纸盒围框定位生产工艺的制作方法
本发明涉及一种用于纸盒围框定位生产的纸盒围框定位生产工艺。
背景技术:
1、纸盒围框定位生产指的是将纸盒的围框板在展开状态下定位贴在面纸上,以便于后续纸盒围框及纸盒的制作。现有技术的纸盒围框定位生产,当纸盒围框的规格尺寸(指周长长度)较小时,面纸及围框板的长度尺寸也较小,可以用围框定位机进行自动生产;但当纸盒围框的规格尺寸较大时,由于面纸的规格尺寸受模切压痕设备限制一般长度不超过1.1m,所以在围框定位机上只能先进行围框一半的贴面纸定位生产,围框另一半的贴面纸定位生产只能手工进行,生产效率低。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是在于提供一种利用拼接方式实现大规格纸盒围框的自动定位生产,提高工作效率的纸盒围框定位生产工艺。
2、为解决上述技术问题,本发明采取的第一种工艺方式是:
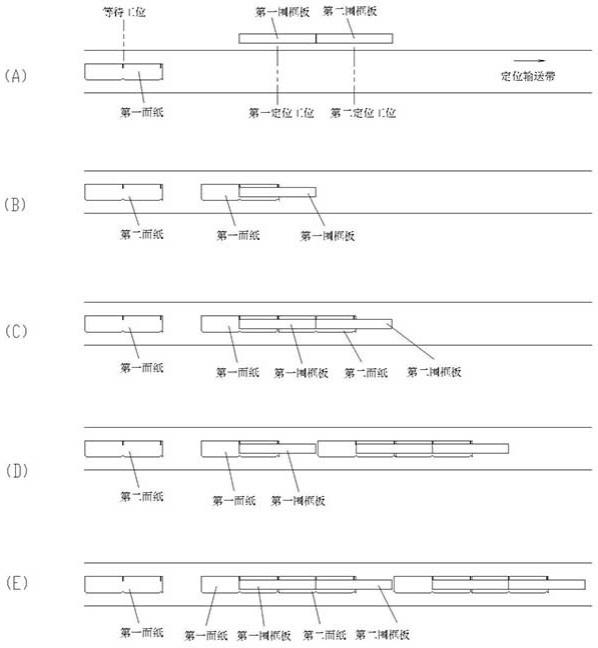
3、纸盒围框定位生产工艺,其特征在于:围框定位产品由首尾拼接的第一、第二两张面纸和首尾拼接的第一、第二两张围框板组成,工作时,定位输送台交替进行一次和二次传送动作,一次传送动作距离较近,将等待工位的第一面纸送至第一定位工位,二次传送动作距离较远,将等待工位的第二面纸送至第二定位工位,第一、第二定位工位前后相隔距离略小于面纸的长度尺寸而等于围框板的长度尺寸;首先,定位输送台进行一次传送动作,在将等待工位的第一面纸送至第一定位工位的同时,将第二面纸送至等待工位,接着第一吸嘴组件将抓取的第一围框板下放置压于第一面纸上,使第一围框板与第一面纸粘连在一起,随后第一嘴件组件抓取第一围框板使第一围框板和第一面纸共同抬升;再接着,定位输送台进行二次传送动作,在将等待工位的第二面纸送至第二定位工位的同时,将后续第一面纸送至等待工位,随后第一、第二吸嘴组件同步动作,第一吸嘴组件将抓取的第一围框板和第一面纸下放置压,第二吸嘴组件将抓取的第二围框板下放置压于第二面纸上,于是第一、第二面纸和第一、第二围框板相互粘连形成围框定位产品;最后,第一吸嘴组件松开第一围框板,第二吸嘴组件松开第二围框板,定位输送台再次进行一次传送动作,将已完成的围框定位产品向下一道工序进行输送,同时将等待工位的后续第一面纸送至第一定位工位,将后续第二面纸送至等待工位,依此循环,完成纸盒围框定位生产。
4、采用上述技术方案后,本发明以第一、第二两张相同尺寸的面纸和第一、第二两张相同尺寸的围框板为原料,利用拼接方式及合理的拼接动作顺序实现了大规格纸盒围框定位产品的自动生产,提高工作效率,构思巧妙。其中,两张面纸首尾拼接形成的长度尺寸匹配大规格纸盒围框的周长尺寸(拼接后两张面纸之间首尾有少许交错,交错部用胶水粘连),两张围框板首尾拼接形成的长度尺寸匹配大规格纸盒围框的周长尺寸(拼接后两张纸框板之间首尾靠近,只留有很小的一点开槽缝隙);另外定位输送台上专门设有固定位置的等待工位,在等待工位面纸可进行短时间停留使表面胶水得到初步晾干,进而来保证面纸在定位工位与围框板能够粘连牢固,并且每张到达等待工位的面纸随定位输送台的传送动作一起进行,中间没有多余停留时间,提高工作效率。
5、为实现每张到达等待工位的面纸随定位输送台的传送动作一起进行,而且在定位输送台一次、二次传送动作距离不同前提下能够完成面纸到达相同位置的等待工位,作为优选技术方案:在定位输送台每次进行传送动作的同时,有过桥输送台将面纸送至定位输送台上并随定位输送台送至等待工位,过桥输送台由伺服电机控制区别于定位输送台的启动时间;工作时,过桥输送台上的面纸预先通过第一感应探头检测定位,在定位输送台进行一次传送动作时,伺服电机控制过桥输送台启动时间较早,在定位输送台进行二次传送动作时,伺服电机控制过桥输送台启动时间较晚,使到达定位输送台上随定位输送台输送的第一、第二面纸在一次、二传送距离不同前提下能够到达同一位置的等待工位。
6、采用上述技术方案后,虽然定位输送台在进行二次传送动作时的传送距离较一次传送动作的距离更远,但由于控制了过桥输送台的滞后动作,使通过过桥输送台送出的面纸能够迟点到达定位输送台上随定位输送台进行传送,这样一来,定位输送台的二次传送动作虽然距离远,但面纸还是能够准确到达与一次传送动作相同位置的等待工位。即虽然定位输送台有两种不同传送距离,但面纸都能随定位输送台的输送到达固定位置的等待工位,设计巧妙,更好实现生产速度的提高。
7、作为优选技术方案,第一吸嘴组件、第二吸嘴组件左右并排安装于纠偏移动架上,第一吸嘴组件由第一气缸推动作上下动作,第二吸嘴组件由第二气缸推动作上下动作。
8、为解决上述技术问题,本发明采取的第二种工艺方式是:
9、围框定位产品由首尾拼接的第一、第二两张面纸和首尾拼接的第一、第二两张围框板组成,工作时,定位输送台交替进行一次和二次传送动作,一次传送动作距离较近,将等待工位的第一面纸送至第一定位工位,二次传送动作距离较远,将等待工位的第二面纸送至第二定位工位,第一、第二定位工位前后相隔距离略小于面纸的长度尺寸而等于围框板的长度尺寸;首先,定位输送台进行二次传送动作,在将等待工位的第二面纸送至第二定位工位的同时,将第一面纸送至等待工位,接着第二吸嘴组件将抓取的第二围框板下放置压于第二面纸上,使第二围框板与第二面纸粘连在一起,随后第二嘴件组件抓取第二围框板使第二围框板和第二面纸共同抬升;再接着,定位输送台进行一次传送动作,在将等待工位的第一面纸送至第一定位工位的同时,将后续第二面纸送至等待工位,随后第一、第二吸嘴组件同步动作,第二吸嘴组件将抓取的第二围框板和第二面纸下放置压,第一吸嘴组件将抓取的第一围框板下放置压于第一面纸上,于是第一、第二面纸和第一、第二围框板相互粘连形成围框定位产品;最后,第一吸嘴组件松开第一围框板,第二吸嘴组件松开第二围框板,定位输送台再次进行二次传送动作,将已完成的围框定位产品向下一道工序进行输送,同时将等待工位的后续第二面纸送至第二定位工位,将后续第一面纸送至等待工位,依此循环,完成纸盒围框定位生产。
技术特征:
1.纸盒围框定位生产工艺,其特征在于:围框定位产品由首尾拼接的第一、第二两张面纸和首尾拼接的第一、第二两张围框板组成,工作时,定位输送台交替进行一次和二次传送动作,一次传送动作距离较近,将等待工位的第一面纸送至第一定位工位,二次传送动作距离较远,将等待工位的第二面纸送至第二定位工位,第一、第二定位工位前后相隔距离略小于面纸的长度尺寸而等于围框板的长度尺寸;首先,定位输送台进行一次传送动作,在将等待工位的第一面纸送至第一定位工位的同时,将第二面纸送至等待工位,接着第一吸嘴组件将抓取的第一围框板下放置压于第一面纸上,使第一围框板与第一面纸粘连在一起,随后第一嘴件组件抓取第一围框板使第一围框板和第一面纸共同抬升;再接着,定位输送台进行二次传送动作,在将等待工位的第二面纸送至第二定位工位的同时,将后续第一面纸送至等待工位,随后第一、第二吸嘴组件同步动作,第一吸嘴组件将抓取的第一围框板和第一面纸下放置压,第二吸嘴组件将抓取的第二围框板下放置压于第二面纸上,于是第一、第二面纸和第一、第二围框板相互粘连形成围框定位产品;最后,第一吸嘴组件松开第一围框板,第二吸嘴组件松开第二围框板,定位输送台再次进行一次传送动作,将已完成的围框定位产品向下一道工序进行输送,同时将等待工位的后续第一面纸送至第一定位工位,将后续第二面纸送至等待工位,依此循环,完成纸盒围框定位生产。
2.纸盒围框定位生产工艺,其特征在于:围框定位产品由首尾拼接的第一、第二两张面纸和首尾拼接的第一、第二两张围框板组成,工作时,定位输送台交替进行一次和二次传送动作,一次传送动作距离较近,将等待工位的第一面纸送至第一定位工位,二次传送动作距离较远,将等待工位的第二面纸送至第二定位工位,第一、第二定位工位前后相隔距离略小于面纸的长度尺寸而等于围框板的长度尺寸;首先,定位输送台进行二次传送动作,在将等待工位的第二面纸送至第二定位工位的同时,将第一面纸送至等待工位,接着第二吸嘴组件将抓取的第二围框板下放置压于第二面纸上,使第二围框板与第二面纸粘连在一起,随后第二嘴件组件抓取第二围框板使第二围框板和第二面纸共同抬升;再接着,定位输送台进行一次传送动作,在将等待工位的第一面纸送至第一定位工位的同时,将后续第二面纸送至等待工位,随后第一、第二吸嘴组件同步动作,第二吸嘴组件将抓取的第二围框板和第二面纸下放置压,第一吸嘴组件将抓取的第一围框板下放置压于第一面纸上,于是第一、第二面纸和第一、第二围框板相互粘连形成围框定位产品;最后,第一吸嘴组件松开第一围框板,第二吸嘴组件松开第二围框板,定位输送台再次进行二次传送动作,将已完成的围框定位产品向下一道工序进行输送,同时将等待工位的后续第二面纸送至第二定位工位,将后续第一面纸送至等待工位,依此循环,完成纸盒围框定位生产。
3.如权利要求1或2所述的纸盒围框定位生产工艺,其特征在于:在定位输送台每次进行传送动作的同时,有过桥输送台将面纸送至定位输送台上并随定位输送台送至等待工位,过桥输送台由伺服电机控制区别于定位输送台的启动时间;工作时,过桥输送台上的面纸预先通过第一感应探头检测定位,在定位输送台进行一次传送动作时,伺服电机控制过桥输送台启动时间较早,在定位输送台进行二次传送动作时,伺服电机控制过桥输送台启动时间较晚,使到达定位输送台上随定位输送台输送的第一、第二面纸在一次、二传送距离不同前提下能够到达同一位置的等待工位。
4.如权利要求1或2所述的纸盒围框定位生产工艺,其特征在于:第一吸嘴组件、第二吸嘴组件左右并排安装于纠偏移动架上,第一吸嘴组件由第一气缸推动作上下动作,第二吸嘴组件由第二气缸推动作上下动作。
技术总结
本发明公开了纸盒围框定位生产工艺,其特征在于:围框定位产品由首尾拼接的第一、第二两张面纸和首尾拼接的第一、第二两张围框板组成,工作时,定位输送台交替进行一次和二次传送动作,一次传送动作距离较近,将等待工位的第一面纸送至第一定位工位,二次传送动作距离较远,将等待工位的第二面纸送至第二定位工位,第一、第二定位工位前后相隔距离略小于面纸的长度尺寸而等于围框板的长度尺寸,在第一、第二等待工位,有第一、第二吸嘴组件将第一、第二围框板粘接固定在第一、第二面纸上。本发明利用拼接方式实现大规格纸盒围框的自动定位生产,提高工作效率。
技术研发人员:朱吕志,金领
受保护的技术使用者:瑞安市海意机械有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!