一种加捻复合丝新型倒筒方法与流程
本发明涉及加捻复合丝倒筒领域,具体为一种加捻复合丝新型倒筒方法。
背景技术:
1、随着我国经济的高速发展,复合丝的使用范围也越来越广泛,复合丝通常采用具有透湿功能的tpu膜作为防绒材料,复合丝面料采用平纹组织在喷水织机上织造,采用新的织造设计,经过多道精艺加工而成,该面料外观清新脱俗,它采用纯天然元素,算是新兴的一种产物,适宜于制作夏秋休闲装及女士衣裙等服饰,舒适柔软,不仅俏丽妩媚,穿着又尽显诱人魅力,在复合丝的加工使用过程中,通常需要进行倒桶工艺,通过倒桶可以将多个小型套筒外部的复合丝集中到一个大型套筒的外部,进而提高其喷水织机的加工效率。
2、然而传统复合丝在络丝倍捻之后,复合丝的线头是在小型套筒的内部的,复合丝剪断的线尾是在小型复合套筒的外部的,当五个小型套筒的复合丝套设在一个大型套筒的外部时,则会出现第一个小型套筒复合丝的线头与第二个小型套筒复合丝的线尾接触,此时,对于复合丝来说容易出现皱档,或者是复合丝接触不良的现象。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种加捻复合丝新型倒筒方法,解决了传统加捻复合丝倒筒时容易出现皱档的问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:一种加捻复合丝新型倒筒方法,包括以下步骤:
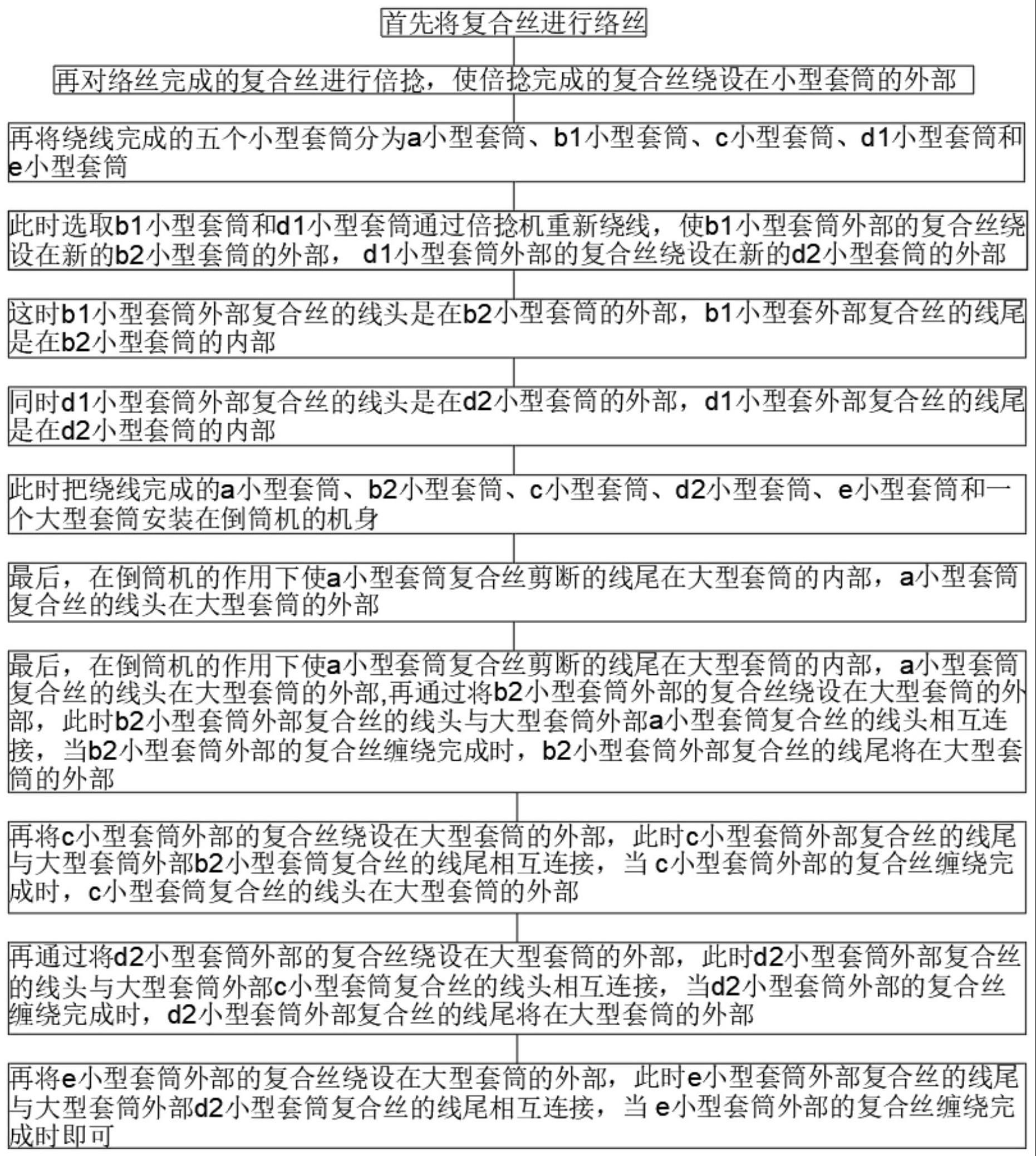
5、s1.首先将复合丝进行络丝;
6、s2.再对络丝完成的复合丝进行倍捻,使倍捻完成的复合丝绕设在小型套筒的外部;
7、s3.再将绕线完成的五个小型套筒分为a小型套筒、b1小型套筒、c小型套筒、d1小型套筒和e小型套筒;
8、s4.此时选取b1小型套筒和d1小型套筒通过倍捻机重新绕线,使b1小型套筒外部的复合丝绕设在新的b2小型套筒的外部,d1小型套筒外部的复合丝绕设在新的d2小型套筒的外部;
9、s5.这时b1小型套筒外部复合丝的线头是在b2小型套筒的外部,b1小型套外部复合丝的线尾是在b2小型套筒的内部;
10、s6.同时d1小型套筒外部复合丝的线头是在d2小型套筒的外部,d1小型套外部复合丝的线尾是在d2小型套筒的内部;
11、s7.此时把绕线完成的a小型套筒、b2小型套筒、c小型套筒、d2小型套筒、e小型套筒和一个大型套筒安装在倒筒机的机身;
12、s8.最后,在倒筒机的作用下使a小型套筒复合丝剪断的线尾在大型套筒的内部,a小型套筒复合丝的线头在大型套筒的外部;
13、s9.最后,在倒筒机的作用下使a小型套筒复合丝剪断的线尾在大型套筒的内部,a小型套筒复合丝的线头在大型套筒的外部,再通过将b2小型套筒外部的复合丝绕设在大型套筒的外部,此时b2小型套筒外部复合丝的线头与大型套筒外部a小型套筒复合丝的线头相互连接,当b2小型套筒外部的复合丝缠绕完成时,b2小型套筒外部复合丝的线尾将在大型套筒的外部;
14、s10.再将c小型套筒外部的复合丝绕设在大型套筒的外部,此时c小型套筒外部复合丝的线尾与大型套筒外部b2小型套筒复合丝的线尾相互连接,当c小型套筒外部的复合丝缠绕完成时,c小型套筒复合丝的线头在大型套筒的外部;
15、s11.再通过将d2小型套筒外部的复合丝绕设在大型套筒的外部,此时d2小型套筒外部复合丝的线头与大型套筒外部c小型套筒复合丝的线头相互连接,当d2小型套筒外部的复合丝缠绕完成时,d2小型套筒外部复合丝的线尾将在大型套筒的外部;
16、s12.再将e小型套筒外部的复合丝绕设在大型套筒的外部,此时e小型套筒外部复合丝的线尾与大型套筒外部d2小型套筒复合丝的线尾相互连接,当e小型套筒外部的复合丝缠绕完成时即可。
17、通过上述技术方案,通过将b1小型套筒和d1小型套筒通过倍捻机重新绕生成b2小型套筒和d2小型套,进而达到改变线头与线尾位置的功能,从而在a小型套筒、b2小型套筒、c小型套筒、d2小型套筒和e小型套筒外部的复合丝套设在大型套筒的外部时,可以达到线头对线头、线尾对线尾的效果,从而有效解决了传统加捻复合丝倒筒时出现皱档的问题。
18、优选的,所述步骤s3中,a小型套筒、b1小型套筒、c小型套筒、d1小型套筒和e小型套筒外部复合丝的线头均在套筒的内部,同时复合丝的线尾均在套筒的外部。
19、优选的,所述步骤s4中,b2小型套筒外部复合丝的线头在套筒的外部,同时复合丝的线尾在套筒的内部。
20、优选的,所述步骤s4中,d2小型套筒外部复合丝的线头在套筒的外部,同时复合丝的线尾在套筒的内部。
21、优选的,所述倍捻机的型号为:hy310g化纤倍捻机。
22、优选的,所述a小型套筒、b1小型套筒、c小型套筒、d1小型套筒、e小型套筒、b2小型套筒和d2小型套筒的大小一致。
23、优选的,所述a小型套筒的线尾与b2小型套筒的线尾连接,所述b2小型套筒的线头与c小型套筒的线头连接,所述c小型套筒的线尾与d2小型套筒的线尾连接,所述d2小型套筒的线头与e小型套筒的线头连接。
24、(三)有益效果
25、本发明提供了一种加捻复合丝新型倒筒方法。具备以下有益效果:
26、1、本发明提供了一种加捻复合丝新型倒筒方法,该方法通过将b1小型套筒和d1小型套筒通过倍捻机重新绕生成b2小型套筒和d2小型套,进而达到改变线头与线尾位置的功能,从而在a小型套筒、b2小型套筒、c小型套筒、d2小型套筒和e小型套筒外部的复合丝套设在大型套筒的外部时,可以达到线头对线头、线尾对线尾的效果,及实现了“头头尾尾相连”的方式,从而有效解决了传统加捻复合丝倒筒时出现皱档的问题。
27、2、本发明提供了一种加捻复合丝新型倒筒方法,该方法新颖独特,通过采用闲置的倍捻机倒桶,将小型套筒由线头在内,线尾在外改成线头在外,线尾在内,不仅能保证线的松紧一致,且由于倍捻机的工位多,达上百个,与倒桶机相比加工效率高。
技术特征:
1.一种加捻复合丝新型倒筒方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种加捻复合丝新型倒筒方法,其特征在于:所述步骤s3中,若干个a小型套筒、若干个b1小型套筒、若干个c小型套筒、若干个d1小型套筒和若干个e小型套筒外部复合丝的线头均在套筒的内部,同时复合丝的线尾均在套筒的外部。
3.根据权利要求1所述的一种加捻复合丝新型倒筒方法,其特征在于:所述步骤s4中,b2小型套筒外部复合丝的线头在套筒的外部,同时复合丝的线尾在套筒的内部。
4.根据权利要求1所述的一种加捻复合丝新型倒筒方法,其特征在于:所述步骤s4中,d2小型套筒外部复合丝的线头在套筒的外部,同时复合丝的线尾在套筒的内部。
5.根据权利要求1所述的一种加捻复合丝新型倒筒方法,其特征在于:所述倍捻机的型号为:hy310g化纤倍捻机。
6.根据权利要求1所述的一种加捻复合丝新型倒筒方法,其特征在于:所述若干个a小型套筒、若干个b1小型套筒、若干个c小型套筒、若干个d1小型套筒、若干个e小型套筒、若干个b2小型套筒和若干个d2小型套筒的大小一致。
7.根据权利要求1所述的一种加捻复合丝新型倒筒方法,其特征在于:所述a小型套筒的线尾与b2小型套筒的线尾连接,所述b2小型套筒的线头与c小型套筒的线头连接,所述c小型套筒的线尾与d2小型套筒的线尾连接,所述d2小型套筒的线头与e小型套筒的线头连接。
技术总结
本发明提供一种加捻复合丝新型倒筒方法,涉及加捻复合丝倒筒领域。该加捻复合丝新型倒筒方法,包括以下步骤:S1.首先将复合丝进行络丝,S2.再对络丝完成的复合丝进行倍捻,使倍捻完成的复合丝绕设在小型套筒的外部,S3.再将绕线完成的五个小型套筒分为a小型套筒、b1小型套筒、c小型套筒、d1小型套筒和e小型套筒,S4.此时选取b1小型套筒和d1小型套筒通过倍捻机重新绕线,使b1小型套筒外部的复合丝绕设在新的b2小型套筒的外部,d1小型套筒外部的复合丝绕设在新的d2小型套筒的外部。本发明新颖独特,采用了“头头尾尾相连”的方式,有效避免了绉档,且通过采用闲置的倍捻机倒桶,不仅能保证线的松紧一致,且加工效率高。
技术研发人员:胡燕杰,刘彬,陈雪明,邓丽娟,朱建平,彭晴晴,陈洁
受保护的技术使用者:江苏博雅达纺织有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!