一种连底式抽屉盒礼盒自动成型机的制作方法
本发明涉及装配箱盒,尤其公开了一种连底式抽屉盒礼盒自动成型机。
背景技术:
1、随着社会的发展,商品包装行业也日益强大,人们对包装盒的需求也更加多样化,传统的包装盒通常是经纸板模切,然后对纸盒进行围框粘贴处理,围框完成后对纸盒进行折边。
2、连底式抽屉盒礼盒的成型过程是按照一定的先后顺序从多个方向上依次折叠实现,现有的连底式抽屉盒礼盒成型设备工艺复杂,且现有的连底式抽屉盒礼盒成型机设备运行速度较慢,降低工作效率,从而导致加工成本较高,因此亟需一种连底式抽屉盒礼盒自动成型机。
技术实现思路
1、为了克服现有技术中存在抽屉盒礼盒成型设备工艺复杂,且现有的连底式抽屉盒礼盒成型机设备运行速度较慢,降低工作效率,从而导致加工成本较高的缺陷,本发明的目的在于提供一种连底式抽屉盒礼盒自动成型机。
2、为实现上述目的,本发明提供如下技术方案:一种连底式抽屉盒礼盒自动成型机,包括纠偏机架和成型机架,还包括设置在纠偏机架上的连接架、折边一机构,设置在成型机架上的支撑架、模芯机构及折边机构;
3、连接架和支撑架均用于支撑待折边的盒板;
4、折边一机构包括限位板、用于驱动限位板靠近或远离纠偏机架的驱动组件五,限位板用于将盒板压持在连接架上;
5、折边一机构包括折叠板、用于驱动折叠板靠近或远离纠偏机架的驱动组件七、用于驱动折叠板往复移动的驱动组件六,驱动组件七驱动折叠板的移动方向与驱动组件六驱动折叠板的移动方向交叉设置,夹角为0-90°;
6、移动的折叠板将限位板压持盒板的a翻折至连接架上方;
7、模芯机构包括模芯件、用于驱动模芯件靠近或远离支撑架的第一驱动件,模芯件用于将盒板压持在支撑架上;
8、折边机构包括折边件、用于驱动折边件靠近或远离支撑架的第二驱动件、用于驱动折边件往复移动的第三驱动件,用于驱动折边件靠近或远离第一驱动件的第四驱动件,第二驱动件驱动折边件的移动方向、第三驱动件驱动折边件的移动方向与第四驱动件驱动折边件的移动方向均交叉设置,夹角为0-90°;
9、移动的折边件将模芯件压持盒板的d翻折至模芯件的外侧面;
10、优选的,折边一机构还包括安装座、滑动设置在安装座上的固定架、滑动设置在固定架内部的固定板、用于驱动固定架往复运动的驱动组件四,安装座的底端与纠偏机架固定安装,驱动组件四安装在安装座上用于驱动固定架,驱动组件七安装在固定架上用于驱动固定板,驱动组件六安装在固定板上用于驱动折叠板。
11、优选的,折边机构还包括第一载架、滑动设置在第一载架上的第二载架,第二驱动件安装第一载架上用于驱动第二载架,第三驱动件安装在第二载架上用于驱动折边件,折边件滑动设置在第二载架上,第四驱动件安装在第二载架上用于驱动折边件;
12、折边机构的数量为两个,两个折边分别设置在模芯件的两侧,用于将模芯件压持盒板的b及d翻折至模芯件的外侧面。
13、优选的,抽屉盒礼盒成型设备还包括设置在成型机架上的固定架,设置在固定架上的封盒机构;
14、封盒机构包括刮板和转动的辊压轴、用于驱动辊压轴靠近或远离支撑架的第七驱动件、用于驱动刮板靠近或远离支撑架的第八驱动件,用于驱动辊压轴和刮板往复运动的第六驱动件,第七驱动件驱动辊压轴的移动方向与第八驱动件驱动刮板的移动方向相交叉,夹角为0-180°;
15、移动的刮板将模芯件压持盒板的d硬质盒板翻折至模芯件的顶面,转动的辊压轴将模芯件压持盒板的a面纸翻折至与d相贴合。
16、优选的,封盒机构还包括固定安装在第二载板上的固定板,固定板具有两个倾斜板体,两个倾斜板体夹角为90-180°,第七驱动件安装在固定板上用于驱动辊压轴,第八驱动件安装在固定板上用于驱动刮板。
17、优选的,抽屉盒礼盒成型设备包括设置在成型机架上的左弯折机构,左弯折机构包括设置在左弯折机构上的左弯折件、用于驱动左弯折件的第五驱动件;
18、移动的左弯折件将模芯件压持盒板的b翻折至模芯件的外侧面。
19、优选的,配体机构包括设置在装配体机构上的刷头、用于驱动刷头往复运动的第一驱动组件、用于驱动刷头旋转的第二驱动组件,用于驱动刷头靠近或远离支撑架的第三驱动组件,第一驱动组件驱动刷头的移动方向、第二驱动组件驱动刷头的移动方向与第三驱动组件驱动刷头的移动方向均交叉设置,夹角为0-90°。
20、优选的,上弯折机构包括上弯折件、用于驱动上弯折件的第六驱动组件,第六驱动组件安装在固定架上用于驱动上弯折件。
21、优选的,抽屉盒礼盒成型设备设置有脱盒转移机构,脱盒转移机构包括取料板、用于驱动取料板靠近或远离放置板的驱动件一、用于驱动取料板移动的驱动件二,驱动件一驱动取料板的移动方向与驱动件二驱动取料板的移动方向相交叉,夹角为0-90°。
22、优选的,抽屉盒礼盒成型设备还包括设置在纠偏机架上的输送带组件,输送带组件包括滚轮,用于驱动滚轮靠近或远离传送带的驱动组件九,滚轮用于对盒板纵向限位;
23、输送带组件还包括纠偏板、用于驱动纠偏板往复运动的驱动组件八,纠偏板用于对盒板横向限位。
24、本发明的有益效果:
25、1、通过支撑架用于支撑待折边的盒板,折边一机构、折边机构、封盒机构、左弯折机构、上弯折机构和装配体机构对盒板进行折叠,再经脱盒转移机构将折叠成型的盒板放置在传送带上,本发明方案全程无需人工操作,可实现抽屉盒在折盒成型过程中全自动折边封底,抽屉盒自动成型装置运料速度快,大幅度提高折盒成型效率。
26、2、通过限位板的形状为倒立的“l”形有利于折叠板在对盒板进行翻折,方便折叠板运动过程一气呵成,提高了折叠板对盒板进行翻折的效率,有利于推广。
27、3、通过移动的刮板方便对盒板的纸壳部分进行翻折,提高翻折的效率,转动的辊压轴方便对贴合在盒板上的面纸进行挤压,提高了盒板各部分粘贴的稳定性,使得该装置更加实用。
28、4、通过模芯机构还包括用于将盒板推向远离模芯件的第九驱动件,第九驱动件安装在第一驱动件上方,可以使得物料在折叠成型后能够被快速推出,方便下一个物料的折叠,可大幅度提高折盒成型效率。
29、5、通过第一驱动件、第二驱动件、第三驱动件和第四驱动件均具有伺服电机,四个伺服电机可根据盒板实现精准调节,提高该装置的适用性,两个第二驱动件及第三驱动件同时运行,使得两个折边件以弧线方式运行,以提高盒板的折边效率。
技术特征:
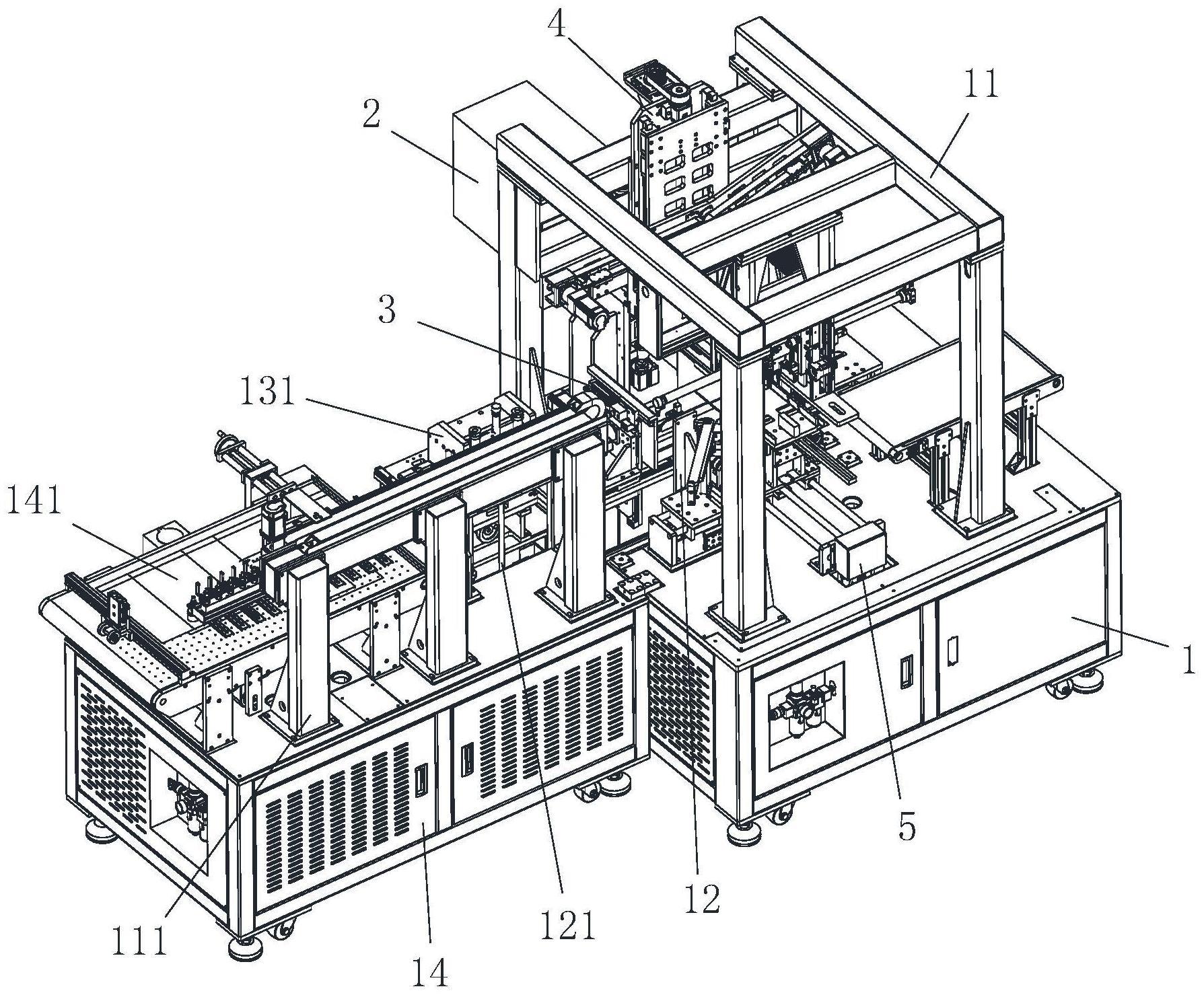
1.一种抽屉盒礼盒成型设备,包括纠偏机架(14)和成型机架(1);其特征在于:还包括设置在纠偏机架(14)上的连接架(132)、折边一机构(131),设置在成型机架(1)上的支撑架(12)、模芯机构(2)及折边机构(3);
2.根据权利要求1所述的一种抽屉盒礼盒成型设备,其特征在于:折边一机构(131)还包括安装座(133)、滑动设置在安装座(133)上的固定架(1311)、滑动设置在固定架(1311)内部的固定板(1312)、用于驱动固定架(1311)往复运动的驱动组件四(134),安装座(133)的底端与纠偏机架(14)固定安装,驱动组件四(134)安装在安装座(133)上用于驱动固定架(1311),驱动组件七(137)安装在固定架(1311)上用于驱动固定板(1312),驱动组件六(136)安装在固定板(1312)上用于驱动折叠板(138)。
3.根据权利要求1所述的一种抽屉盒礼盒成型设备,其特征在于:折边机构还包括第一载架(35)、滑动设置在第一载架(35)上的第二载架(36),第二驱动件(32)安装第一载架(35)上用于驱动第二载架(36),第三驱动件(33)安装在第二载架(36)上用于驱动折边件(31),折边件(31)滑动设置在第二载架(36)上,第四驱动件(34)安装在第二载架(36)上用于驱动折边件(31);
4.根据权利要求3所述的一种抽屉盒礼盒成型设备,其特征在于:抽屉盒礼盒成型设备还包括设置在成型机架(1)上的固定架(11),设置在固定架(11)上的封盒机构(4);
5.根据权利要求4所述的一种抽屉盒礼盒成型设备,其特征在于:封盒机构(4)还包括固定安装在第二载板(43)上的固定板(44),固定板(44)具有两个倾斜板体,两个倾斜板体夹角为90-180°,第七驱动件(45)安装在固定板(44)上用于驱动辊压轴(47),第八驱动件(46)安装在固定板(44)上用于驱动刮板(48)。
6.根据权利要求3所述的一种抽屉盒礼盒成型设备,其特征在于:抽屉盒礼盒成型设备包括设置在成型机架(1)上的左弯折机构(6),左弯折机构(6)包括设置在左弯折机构(6)上的左弯折件(61)、用于驱动左弯折件(61)的第五驱动件(62);
7.根据权利要求1所述的一种抽屉盒礼盒成型设备,其特征在于:配体机构(5)包括设置在装配体机构(5)上的刷头(51)、用于驱动刷头(51)往复运动的第一驱动组件(55)、用于驱动刷头(51)旋转的第二驱动组件(54),用于驱动刷头(51)靠近或远离支撑架(12)的第三驱动组件(59),第一驱动组件(55)驱动刷头(51)的移动方向、第二驱动组件(54)驱动刷头(51)的移动方向与第三驱动组件(59)驱动刷头(51)的移动方向均交叉设置,夹角为0-90°。
8.根据权利要求3所述的一种抽屉盒礼盒成型设备,其特征在于:上弯折机构(7)包括上弯折件(71)、用于驱动上弯折件(71)的第六驱动组件(72),第六驱动组件(72)安装在固定架(11)上用于驱动上弯折件(71)。
9.根据权利要求1所述的一种抽屉盒礼盒成型设备,其特征在于:抽屉盒礼盒成型设备设置有脱盒转移机构(8),脱盒转移机构(8)包括取料板(85)、用于驱动取料板(85)靠近或远离放置板(511)的驱动件一(84)、用于驱动取料板(85)移动的驱动件二(82),驱动件一(84)驱动取料板(85)的移动方向与驱动件二(82)驱动取料板(85)的移动方向相交叉,夹角为0-90°。
10.根据权利要求1所述的一种抽屉盒礼盒成型设备,其特征在于:抽屉盒礼盒成型设备还包括设置在纠偏机架(14)上的输送带组件(141),输送带组件(141)包括滚轮(146),用于驱动滚轮(146)靠近或远离传送带(142)的驱动组件九(145),滚轮(146)用于对盒板(13)纵向限位;
技术总结
本发明涉及折叠纸张、半成品或卷筒纸技术领域,尤其公开了一种连底式抽屉盒礼盒自动成型机,包括纠偏机架和成型机架,还包括设置在纠偏机架上的连接架、折边一机构,设置在成型机架上的支撑架、模芯机构及折边机构,折边一机构包括限位板,限位板用于将盒板压持在连接架上,通过支撑架用于支撑待折边的盒板,折边一机构、折边机构、封盒机构、左弯折机构、上弯折机构和装配体机构对盒板进行折叠,再经脱盒转移机构将折叠成型的盒板放置在传送带上,本发明方案全程无需人工操作,可实现抽屉盒在折盒成型过程中全自动折边封底,抽屉盒自动成型装置运料速度快,大幅度提高折盒成型效率。
技术研发人员:时建,樊伟平,王余军
受保护的技术使用者:东莞市品承自动化设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!