一种石墨烯改性纤维包芯弹力面料的生产方法与流程
本发明涉及一种石墨烯改性纤维包芯弹力面料的生产方法,属于纺织技术相关领域。
背景技术:
1、随着社会的不断发展进步,人们对于纺织品的追求也逐步由款式设计的丰富性和时尚性,发展至重视产品本身的舒适性、绿色环保性、功能性等特点;近年来由于石墨烯的工业化量产,石墨烯在纺织领域的应用也日益广泛,其中石墨烯改性纤维素纤维最具有代表性,其作为一种新型的功能性纤维被研制成功并陆续投产,由该纤维纺制加工成的纺织品,具备绿色、环保、保暖、健康等多种特性,在服饰和家用床品等市场深受欢迎。
2、为了适应市场的需求,公司在纺纱生产上进行了大量的技术攻关、试验研究,研发了一款石墨烯改性纤维包芯弹力面料的生产方法。
技术实现思路
1、针对上述存在的技术问题,本发明的目的是:提出了一种石墨烯改性纤维包芯弹力面料的生产方法,更加高效的实现了产品的生产,能够更好的提升产品的品质,满足市场需求。
2、本发明的技术解决方案是这样实现的:一种石墨烯改性纤维包芯弹力面料的生产方法,包括如下步骤,
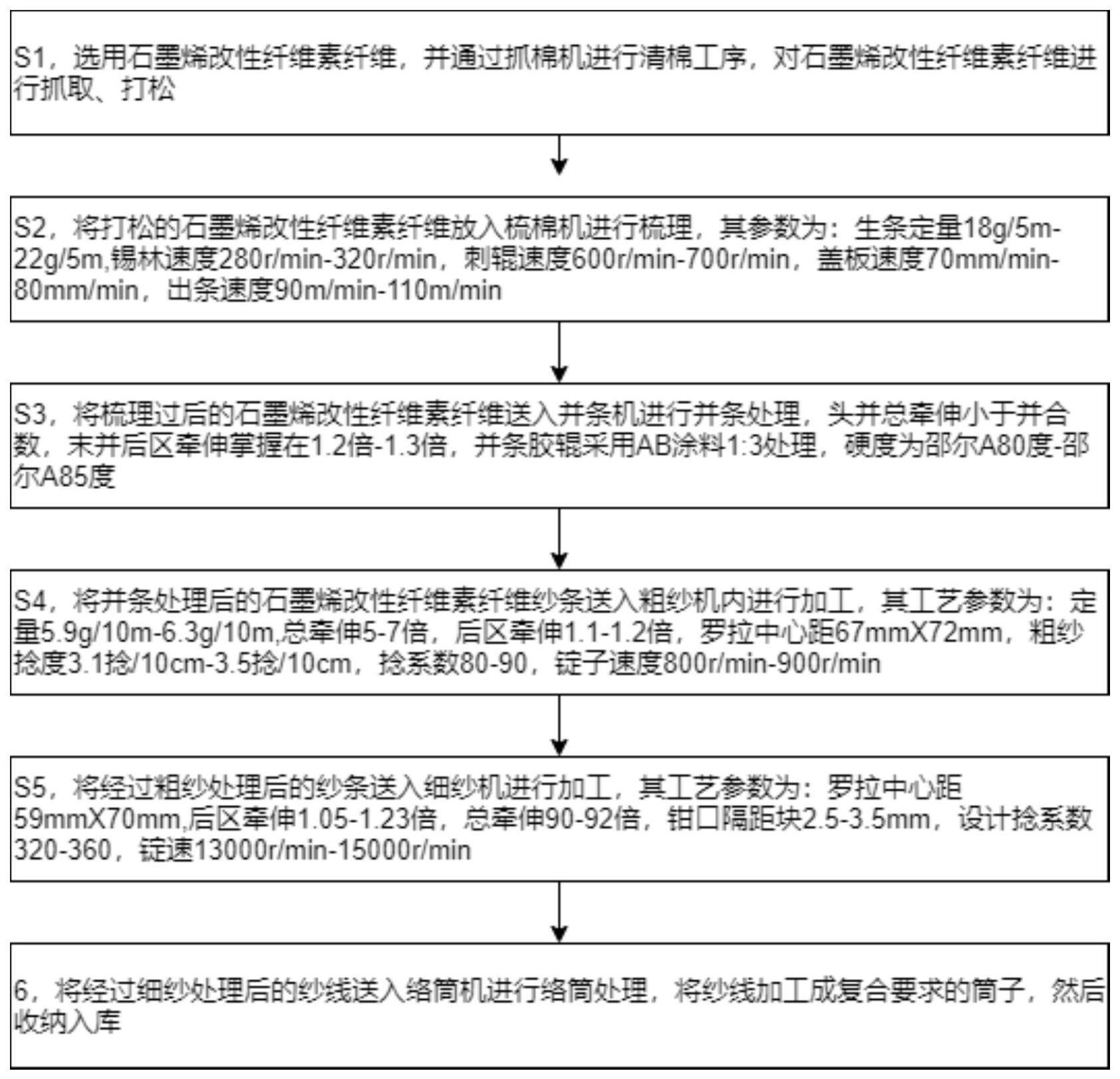
3、s1,选用石墨烯改性纤维素纤维,并通过抓棉机进行清棉工序,对石墨烯改性纤维素纤维进行抓取、打松;
4、s2,将打松的石墨烯改性纤维素纤维放入梳棉机进行梳理,其参数为:生条定量18g/5m-22g/5m,锡林速度280r/min-320r/min,刺辊速度600r/min-700r/min,盖板速度70mm/min-80mm/min,出条速度90m/min-110m/min;
5、s3,将梳理过后的石墨烯改性纤维素纤维送入并条机进行并条处理,头并总牵伸小于并合数,末并后区牵伸掌握在1.2倍-1.3倍,并条胶辊采用ab涂料1:3处理,硬度为邵尔a80度-邵尔a85度;
6、s4,将并条处理后的石墨烯改性纤维素纤维纱条送入粗纱机内进行加工,其工艺参数为:定量5.9g/10m-6.3g/10m,总牵伸5-7倍,后区牵伸1.1-1.2倍,罗拉中心距67mmx72mm,粗纱捻度3.1捻/10cm-3.5捻/10cm,捻系数80-90,锭子速度800r/min-900r/min;
7、s5,将经过粗纱处理后的纱条送入细纱机进行加工,其工艺参数为:罗拉中心距59mmx70mm,后区牵伸1.05-1.23倍,总牵伸90-92倍,钳口隔距块2.5-3.5mm,设计捻系数320-360,锭速13000r/min-15000r/min;
8、s6,将经过细纱处理后的纱线送入络筒机进行络筒处理,将纱线加工成复合要求的筒子,然后收纳入库。
9、优选的一种方案,在步骤s1中,清棉工序的工艺参数为:抓棉小车打手伸出肋条为2mm,抓棉小车采取16m/min的行车速度,小车下降动程2mm/次,小车的运转率控制在≥98%。
10、优选的一种方案,在步骤s1中,石墨烯改性纤维素纤维的原料回潮率控制在13%-15%;清棉工序的相对湿度控制在68%-75%,温度控制在25℃-29℃。
11、优选的一种方案,在步骤s2中,梳棉机进行加工时,温度控制在23℃-30℃,相对湿度控制在65%-75%。
12、优选的一种方案,在步骤s3、s4中,并条机、粗纱机加工时,温度控制在25℃-32℃、相对湿度控制在67%-70%。
13、优选的一种方案,在步骤s5中,细纱机加工时,温度控制在28℃-32℃,相对湿度控制在60%-64%。
14、优选的一种方案,在步骤s6中,络筒机加工时,温度控制在26℃-30℃,相对湿度控制在68%-72%。
15、由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
16、本发明的一种石墨烯改性纤维包芯弹力面料的生产方法,通过不同工序的配合生产,将石墨烯与普通再生纤维素纤维有效结合,既体现了石墨烯的功能性,有发挥了再生纤维素纤维的天然性;根据石墨烯改性再生纤维素纤维的特点,在各工序合理配置工艺,确保成纱质量,提高了产品的服用性和舒适性,充分发挥其功能性,满足客户要求。
技术特征:
1.一种石墨烯改性纤维包芯弹力面料的生产方法,其特征在于:包括如下步骤,
2.如权利要求1所述的一种石墨烯改性纤维包芯弹力面料的生产方法,其特征在于:在步骤s1中,清棉工序的工艺参数为:抓棉小车打手伸出肋条为2mm,抓棉小车采取16m/min的行车速度,小车下降动程2mm/次,小车的运转率控制在≥98%。
3.如权利要求1所述的一种石墨烯改性纤维包芯弹力面料的生产方法,其特征在于:在步骤s1中,石墨烯改性纤维素纤维的原料回潮率控制在13%-15%;清棉工序的相对湿度控制在68%-75%,温度控制在25℃-29℃。
4.如权利要求1所述的一种石墨烯改性纤维包芯弹力面料的生产方法,其特征在于:在步骤s2中,梳棉机进行加工时,温度控制在23℃-30℃,相对湿度控制在65%-75%。
5.如权利要求1所述的一种石墨烯改性纤维包芯弹力面料的生产方法,其特征在于:在步骤s3、s4中,并条机、粗纱机加工时,温度控制在25℃-32℃、相对湿度控制在67%-70%。
6.如权利要求1所述的一种石墨烯改性纤维包芯弹力面料的生产方法,其特征在于:在步骤s5中,细纱机加工时,温度控制在28℃-32℃,相对湿度控制在60%-64%。
7.如权利要求1所述的一种石墨烯改性纤维包芯弹力面料的生产方法,其特征在于:在步骤s6中,络筒机加工时,温度控制在26℃-30℃,相对湿度控制在68%-72%。
技术总结
本发明公开了一种石墨烯改性纤维包芯弹力面料的生产方法,属于纺织技术相关领域;包括如下步骤,S1,选用石墨烯改性纤维素纤维,并通过抓棉机进行清棉工序;S2,将打松的石墨烯改性纤维素纤维放入梳棉机进行梳理;S3,将梳理过后的石墨烯改性纤维素纤维送入并条机进行并条处理;S4,将并条处理后的石墨烯改性纤维素纤维纱条送入粗纱机内进行加工;S5,将经过粗纱处理后的纱条送入细纱机进行加工;S6,将经过细纱处理后的纱线送入络筒机进行络筒处理,将纱线加工成复合要求的筒子,然后收纳入库;本发明通过不同工序的配合生产,将石墨烯与普通再生纤维素纤维有效结合,提高了产品的服用性和舒适性,充分发挥其功能性,满足客户要求。
技术研发人员:孙美明,庞明耀
受保护的技术使用者:吴江市粤华织造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!