一种视窗内衬纸的加工方法与流程
本发明属于香烟盒,具体为一种视窗内衬纸的加工方法。
背景技术:
1、香烟需要保持香味和干燥,如果在贮存或运输环节受潮或发霉则将无法销售,并且如果卷烟的香味散失也会大大降低产品的品质。为此,实际生产中就在卷烟的小盒包装中加了一层内包装,该内包装由内衬纸制作。为了突显包装的质感,卷烟内衬纸普遍使用复合铝箔内衬纸。
2、但是现有技术中使用整块的铝箔纸进行内衬纸的制备,使得人们无法直接观察到香烟内盒的情况,影响了使用时的便利性。
技术实现思路
1、本发明的目的在于:为了解决上述提出的问题,提供一种视窗内衬纸的加工方法。
2、本发明采用的技术方案如下:一种视窗内衬纸的加工方法,所述包括以下步骤:
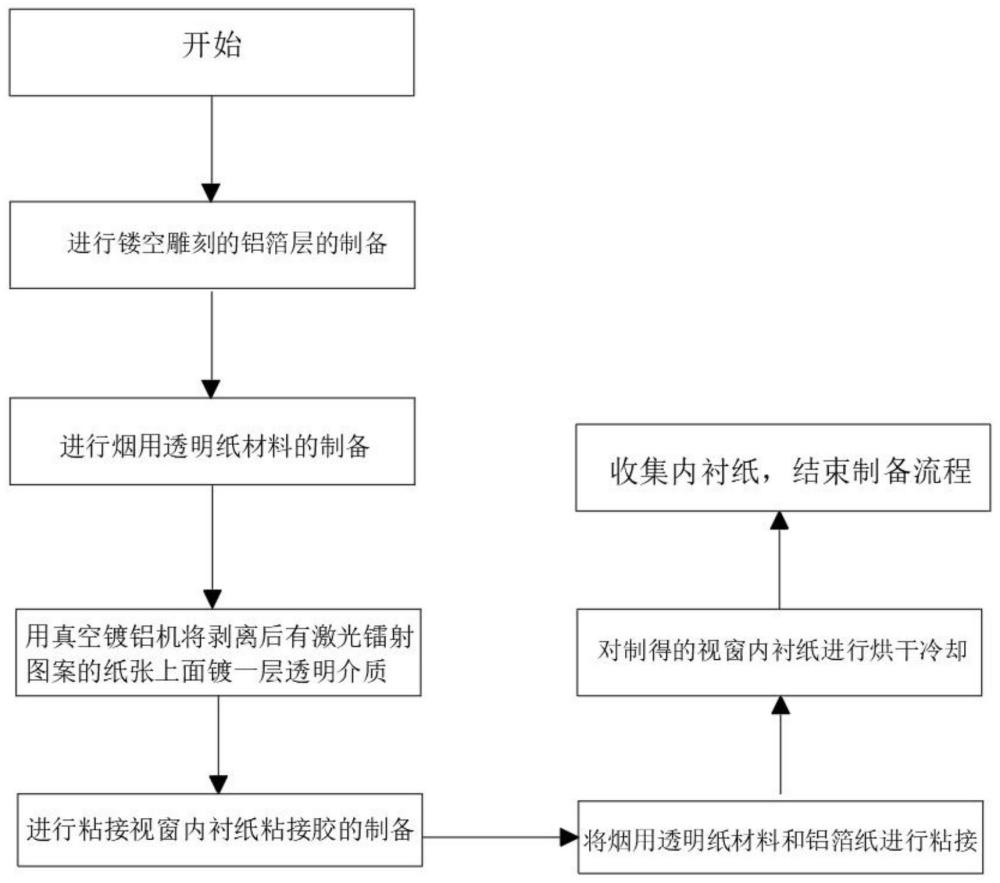
3、s1:先进行镂空雕刻的铝箔层的制备,取来成卷的铝箔层,使用激光雕刻设备或机械开孔设备,将整块铝箔雕刻成带镂空图案的铝箔;
4、s2:进行使用复合印刷机对铝箔纸进行图案印刷,印刷结束之后得到印刷好的视窗铝箔纸;
5、s3:进行烟用透明纸材料的制备,将pet膜通过模压机模压成各种花纹的激光镭射图案,与纸张用水性转移胶复合;
6、s4:剥离pet膜后,激光镭射图案转移至纸张上
7、s5:用真空镀铝机将剥离后有激光镭射图案的纸张上面镀一层透明介质;
8、s6:将已镀透明介质的有激光镭射图案纸张进行补水工艺处理;
9、s7:用凹版印刷机印刷香烟标识图案,印刷涂料为水性透明印刷涂料,印刷需根据设计要求进行满版印刷或者定位印刷。满版印刷时需注意油墨的透度;等到水性透明印刷涂料干透之后,取下烟用透明纸材料,即可结束整个烟用透明纸材料的制备;
10、s8:进行用于粘接视窗内衬纸粘接胶的制备,称取用双氧水1-3重量份、魔芋胶3-5重量份、氧化淀粉10-30重量份、去离子水30-110重量份,聚乙烯醇8-12重量份;
11、s9:使用步骤s8中称取的原料制得粘接胶之后,以烟用透明纸为基层,将烟用透明纸材料和带有视窗的铝箔纸进行粘接;
12、s10:对制得的视窗内衬纸进行烘干,之后进行冷却,即可得到视窗内衬纸;
13、s11:对冷却好视窗内衬纸进行对应尺寸的裁剪,之后对裁剪结束的视窗内衬纸进行收集包装,即可结束整个视窗内衬纸的制备流程。
14、在一优选的实施方式中,所述步骤s1中,铝箔纸的厚度为10~15μm。
15、在一优选的实施方式中,所述步骤s5中,透明介质为聚丙烯或硫化锌。
16、在一优选的实施方式中,所述步骤s3中,需要对pet膜进行预处理,预处理包括:用风机吹去原纸表面的灰尘及杂质,均匀喷洒水雾,喷洒量为70~100g/m2,压平后热风机吹干至含水量为10%~15%取出。
17、在一优选的实施方式中,所述补水工艺处理包括如下步骤:
18、a、按纯净250-300重量份,丙烯酸树脂25-50重量份,酒精35-60重量份配比配制好补水溶液,将配好制的补水溶液倒进水槽中;
19、b、将成卷纸张放进卷涂布放卷机,开启涂布机,带动网纹补水版辊旋转,网纹补水版辊表面设置凹槽,网纹补水版辊采用200目的网纹辊,凹槽深度为35μm,随着网纹补水版辊旋转使凹槽带上水槽中的补水溶液,使纸张背面与凹槽中的补水溶液充分接触进行补水。
20、在一优选的实施方式中,所述补水后的纸张经过烘干箱进行烘干;之后再将烘干后纸张用收纸卷机收成大卷即可结束纸张的补水操作。
21、在一优选的实施方式中,所述步骤s7中,水性透明印刷涂料采用丙烯酸类共聚物变剂水性透明印刷涂料。
22、在一优选的实施方式中,所述步骤s9中,粘接胶的制备方法是将氧化淀粉加入到去离子水中混合均匀,再加入双氧水混合均匀,再加入烟草籽油混合均匀,再加入魔芋胶混合均匀,然后用75-85℃水浴加热并继续搅匀25-35分钟,再降温至55-60℃时静置45-55小时去除气泡,然后冷却得到铝箔内衬纸专用粘胶。
23、在一优选的实施方式中,所述步骤s9中,粘接时将烟用透明纸材料的一个表面设定为外表面,将另一面设定为内表面;在外表面涂布一层粘胶,作为第一粘胶层;在第一粘胶层外涂布一层铝箔,作为铝箔层;以铝箔层作为最外层,之后等到粘接胶干燥之后,即可得到制备好的视窗内衬纸。
24、在一优选的实施方式中,所述步骤s10中,烘干时控制温度为100~110℃。
25、综上所述,由于采用了上述技术方案,本发明的有益效果是:
26、本发明中,使用将整块铝箔,将其雕刻成带镂空图案的铝箔,之后即可得到带有视窗的内衬纸,从而使得制得的内衬纸在不影响烟包的保润保湿功能的前提下,可直观看到烟包内部情况。同时由于内衬纸带有镂空的视窗,从而使得内衬纸在制备过程中,减少了铝箔使用量,降低制作过程中的能源消耗和污染物排放。使得整个工艺更加绿色环保。
技术特征:
1.一种视窗内衬纸的加工方法,其特征在于:所述包括以下步骤:
2.如权利要求1所述的一种视窗内衬纸的加工方法,其特征在于:所述步骤s1中,铝箔纸的厚度为10~15μm。
3.如权利要求1所述的一种视窗内衬纸的加工方法,其特征在于:所述步骤s5中,透明介质为聚丙烯或硫化锌。
4.如权利要求1所述的一种视窗内衬纸的加工方法,其特征在于:所述步骤s3中,需要对pet膜进行预处理,预处理包括:用风机吹去原纸表面的灰尘及杂质,均匀喷洒水雾,喷洒量为70~100g/m2,压平后热风机吹干至含水量为10%~15%取出。
5.根据权利要求1所述的一种无铝透明镭射环保烟用内衬纸,其特征在于:所述补水工艺处理包括如下步骤:
6.如权利要求1所述的一种视窗内衬纸的加工方法,其特征在于:所述补水后的纸张经过烘干箱进行烘干;之后再将烘干后纸张用收纸卷机收成大卷即可结束纸张的补水操作。
7.如权利要求1所述的一种视窗内衬纸的加工方法,其特征在于:所述步骤s7中,水性透明印刷涂料采用丙烯酸类共聚物变剂水性透明印刷涂料。
8.如权利要求1所述的一种视窗内衬纸的加工方法,其特征在于:所述步骤s9中,粘接胶的制备方法是将氧化淀粉加入到去离子水中混合均匀,再加入双氧水混合均匀,再加入烟草籽油混合均匀,再加入魔芋胶混合均匀,然后用75-85℃水浴加热并继续搅匀25-35分钟,再降温至55-60℃时静置45-55小时去除气泡,然后冷却得到铝箔内衬纸专用粘胶。
9.如权利要求1所述的一种视窗内衬纸的加工方法,其特征在于:所述步骤s9中,粘接时将烟用透明纸材料的一个表面设定为外表面,将另一面设定为内表面;在外表面涂布一层粘胶,作为第一粘胶层;在第一粘胶层外涂布一层铝箔,作为铝箔层;以铝箔层作为最外层,之后对等到粘接胶干燥之后,即可得到制备好的视窗内衬纸。
10.如权利要求1所述的一种视窗内衬纸的加工方法,其特征在于:所述步骤s10中,烘干时控制温度为100~110℃。
技术总结
本发明公开了一种视窗内衬纸的加工方法,属于香烟盒技术领域,本发明中,进行镂空雕刻的铝箔层的制备,取来成卷的铝箔层,使用激光雕刻设备或机械开孔设备,将整幅铝箔雕刻成带镂空图案的铝箔;进行使用复合印刷机对铝箔纸进行图案印刷,印刷结束之后得到印刷好的视窗铝箔纸;使用将整块铝箔,将其雕刻成带镂空图案的铝箔,之后即可得到带有视窗的内衬纸,从而使得制得的内衬纸在不影响烟包的保润保湿功能的前提下,可直观看到烟包内部情况。同时由于内衬纸带有镂空的视窗,从而使得内衬纸在制备过程中,减少了铝箔使用量,降低制作过程中的能源消耗和污染物排放。使得整个工艺更加绿色环保。
技术研发人员:潘殿卿,王玲远,刘文琳,厉昌坤,王炳峰,刘群,李磊
受保护的技术使用者:青岛嘉泽包装有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!