喂入有捻粗纱机,形成有捻粗纱;
15、g、将有捻粗纱喂入细纱机进行牵伸,形成花式细纱;
16、h、将2~3根花式细纱同时喂入绞花机,形成花式纱线。
17、在本发明一个较佳实施例中,羊毛条a的条重为5~20克/米,所述无捻粗纱条子的条重为0.4克/米。
18、在本发明一个较佳实施例中,喂入针梳机花式牵伸组件的羊毛条a进行颜色切换时,先暂停第二后罗拉旋转,中罗拉持续旋转而将第二后罗拉上与压辊夹持的羊毛条a拉断,然后切换与后续颜色羊毛条a对应的压辊,并恢复第二后罗拉旋转的旋转。
19、本发明的有益效果是:本发明指出的一种针梳机花式牵伸组件及花式纱线生产工艺,特别设计了针梳机花式牵伸组件,通过针梳机花式牵伸组件进行不同颜色羊毛条a的间隙喂入,得到了花色的羊毛条b,再经过理条、粗纱机、细纱机和绞花机的生产,得到颜色变化更加丰富且无明显规律的花式纱线,风格更加灵活。
技术特征:
1.一种针梳机花式牵伸组件,其特征在于,其特征在于,包括:后罗拉组件和中罗拉,所述中罗拉设置在后罗拉组件的前方,所述后罗拉组件包括第一后罗拉、第二后罗拉、固定皮辊和可调式压辊组件,所述第一后罗拉与第二后罗拉上下平行分布,所述固定皮辊设置在第一后罗拉一侧,所述可调式压辊组件包括转轴和多个压辊,所述压辊沿转轴长度方向间隔分布在转轴上,且在转轴一端的投影呈周向间隔分布,所述转轴平行设置在第二后罗拉一侧,通过转轴的旋转,选择指定的压辊与第二后罗拉进行接触。
2.根据权利要求1所述的针梳机花式牵伸组件,其特征在于,所述压辊的数量至少为三个,且相邻两个压辊在转轴一端的投影夹角相同。
3.根据权利要求1所述的针梳机花式牵伸组件,其特征在于,所述转轴上设置有与压辊一一对应的安装套。
4.根据权利要求3所述的针梳机花式牵伸组件,其特征在于,所述安装套上设置有与转轴相连接的螺丝。
5.根据权利要求1所述的针梳机花式牵伸组件,其特征在于,所述后罗拉组件还包括与第一后罗拉、第二后罗拉、转轴及中罗拉一一对应的旋转驱动机构。
6.根据权利要求5所述的针梳机花式牵伸组件,其特征在于,所述旋转驱动机构分别采用电机。
7.一种花式纱线生产工艺,其特征在于,采用了权利要求1~6任一所述的针梳机花式牵伸组件,包括以下步骤:
8.根据权利要求7所述的花式纱线生产工艺,其特征在于,羊毛条a的条重为5~20克/米,所述无捻粗纱条子的条重为0.4克/米。
9.根据权利要求7所述的花式纱线生产工艺,其特征在于,喂入针梳机花式牵伸组件的羊毛条a进行颜色切换时,先暂停第二后罗拉旋转,中罗拉持续旋转而将第二后罗拉上与压辊夹持的羊毛条a拉断,然后切换与后续颜色羊毛条a对应的压辊,并恢复第二后罗拉旋转的旋转。
技术总结
本发明公开了一种针梳机花式牵伸组件及花式纱线生产工艺,包括:后罗拉组件和中罗拉,所述中罗拉设置在后罗拉组件的前方,所述后罗拉组件包括第一后罗拉、第二后罗拉、固定皮辊和可调式压辊组件,所述第一后罗拉与第二后罗拉上下平行分布,所述固定皮辊设置在第一后罗拉一侧,所述可调式压辊组件包括转轴和多个压辊,所述压辊沿转轴长度方向间隔分布在转轴上,且在转轴一端的投影呈周向间隔分布,所述转轴平行设置在第二后罗拉一侧,通过转轴的旋转,选择指定的压辊与第二后罗拉进行接触,通过第一后罗拉正常输送一种固定颜色的羊毛条给中罗拉,其余颜色的羊毛条与压辊一一对应进行间隙喂入,可以得到颜色变化更加丰富的花式纱线。
技术研发人员:于勤,肖建波
受保护的技术使用者:沙洲职业工学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!