一种多品种花式合股丝与氨纶纤维包覆丝的变形机的制作方法
本发明涉及纺织机械领域,具体涉及一种多品种花式合股丝与氨纶纤维包覆丝的变形机。
背景技术:
1、目前市场上氨纶包覆丝机主要为单丝的聚脂纤维(涤纶)与氨纶纤维包覆丝的变形机,或单丝的聚酰胺(锦纶)与氨纶纤维包覆丝的变形机,单丝包覆丝成品较为单一,无法满足用户对氨纶花色丝的需求,同样公开号cn102719964a中公开的锦纶丝合股与氨纶丝空包一体式加弹机,该设备中采用的假捻器为双锭组摩擦盘式假捻器,双锭组假捻器由一根龙带传动,龙带转速,假捻参数只能设置一种,花色丝生产品种有比较大的局限,同时双锭组龙带传动噪声较大,使用户生产环境噪声污染大。
技术实现思路
1、发明目的:本发明的目的在于提供一种多品种花式合股丝与氨纶纤维包覆丝的变形机,能够克服现有设备生产品种单一,无法满足用户多品种需求的问题。。
2、技术方案:本发明的多品种花式合股丝与氨纶纤维包覆丝的变形机,包括原丝架、第一加热装置,还包括丝线监控装置、第二牵伸装置、氨纶牵伸装置、氨纶输送支路,以及对丝线进行处理的多个加工路径,每用于丝线合股的加工路径上串联设置有冷却装置和假捻装置;
3、多个加工路径上的丝线从原丝架出来,经第一加热装置进入冷却装置和假捻装置后,多个加工路径上的丝线经过丝线监控装置,经过丝线监控装置后,相邻锭位的两根丝线在第二牵伸装置前的导丝器上合股,同时,氨纶纤维从氨纶牵伸装置出来后经氨纶输送支路进入第二牵伸装置前的导丝器上,于是氨纶纤维与合股丝合并在一起,经过后续处理后形成合股氨纶纤维包覆丝。
4、进一步的,所述丝线监控装置为张力检测装置或丝线探测装置。
5、进一步的,所述氨纶输送支路上串联设置有氨纶探丝装置、第一导丝器和第二导丝器;氨纶纤维从所述氨纶牵伸装置出来后依次经过氨纶探丝装置、第一导丝器和第二导丝器,第二牵伸装置前导丝器,之后进入第二牵伸装置;第一导丝器和第二导丝器为止捻器或瓷件或并丝轮导丝结构。
6、进一步的,多个加工路径上的假捻装置相邻锭位分上下层布局,假捻装置可选择整机传动或单锭传动结构;。相邻锭位的假捻装置的转速根据后道产品需求设置为相同或不同,转向设置为相同或不同;单锭传动每个锭位独立控制,结构简单,传动链短,易损件少,噪声小。
7、进一步的,所述原丝架和第一加热装置之间的加工路径上设置有切丝装置、第一牵伸装置和引丝装置。
8、进一步的,所述第一牵伸装置设置一个以上,两股及以上的丝线从原丝架出来后,分别进入相同或不同的第一牵伸装置。
9、进一步的,所述第二牵伸装置之后的加工路径上依次设置有空气网络装置、辅助牵伸装置和卷绕装置。
10、进一步的,所述辅助牵伸装置和卷绕装置之间的加工路径上依次设置有第二加热装置、第三牵伸装置、下探丝装置及上油装置。
11、进一步的,所述辅助牵伸装置和卷绕装置之间的加工路径上设置有下探丝装置及上油装置。
12、进一步的,包括多个用以形成合股丝并对氨纶纤维进行加工处理的锭位,所述的多个用以形成合股丝并对氨纶纤维进行加工处理的锭位并排对称组成一台变形机。
13、有益效果:本发明的技术方案与现有技术相比,其有益效果在于:
14、(1)可以实现多品种合股丝氨纶包覆,包括涤纶及锦纶品种的双股丝氨纶包覆,三股丝氨纶包覆,双股丝及三股丝不同拉伸比氨纶包覆,双股丝及三股丝不同dy比氨纶包覆,单位时间产量翻倍或三倍增长;
15、(2)用户可以根据生产需求自主选择几档喂入结构及灵活设置假捻速度,dy比等参数来满足不同花色需求,另外采用单电机独立控制的假捻装置,有效避免原有生产过程中龙带长距离摩擦传动带来的巨大噪音;采用单锭假捻传动可同时使整机噪声大幅度下降。
技术特征:
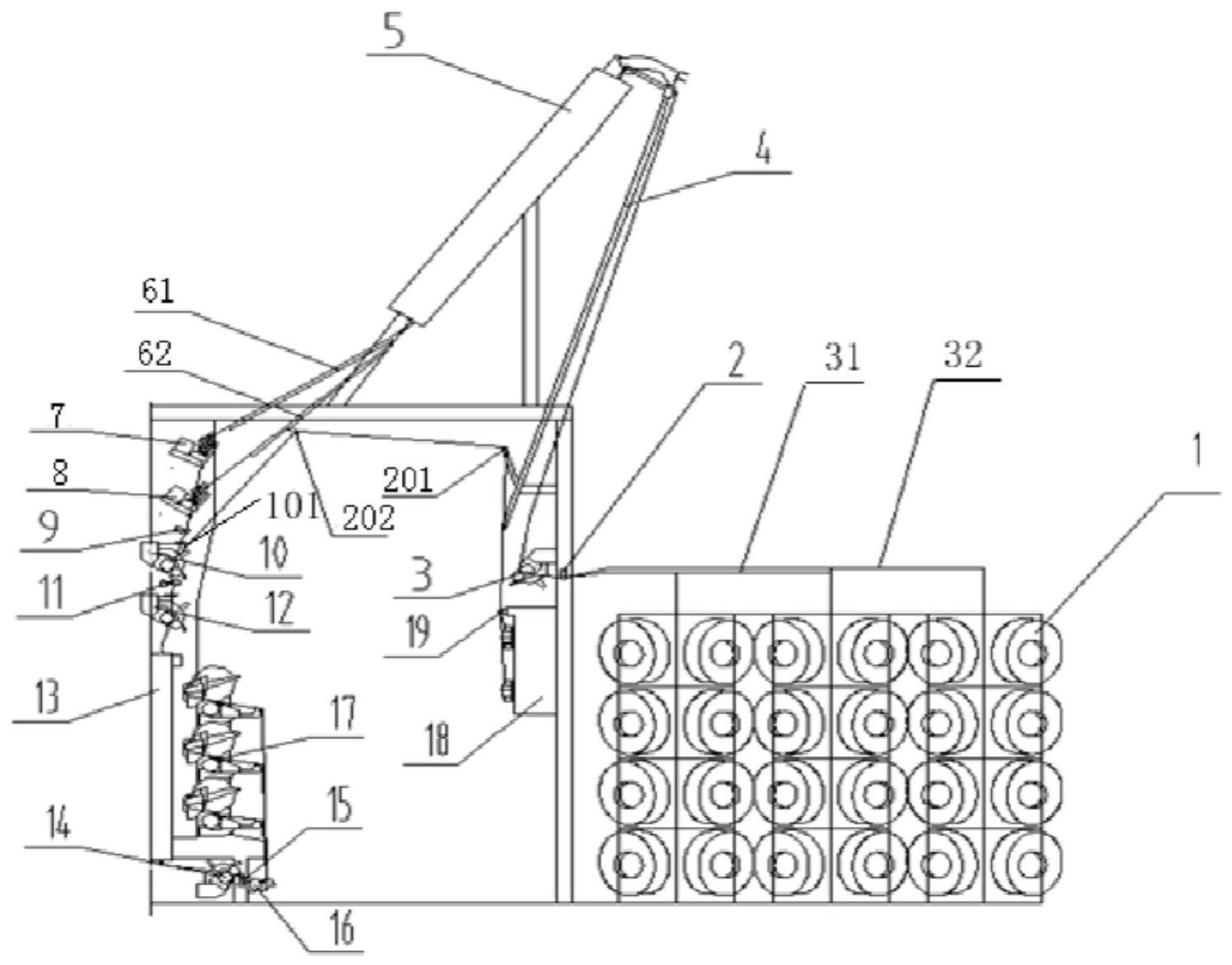
1.一种多品种花式合股丝与氨纶纤维包覆丝的变形机,包括原丝架(1)、第一加热装置(5),其特征在于:还包括丝线监控装置(9)、第二牵伸装置(10)、氨纶牵伸装置(18)、氨纶输送支路,以及对丝线进行处理的多个加工路径,用于丝线合股的加工路径上串联设置有冷却装置和假捻装置;
2.根据权利要求1所述的多品种花式合股丝与氨纶纤维包覆丝的变形机,其特征在于:所述丝线监控装置(9)为张力检测装置或丝线探测装置。
3.根据权利要求1所述的多品种花式合股丝与氨纶纤维包覆丝的变形机,其特征在于:所述氨纶输送支路上串联设置有氨纶探丝装置(19)、第一导丝器(201)和第二导丝器(202);
4.根据权利要求1所述的多品种花式合股丝与氨纶纤维包覆丝的变形机,其特征在于:多个加工路径上的假捻装置相邻锭位分上下层布局,假捻装置选择整机传动或单锭传动结构;相邻锭位的假捻装置的转速根据后道产品需求设置为相同或不同,转向设置为相同或不同。
5.根据权利要求1所述的多品种花式合股丝与氨纶纤维包覆丝的变形机,其特征在于:所述原丝架(1)和第一加热装置(5)之间的加工路径上设置有切丝装置(2)、第一牵伸装置(3)和引丝装置(4)。
6.根据权利要求5所述的多品种花式合股丝与氨纶纤维包覆丝的变形机,其特征在于:所述第一牵伸装置(3)设置一个以上,使两股及以上的丝线从原丝架出来后,分别进入相同或不同的第一牵伸装置(3)。
7.根据权利要求1所述的多品种花式合股丝与氨纶纤维包覆丝的变形机,其特征在于:所述第二牵伸装置(10)之后的加工路径上依次设置有空气网络装置(11)、辅助牵伸装置(12)和卷绕装置(17)。
8.根据权利要求7所述的多品种花式合股丝与氨纶纤维包覆丝的变形机,其特征在于:所述辅助牵伸装置(12)和卷绕装置(17)之间的加工路径上依次设置有第二加热装置(13)、第三牵伸装置(14)、下探丝装置(15)及上油装置(16)。
9.根据权利要求7所述的多品种花式合股丝与氨纶纤维包覆丝的变形机,其特征在于:所述辅助牵伸装置(12)和卷绕装置(17)之间的加工路径上设置有下探丝装置(15)及上油装置(16)。
10.根据权利要求1所述的多品种花式合股丝与氨纶纤维包覆丝的变形机,其特征在于:包括多个用以形成合股丝并对氨纶纤维进行加工处理的锭位,所述的多个用以形成合股丝并对氨纶纤维进行加工处理的锭位并排对称组成一台变形机。
技术总结
本发明公开了一种多品种花式合股丝与氨纶纤维包覆丝的变形机,包括原丝架、第一加热装置、丝线监控装置、第二牵伸装置、氨纶牵伸装置、氨纶输送支路,及对丝线处理的多个加工路径,用于丝线合股的加工路径上串联设置冷却装置和假捻装置;丝线从原丝架出来,经第一加热装置进入冷却装置和假捻装置后,多个加工路径上的丝线经过丝线监控装置,经过丝线监控装置后,相邻锭位的两根丝线在第二牵伸装置前导丝器上合股,同时,氨纶纤维从氨纶牵伸装置出来后经氨纶输送支路进入第二牵伸装置前导丝器上,于是氨纶纤维与合股丝合并在一起,经过后续处理后形成合股氨纶纤维包覆丝。本方案能够克服现有设备生产品种单一,无法满足用户多品种需求的问题。
技术研发人员:孙斌,史理娥,莫晨,高鉴,邵科亮
受保护的技术使用者:无锡宏源机电科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!