一种羊毛锦纶复合纱生产装置及生产方法与流程
本申请涉及纺纱,例如涉及一种羊毛锦纶复合纱生产装置及生产方法。
背景技术:
1、细纱工序是成纱的最后一道工序,其通过对粗纱进行数十倍的牵伸并加捻,纺制成具有一定特数、符合相关质量标准的细纱,细纱的质量好坏最终决定了成品的质量。同时细纱工序也是棉纺织厂最为重要的一道工序。纺织厂生产规模的大小就是以细纱机总锭数表示的,细纱机单产的高低反映了纺织企业的生产水平,细纱的质量、原料物料耗电量等指标、劳动生产率等是纺织企业技术和管理水平的体现。细纱工序消耗的多少决定了纺纱的成本,细纱千锭时的断头率是企业考核的重要指标。
2、随着纺织新材料的应用,服装面料向休闲、时尚化方向的发展,结构变化类时尚风格纱线因独特的布面风格逐渐受到市场的青睐。目前,采用环锭纺所纺制的结构变化类纱线有:纱线粗细沿轴向变化的竹节纱、纱线色彩沿轴向变化的段彩纱与ab纱、长丝与短纤简单组合而成的功能复合纱等,由于结构的单一变化使得开发的后道织物的层次感、立体感不足,已不能满足消费者对时尚功能和个性化定制的需求。
3、需要说明的是,在上述背景技术部分公开的信息仅用于加强对本申请的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、为了对披露的实施例的一些方面有基本的理解,下面给出了简单的概括。所述概括不是泛泛评述,也不是要确定关键/重要组成元素或描绘这些实施例的保护范围,而是作为后面的详细说明的序言。
2、本公开实施例提供了一种羊毛锦纶复合纱生产装置及生产方法,通过在后牵伸罗拉对的下罗拉、前下罗拉的固定罗拉套左、右侧加装活套的且由相应的带动轴传动连接的活套罗拉套,实现喂入的第一锦纶长丝和第二锦纶长丝的张力的主动按压握持调节,进而实现锦纶长丝与羊毛短纤的多重复合结构的有效控制,从而丰富纱线品种,提高产品的附加值。
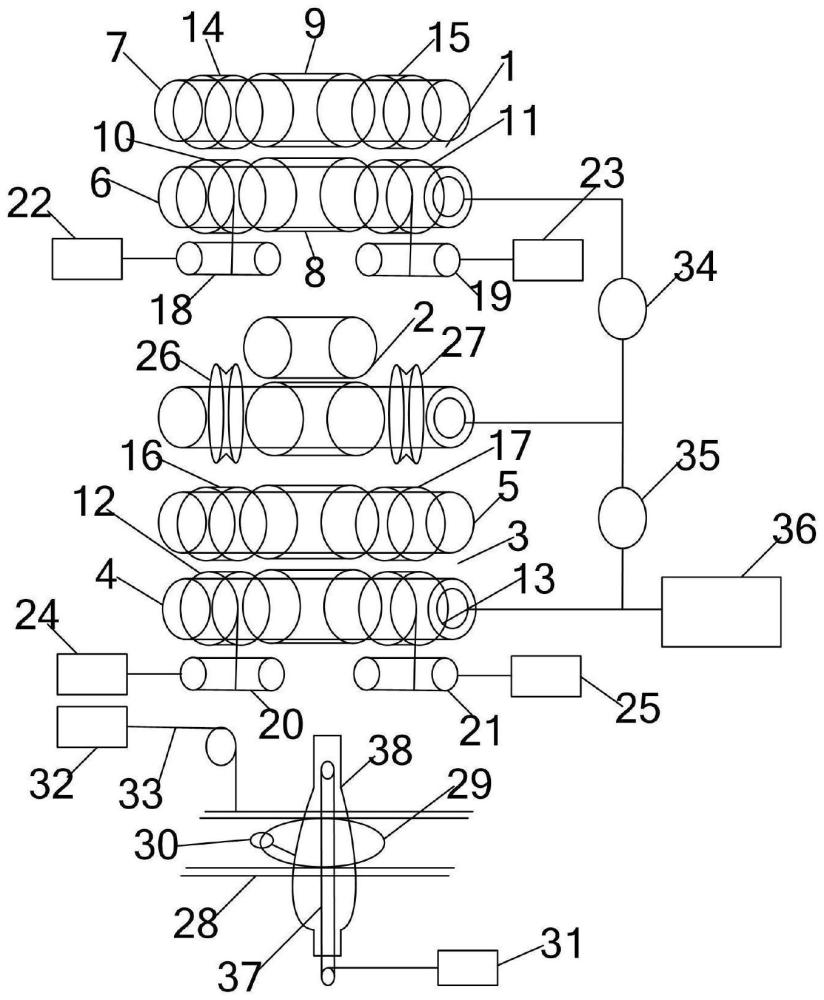
3、在一些实施例中,所述羊毛锦纶复合纱生产方法,应用于羊毛锦纶复合纱生产装置,羊毛锦纶复合纱生产装置包括牵伸系统和卷捻系统,牵伸系统包括结构相同的后牵伸罗拉对、中牵伸罗拉对和前牵伸罗拉对,在后牵伸罗拉对的下罗拉的罗拉套的左、右侧加装有活套的且由相应的带动轴传动连接的长丝输入套,在前牵伸罗拉对的罗拉套的左、右侧加装有活套的且由相应的带动轴传动连接的长丝输出罗拉套,在中牵伸罗拉对的罗拉套的左、右侧加装有与罗拉轴一体化固定连接的导丝轮,羊毛锦纶复合纱生产方法,包括:
4、将第一锦纶长丝、第二锦纶长丝分别由后牵伸罗拉对的下罗拉的长丝输入套按压输入;
5、将第一锦纶长丝、第二锦纶长丝分别经由中牵伸罗拉对的下罗拉的导丝轮后,被前牵伸罗拉对的下罗拉的长丝输出罗拉套按压输出,从而实现喂入的第一锦纶长丝和第二锦纶长丝的张力的主动按压握持调节;
6、通过前牵伸罗拉对的下罗拉的长丝输出罗拉套的转速控制,使得输出的第一锦纶长丝、第二锦纶长丝在捻度作用下分别由左、右侧对牵伸系统输出的羊毛短纤须条进行包缠;或者,使第一锦纶长丝、第二锦纶长丝在捻度作用下先合股再被牵伸系统输出的羊毛短纤须条包缠,从而对锦纶长丝与羊毛短纤须条的多重复合结构实现有效控制,以得到所需的羊毛锦纶复合纱。
7、在一些实施例中,所述羊毛锦纶复合纱生产装置,包括多个结构相同的锭位,每个锭位沿水平方向平行排布,每个锭位均包括牵伸系统和卷捻系统,牵伸系统包括结构相同的后牵伸罗拉对、中牵伸罗拉对和前牵伸罗拉对,后牵伸罗拉对、中牵伸罗拉对和前牵伸罗拉对均包括下罗拉和上胶辊,下罗拉包括罗拉轴,在罗拉轴的外圆周上套有罗拉套,罗拉套与罗拉轴之间一体化固定连接,前牵伸罗拉对的下罗拉的罗拉轴由牵伸电机带动转动,中牵伸罗拉对的下罗拉的罗拉轴与前牵伸罗拉对的下罗拉的罗拉轴之间通过前区变化齿轮传动连接,后牵伸罗拉对的下罗拉的罗拉轴与中牵伸罗拉对的下罗拉的罗拉轴之间通过后区变化齿轮传动连接。
8、本公开实施例提供的羊毛锦纶复合纱生产装置及生产方法,可以实现以下技术效果:
9、通过在后牵伸罗拉对的下罗拉的罗拉套左、右侧加装活套的且由相应的带动轴传动连接的长丝输入套,在前下罗拉的罗拉套左、右侧加装活套的且由相应的带动轴传动连接的长丝输出罗拉套,在中下罗拉的罗拉套的左、右侧加装与罗拉轴一体化固定连接的导丝轮,从而使得第一锦纶长丝、第二锦纶长丝分别由后牵伸罗拉对的下罗拉的长丝输入套按压输入,经由中下罗拉的导丝轮后被前下罗拉的长丝输出罗拉套按压输出,从而实现喂入的第一锦纶长丝和第二锦纶长丝的张力的主动按压握持调节,同时通过前下罗拉的长丝输出罗拉套的转速控制使得或者输出的第一锦纶长丝、第二锦纶长丝在捻度作用下分别由左、右侧对牵伸系统输出的羊毛短纤须条进行包缠,或者第一锦纶长丝、第二锦纶长丝在捻度作用下先合股再被牵伸系统输出的羊毛短纤须条包缠,继而实现长丝与短纤的多重复合结构的有效控制,从而丰富纱线品种,提高产品的附加值。
10、以上的总体描述和下文中的描述仅是示例性和解释性的,不用于限制本申请。
技术特征:
1.一种羊毛锦纶复合纱生产方法,应用于羊毛锦纶复合纱生产装置,所述羊毛锦纶复合纱生产装置包括牵伸系统和卷捻系统,所述牵伸系统包括结构相同的后牵伸罗拉对、中牵伸罗拉对和前牵伸罗拉对,在所述后牵伸罗拉对的下罗拉的罗拉套的左、右侧加装有活套的且由相应的带动轴传动连接的长丝输入套,在所述前牵伸罗拉对的罗拉套的左、右侧加装有活套的且由相应的带动轴传动连接的长丝输出罗拉套,在所述中牵伸罗拉对的罗拉套的左、右侧加装有与罗拉轴一体化固定连接的导丝轮,其特征在于,所述羊毛锦纶复合纱生产方法,包括:
2.根据权利要求1所述的羊毛锦纶复合纱生产方法,其特征在于,在将第一锦纶长丝、第二锦纶长丝分别由后牵伸罗拉对的下罗拉的长丝输入套按压输入之前,还包括:
3.根据权利要求2所述的羊毛锦纶复合纱生产方法,其特征在于,还包括:
4.根据权利要求3所述的羊毛锦纶复合纱生产方法,其特征在于,还包括:
5.根据权利要求2所述的羊毛锦纶复合纱生产方法,其特征在于,在将喂入的羊毛短纤粗纱分别握持之后,还包括:
6.根据权利要求5所述的羊毛锦纶复合纱生产方法,其特征在于,所述喂入的羊毛短纤粗纱经由短纤粗纱输入握持钳口喂入到牵伸系统内,而后经由短纤维束中间握持钳口输出,得到具有捻度的羊毛短纤维束,包括:
7.根据权利要求6所述的羊毛锦纶复合纱生产方法,其特征在于,所述羊毛短纤维束经由短纤维束中间握持钳口连续的输出,而后经由短纤须条输出握持钳口连续的输出,到线密度大幅减小、捻度完全消除的羊毛短纤须条,包括:
8.根据权利要求1所述的羊毛锦纶复合纱生产方法,其特征在于,实现喂入的第一锦纶长丝和第二锦纶长丝的张力的主动按压握持调节,包括:
9.根据权利要求1所述的羊毛锦纶复合纱生产方法,其特征在于,实现喂入的第一锦纶长丝和第二锦纶长丝的张力的主动按压握持调节,包括:
10.根据权利要求1所述的羊毛锦纶复合纱生产方法,其特征在于,对锦纶长丝与羊毛短纤须条的多重复合结构实现有效控制,以得到所需的羊毛锦纶复合纱,包括:
11.一种如权利要求1至10任一项所述的羊毛锦纶复合纱生产装置,其特征在于,包括多个结构相同的锭位,每个锭位沿水平方向平行排布,每个锭位均包括牵伸系统和卷捻系统,牵伸系统包括结构相同的后牵伸罗拉对、中牵伸罗拉对和前牵伸罗拉对,后牵伸罗拉对、中牵伸罗拉对和前牵伸罗拉对均包括下罗拉和上胶辊,下罗拉包括罗拉轴,在罗拉轴的外圆周上套有罗拉套,罗拉套与罗拉轴之间一体化固定连接,前牵伸罗拉对的下罗拉的罗拉轴由牵伸电机带动转动,中牵伸罗拉对的下罗拉的罗拉轴与前牵伸罗拉对的下罗拉的罗拉轴之间通过前区变化齿轮传动连接,后牵伸罗拉对的下罗拉的罗拉轴与中牵伸罗拉对的下罗拉的罗拉轴之间通过后区变化齿轮传动连接。
12.根据权利要求11所述的羊毛锦纶复合纱生产装置,其特征在于,在后牵伸罗拉对的下罗拉的罗拉套的左侧设置有左长丝输入罗拉套、右侧设置有右长丝输入罗拉套,左长丝输入罗拉套、右长丝输入罗拉套与罗拉轴之间活套连接,从而使得左长丝输入罗拉套、右长丝输入罗拉套可绕着罗拉轴自由转动,连接后的左长丝输入罗拉套与后牵伸罗拉对的下罗拉的罗拉套的左侧之间保持间距,连接后的右长丝输入罗拉套与后牵伸罗拉对的下罗拉的罗拉套的右侧之间保持间距。
13.根据权利要求12所述的羊毛锦纶复合纱生产装置,其特征在于,在后牵伸罗拉对的下罗拉的后部设置有第一带动辊,在左长丝输入罗拉套的左端设置有左长丝输入带动套,左长丝输入带动套的内侧面与后牵伸罗拉对的罗拉轴之间保持间距,左长丝输入带动套的右端与左长丝输入罗拉套的左端之间固定连接,在左长丝输入带动套的圆周方向设置有第一带动槽,第一皮带依次绕过第一带动槽、第一带动辊,从而实现第一带动辊与左长丝输入罗拉套之间的传动连接,第一带动辊由第一电机带动转动。
14.根据权利要求13所述的羊毛锦纶复合纱生产装置,其特征在于,在后牵伸罗拉对的下罗拉的后部设置有第二带动辊,在右长丝输入罗拉套的右端设置有右长丝输入带动套,右长丝输入带动套的内侧面与后牵伸罗拉对的罗拉轴之间保持间距,右长丝输入带动套的左端与左长丝输入罗拉套的右端之间固定连接,在右长丝输入带动套的圆周方向设置有第二带动槽,第二皮带依次绕过第二带动槽、第二带动辊,从而实现第二带动辊与右长丝输入罗拉套之间的传动连接,第二带动辊由第二电机带动转动。
15.根据权利要求11所述的羊毛锦纶复合纱生产装置,其特征在于,在前牵伸罗拉对的下罗拉的罗拉套的左侧设置有左长丝输出罗拉套、右侧设置有右长丝输出罗拉套,左长丝输出罗拉套、右长丝输出罗拉套与罗拉轴之间活套连接,从而使得左长丝输出罗拉套、右长丝输出罗拉套可绕着罗拉轴自由转动,连接后的左长丝输出罗拉套与前牵伸罗拉对的下罗拉的罗拉套的左侧之间保持间距,连接后的右长丝输出罗拉套与前牵伸罗拉对的下罗拉的罗拉套的右侧之间保持间距。
16.根据权利要求15所述的羊毛锦纶复合纱生产装置,其特征在于,在前牵伸罗拉对的下罗拉的后部设置有第三带动辊,在左长丝输出罗拉套的左端设置有左长丝输出带动套,左长丝输出带动套的内侧面与前牵伸罗拉对的罗拉轴之间保持间距,左长丝输出带动套的右端与左长丝输出罗拉套的左端之间固定连接,在左长丝输出带动套的圆周方向设置有第三带动槽,第三皮带依次绕过第三带动槽、第三带动辊,从而实现第三带动辊与左长丝输出罗拉套之间的传动连接,第三带动辊由第三电机带动转动。
17.根据权利要求16所述的羊毛锦纶复合纱生产装置,其特征在于,在前牵伸罗拉对的下罗拉的后部设置有第四带动辊,在右长丝输出罗拉套的右端设置有右长丝输出带动套,右长丝输出带动套的内侧面与前牵伸罗拉对的罗拉轴之间保持间距,右长丝输出带动套的左端与左长丝输出罗拉套的右端之间固定连接,在右长丝输出带动套的圆周方向设置有第四带动槽,第四皮带依次绕过第四带动槽、第四带动辊,从而实现第四带动辊与右长丝输出罗拉套之间的传动连接,第四带动辊由第四电机带动转动。
18.根据权利要求11所述的羊毛锦纶复合纱生产装置,其特征在于,在中牵伸罗拉对的下罗拉的罗拉套的左侧设置有左导丝轮、右侧设置有右导丝轮,左导丝轮、右导丝轮的结构完全相同,左导丝轮、右导丝轮包括环形套,环形套的材质与中牵伸罗拉对的下罗拉的罗拉套的材质完全相同,环形套套在中牵伸罗拉对的下罗拉的罗拉套上且两者之间固定连接,在环形套的侧面圆周上开有导丝槽,导丝槽沿着环形套的侧面的一个圆周方向设置。
19.根据权利要求11所述的羊毛锦纶复合纱生产装置,其特征在于,在后牵伸罗拉对的上胶辊的胶辊套的左侧设置有左长丝输入胶辊套、右侧设置有右长丝输入胶辊套,左长丝输入胶辊套位于左长丝输入罗拉套的正上方,右长丝输入胶辊套位于右长丝输入罗拉套的正上方,左长丝输入胶辊套、右长丝输入胶辊套与胶辊轴之间通过相应的轴承连接,从而使得左长丝输入胶辊套、右长丝输入胶辊套可绕着胶辊轴自由转动,连接后的左长丝输入胶辊套与后牵伸罗拉对的上胶辊的胶辊套的左侧之间保持间距,连接后的右长丝输入胶辊套与后牵伸罗拉对的上胶辊的胶辊套的右侧之间保持间距。
20.根据权利要求19所述的羊毛锦纶复合纱生产装置,其特征在于:在前牵伸罗拉对的上胶辊的胶辊套的左侧设置有左长丝输出胶辊套、右侧设置有右长丝输出胶辊套,左长丝输出胶辊套位于左长丝输出罗拉套的正上方,右长丝输出胶辊套位于右长丝输出罗拉套的正上方,左长丝输出胶辊套、右长丝输出胶辊套与胶辊轴之间通过相应的轴承连接,从而使得左长丝输出胶辊套、右长丝输出胶辊套可绕着胶辊轴自由转动,连接后的左长丝输出胶辊套与前牵伸罗拉对的上胶辊的胶辊套的左侧之间保持间距,连接后的右长丝输出胶辊套与前牵伸罗拉对的上胶辊的胶辊套的右侧之间保持间距。
21.根据权利要求20所述的羊毛锦纶复合纱生产装置,其特征在于,后牵伸罗拉对的上胶辊的一根胶辊轴上的左侧锭位的右长丝输入胶辊套与右侧锭位的左长丝输入胶辊套之间保持的间距,从而构成后胶辊嵌入区;
22.根据权利要求11所述的羊毛锦纶复合纱生产装置,其特征在于,在锭子上设置有细纱管,在所述细纱管的高度位置的中间部分设置有钢领板,在每个锭位处的钢领板上开有嵌入孔,在嵌入孔内嵌入有钢领,钢领包括钢领底座和钢领轨道,钢领底座为空心的且两端开放的圆柱体形,钢领底座嵌入在嵌入孔内,在钢领底座的上端口上设置有钢领轨道,钢领轨道沿着钢领底座的上端口的圆周方向设置,钢领轨道的外侧面为弧形的光滑结构,钢领轨道的内部为空心结构,且在钢领轨道的空心内加有量的加湿液体,在钢领轨道的宽度的中间部位开有出气槽,出气槽沿着钢领轨道的圆周方向设置,在钢领轨道上骑跨有钢丝圈。
技术总结
本申请涉及纺纱技术领域,公开一种羊毛锦纶复合纱生产装置及生产方法,其中,所述羊毛锦纶复合纱生产方法,包括:将第一锦纶长丝、第二锦纶长丝分别由后牵伸罗拉对的下罗拉的长丝输入套按压输入;将第一锦纶长丝、第二锦纶长丝分别经由中牵伸罗拉对的下罗拉的导丝轮后,被前牵伸罗拉对的下罗拉的长丝输出罗拉套按压输出,从而实现喂入的第一锦纶长丝和第二锦纶长丝的张力的主动按压握持调节;通过前牵伸罗拉对的下罗拉的长丝输出罗拉套的转速控制,使得输出的第一锦纶长丝、第二锦纶长丝在捻度作用下对牵伸系统输出的羊毛短纤须条进行包缠;或者,使第一锦纶长丝、第二锦纶长丝在捻度作用下先合股再被牵伸系统输出的羊毛短纤须条包缠。
技术研发人员:周立宸,黄齐,杨自治
受保护的技术使用者:江阴海澜科技有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!