密封袋及其加工方法与流程
本发明涉及塑料加工的,尤其涉及一种密封袋及其加工方法。
背景技术:
1、密封袋批量加工过程中,需要将塑料膜与密封条进行固定贴合,并对贴合后袋体的边缘进行热压合从而对袋体的边缘进行塑封,现有技术方法中通常是先对塑料膜进行切割得到密封袋大小的袋体膜材,在袋体膜材的侧面贴合密封条后,再将两层袋体膜材重叠并进行热压合。然而这一技术方法需要对单个密封袋的两张袋体膜材进行处理,只能单独生产单个密封袋而无法实现密封袋的连续生产,导致生产效率较低;并且操作人员对两张袋体膜材进行重叠及热压合的操作过程中,无法对袋体膜材进行准确对齐,导致生产的密封袋质量较差。因此,现有技术方法在生产密封袋时存在生产效率较低的问题。
技术实现思路
1、本发明实施例提供了一种密封袋以及加工方法,旨在解决现有现有技术方法在生产密封袋时所存在的生产效率较低的问题。
2、第一方面,本发明实施例提供了一种密封袋的加工方法,其中,所述方法包括:
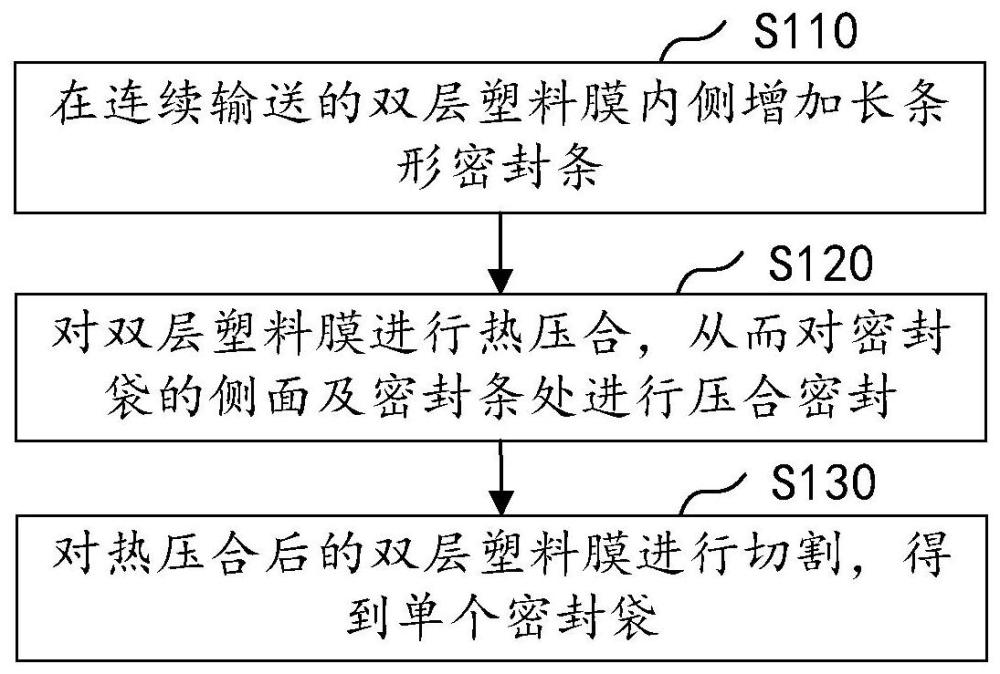
3、在连续输送的双层塑料膜内侧增加长条形密封条;
4、对双层塑料膜进行热压合,从而对密封袋的侧面及密封条处进行压合密封;
5、对热压合后的双层塑料膜进行切割,得到单个密封袋。
6、第二方面,本发明实施例还提供了一种密封袋,所述密封袋通过如上述第一方面所述的密封袋的加工方法加工制造得到,其中,所述密封袋包括相对设置且相重叠的第一袋体薄膜及第二袋体薄膜,密封条设置于所述第一袋体薄膜与所述第二袋体薄膜之间;
7、所述密封条包括设置于所述第一袋体薄膜上的条状凹槽以及设置于所述第一袋体薄膜上的条状凸起;所述条状凹槽及所述条状凸起相对设置,且均设置于所述密封袋的开口处;
8、所述密封袋非开口处均设有塑封边缘;所述塑封边缘由所述第一袋体薄膜的边缘与所述第二袋体薄膜的边缘进行热压合得到。
9、本发明实施例提供了一种密封袋以及加工方法,方法包括:在连续输送的双层塑料膜内侧增加长条形密封条;对双层塑料膜进行热压合,从而对密封袋的侧面及密封条处进行压合密封;对热压合后的双层塑料膜进行切割,得到单个密封袋。上述的密封袋的加工方法,通过在连续输送的双层塑料膜内侧增加长条形密封条后在进行热压合及切割,能够适用于对密封袋进行连续生产,且连续输送的双层塑料膜预先进行对齐,能够避免密封袋加工过程中因无法准确对齐导致生产质量较差的问题,从而大幅提高了密封袋的生产效率及生产质量。
技术特征:
1.一种密封袋的加工方法,其特征在于,所述方法包括:
2.根据权利要求1所述的密封袋的加工方法,其特征在于,所述塑料膜的材质为乙烯-醋酸乙烯酯共聚物、热塑性聚氨酯弹性体或聚氯乙烯。
3.根据权利要求2所述的密封袋的加工方法,其特征在于,所述密封条的宽度为3-20mm。
4.根据权利要求1所述的密封袋的加工方法,其特征在于,所述热压合的温度为100-350℃,热压合的压力为8-20kg/dm2。
5.根据权利要求4所述的密封袋的加工方法,其特征在于,所述热压合的时长为1-4秒。
6.根据权利要求1-5任一项所述的密封袋的加工方法,其特征在于,所述在连续输送的双层塑料膜内侧增加长条形密封条之前,还包括:
7.根据权利要求1-5任一项所述的密封袋的加工方法,其特征在于,所述在连续输送的双层塑料膜内侧增加长条形密封条之前,还包括:
8.根据权利要求1-5任一项所述的密封袋的加工方法,其特征在于,所述对热压合后的双层塑料膜进行切割,得到单个密封袋之后,还包括:
9.根据权利要求8所述的密封袋的加工方法,其特征在于,切圆角处理采用气动模具或摸切机切割实现。
10.一种密封袋,所述密封袋通过如权利要求1-9任一项所述的密封袋的加工方法加工制造得到,其特征在于,所述密封袋包括相对设置且相重叠的第一袋体薄膜及第二袋体薄膜,密封条设置于所述第一袋体薄膜与所述第二袋体薄膜之间;
技术总结
本发明公开了一种密封袋以及加工方法,方法包括:在连续输送的双层塑料膜内侧增加长条形密封条;对双层塑料膜进行热压合,从而对密封袋的侧面及密封条处进行压合密封;对热压合后的双层塑料膜进行切割,得到单个密封袋。上述的密封袋的加工方法,通过在连续输送的双层塑料膜内侧增加长条形密封条后在进行热压合及切割,能够适用于对密封袋进行连续生产,且连续输送的双层塑料膜预先进行对齐,能够避免密封袋加工过程中因无法准确对齐导致生产质量较差的问题,从而大幅提高了密封袋的生产效率及生产质量。
技术研发人员:蔡任文
受保护的技术使用者:东莞市和信包装制品有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!