一种基于环锭纺的三组分螺旋拉胀纱及其制备方法
本发明属于纱线,尤其涉及一种基于环锭纺的三组分螺旋拉胀纱及其制备方法。
背景技术:
1、常规材料在拉伸时通常表现为正泊松比,而新的拉胀材料(auxetic materials)表现出负泊松比,又称作负泊松比材料,是指当受拉伸(压缩)时,材料在弹性范围内横向发生膨胀(收缩),负泊松比绝对值越大,材料的拉胀效果越明显。近年来,人们对其进行了深入的研究,发现其除了具有负泊松比的几何变形特征之外,还具有抗剪切、抗断裂、能量吸收等优异的物理力学性能。将拉胀材料与纺织材料相结合是一种新兴的研究方向,它不仅能够提高纺织材料的性能,而且还在防护服、生物医药材料和传感器等领域有着广阔的应用前景。有关拉胀纺织材料的研究已经在纤维、纱线、织物和非织造等方面取得了一定的进展和成果。
2、现有的拉胀纱主要以高弹长丝与非弹性材料形成的螺旋包缠结构为主,因组分间易发生滑移导致纱线稳定性不足。同时,非弹性材料原料大多以长丝为主,长丝具有良好的物理性能,但缺乏了短纤维卷曲蓬松的表面性能和服用性能,限制了拉胀纱制成纺织品的应用场景和范围。短纤维的加入可使拉胀纱线结构稳定,减少长丝在纱线中的滑移,同时显著提高其服用性和应用范围。专利cn201710539952.4以及专利cn201710539986.3通过在细纱机上外加锥筒式复合纺纱装置,采用长丝与有捻短纤须条为原料,通过钢丝圈锭子并合成负泊松比纱,短纤须条未经环锭纺的罗拉牵伸,属采用环锭纺的加捻机构进行简易加捻的范畴,同时采用有捻短纤须条为纱芯削弱了纱线的负泊松比效果,同时二次加捻的短纤减弱了其手感和柔软性等服用性能。专利cn201710585143.7涉及一种包芯包缠长丝短纤复合纱及生产装置,可采用环锭纺对短纤须条牵伸后与双长丝共同加捻成纱,但若两组长丝性能差异较大且对牵伸张力要求不同,则无法进行分开控制,进而无法正常纺纱,拉胀纱的高弹长丝与非弹性长丝成纱张力差异很大,无法采用该设备实现短纤维、高弹长丝与非弹性长丝共同组成的拉胀纱的生产。
3、因此现有拉胀纱的纺纱装置和方法还不成熟,需要突破在原料选择、纱线结构及纺纱工艺制造等方面具有局限性,生产具有优良拉胀效果的纱线以推广其在各领域的广泛应用。
技术实现思路
1、为解决上述技术问题,本发明提供了一种基于环锭纺的由弹性长丝/短纤维/非弹性长丝组成的三组分螺旋拉胀纱及其制备方法,提高拉胀纱线及其织物的服用性和应用范围。
2、本发明的第一个目的是提供一种基于环锭纺的三组分螺旋拉胀纱,包括芯纱、第一包缠纱和第二包缠纱;所述芯纱为弹性长丝,所述第一包缠纱为短纤维,所述第二包缠纱为非弹性长丝;所述第一包缠纱是由短纤维包缠在所述芯纱表面而得到的,所述第二包缠纱是由非弹性长丝包缠在所述芯纱和所述第一包缠纱表面而得到的,所述芯纱、第一包缠纱和第二包缠纱通过细纱机一步成形。
3、在本发明的一个实施例中,所述弹性长丝选自聚氨酯弹性纤维、二烯类弹性纤维和聚醚酯弹性纤维中的一种或多种。
4、在本发明的一个实施例中,所述短纤维选自棉纤维、毛纤维、麻纤维、粘胶纤维和聚酯纤维中的一种或多种。
5、在本发明的一个实施例中,所述非弹性长丝选自聚酯纤维、聚酰胺纤维、芳香族聚酰胺纤维和金属丝中的一种或多种。
6、在本发明的一个实施例中,所述三组分螺旋拉胀纱中弹性长丝的总体细度占比为70%,短纤维的总体细度占比为1%-30%,非弹性长丝的总体细度占比为1%-30%。
7、在本发明的一个实施例中,所述三组分螺旋拉胀纱的捻系数为300-375。
8、在本发明的一个实施例中,所述三组分螺旋拉胀纱的捻向为z捻或s捻。
9、本发明的第二个目的是提供一种所述的基于环锭纺的三组分螺旋拉胀纱的制备方法,以细纱机为发生装置,包括环锭细纱机、长丝喂入装置(控制长丝退绕)和预牵伸装置(控制长丝张力),所述长丝喂入装置和预牵伸装置设置于所述环锭细纱机上,所述的制备方法包括以下步骤,通过细纱机将短纤维和非弹性长丝依次包缠在弹性长丝上,得到所述的基于环锭纺的三组分螺旋拉胀纱。
10、在本发明的一个实施例中,制备过程中,弹性长丝和非弹性长丝的牵伸倍数独立地为1.01-1.20,具体最优值受到原料特性等因素的影响,弹性长丝和非弹性长丝的牵伸倍数会对纱线负泊松比效果产生影响。弹性长丝和非弹性长丝在喂入过程中都受到各自的导丝辊控制,前罗拉与导丝辊的速度不相等,两者的速度比称为牵伸倍数。
11、在本发明的一个实施例中,制备过程中,短纤维的前区牵伸倍数为15-50,后区牵伸倍数为1.1-1.4,总牵伸倍数可根据粗纱定量及短纤维在拉胀纱中的占比灵活配置;粗纱是细纱(最后产品)的前道工序的产品,因此是本工艺中短纤维的原料:即短纤维粗纱→细纱(拉胀纱中的短纤维部分)。
12、在本发明的一个实施例中,制备过程中,弹性长丝和非弹性长丝在前罗拉前钳口处要间距喂入,所述间距为3mm-5mm。短纤维和弹性长丝在前罗拉前钳口处要无间距喂入,即间距为0mm。
13、在本发明的一个实施例中,牵伸可采用三罗拉长短胶圈牵伸或四罗拉双短胶圈进行牵伸。
14、本发明的技术方案相比现有技术具有以下优点:
15、(1)本发明所述的三组分螺旋拉胀纱采用的纤维与长丝范围广,短纤维成分比例也可灵活调控,以短纤维作为第一包缠纱,缓解了弹性长丝与非弹性长丝直接包缠导致包缠组分易沿着纱线表面产生滑动的缺陷,提高了纱线结构稳定性;另外,短纤维的加入赋予长丝无法达到的手感柔软等优良特性,扩大了拉胀纱的应用场景。
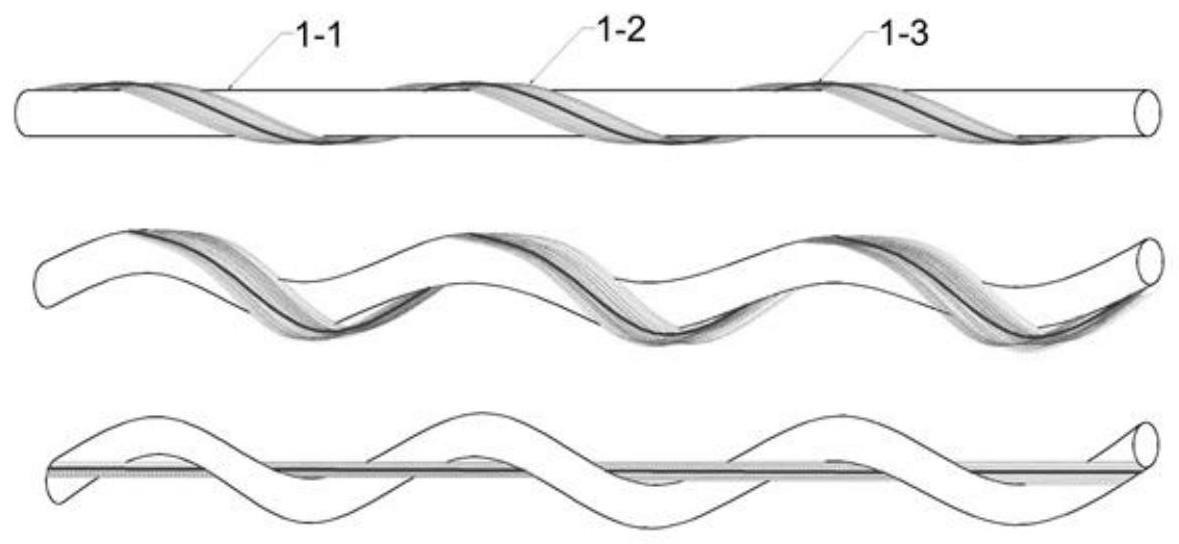
16、(2)本发明所述的三组分螺旋拉胀纱产生负泊松比效应的原理,由于弹性长丝/短纤维/非弹性长丝三组分间性能差异大,在较小的拉伸应变下,包缠短纤维和包缠非弹性长丝共同作用下弹性长丝发生屈曲变形,纱线初步产生负泊松比效果。随着进一步的拉伸作用,芯丝和包缠组分发生位置交换,纱线表现出最大负泊松比效应,具有良好且稳定的负泊松比效果,不仅能够提高纺织材料的性能,而且还在防护服、生物医药材料和传感器等领域有着广阔的应用前景。
17、(3)本发明所述的三组分螺旋拉胀纱通过改造的细纱机一步成形,提高了生产效率和生产连续性。
技术特征:
1.一种基于环锭纺的三组分螺旋拉胀纱,其特征在于,包括芯纱、第一包缠纱和第二包缠纱;所述芯纱为弹性长丝,所述第一包缠纱为短纤维,所述第二包缠纱为非弹性长丝;所述第一包缠纱是由短纤维包缠在所述芯纱表面而得到的,所述第二包缠纱是由非弹性长丝包缠在所述芯纱和所述第一包缠纱表面而得到的,所述芯纱、第一包缠纱和第二包缠纱通过细纱机一步成形。
2.根据权利要求1所述的基于环锭纺的三组分螺旋拉胀纱,其特征在于,所述弹性长丝选自聚氨酯弹性纤维、二烯类弹性纤维和聚醚酯弹性纤维中的一种或多种。
3.根据权利要求1所述的基于环锭纺的三组分螺旋拉胀纱,其特征在于,所述短纤维选自棉纤维、毛纤维、麻纤维、粘胶纤维和聚酯纤维中的一种或多种。
4.根据权利要求1所述的基于环锭纺的三组分螺旋拉胀纱,其特征在于,所述非弹性长丝选自聚酯纤维、聚酰胺纤维、芳香族聚酰胺纤维和金属丝中的一种或多种。
5.根据权利要求1所述的基于环锭纺的三组分螺旋拉胀纱,其特征在于,所述三组分螺旋拉胀纱中弹性长丝的总体细度占比为70%,短纤维的总体细度占比为1%-30%,非弹性长丝的总体细度占比为1%-30%。
6.根据权利要求1所述的基于环锭纺的三组分螺旋拉胀纱,其特征在于,所述三组分螺旋拉胀纱的捻系数为300-375。
7.根据权利要求1所述的基于环锭纺的三组分螺旋拉胀纱,其特征在于,所述三组分螺旋拉胀纱的捻向为z捻或s捻。
8.一种权利要求1-7任一项所述的基于环锭纺的三组分螺旋拉胀纱的制备方法,其特征在于,以细纱机为发生装置,包括环锭细纱机、长丝喂入装置和预牵伸装置,所述长丝喂入装置和预牵伸装置设置于所述环锭细纱机上,所述的制备方法包括以下步骤,通过细纱机将短纤维和非弹性长丝依次包缠在弹性长丝上,得到所述的基于环锭纺的三组分螺旋拉胀纱。
9.根据权利要求8所述的基于环锭纺的三组分螺旋拉胀纱的制备方法,其特征在于,制备过程中,弹性长丝和非弹性长丝的牵伸倍数独立地为1.01-1.20。
10.根据权利要求8所述的基于环锭纺的三组分螺旋拉胀纱的制备方法,其特征在于,制备过程中,短纤维的前区牵伸倍数为15-50,后区牵伸倍数为1.1-1.4。
技术总结
本发明涉及一种基于环锭纺的三组分螺旋拉胀纱及其制备方法,属于纱线技术领域。本发明的三组分螺旋拉胀纱包括芯纱、第一包缠纱和第二包缠纱;所述芯纱为弹性长丝,所述第一包缠纱为短纤维,所述第二包缠纱为非弹性长丝;所述第一包缠纱是由短纤维包缠在所述芯纱表面而得到的,所述第二包缠纱是由非弹性长丝包缠在所述芯纱和所述第一包缠纱表面而得到的,所述芯纱、第一包缠纱和第二包缠纱通过细纱机一步成形。该三组分螺旋拉胀纱表现出最大负泊松比效应,具有良好且稳定的负泊松比效果,不仅能够提高纺织材料的性能,而且还在防护服、生物医药材料和传感器等领域有着广阔的应用前景。
技术研发人员:杨瑞华,郭晨宇
受保护的技术使用者:江南大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!