一种湿厕纸自动加液设备及其加液方法与流程
本发明属于湿厕纸加工,具体涉及一种湿厕纸自动加液设备及其加液方法。
背景技术:
1、湿厕纸目前越来越多的人开始使用,其具有较好的擦拭能力,能有效清洁身体及周围环境,具有较好的清洁效果。
2、考虑到目前湿厕纸广泛的需求,对加工效率、加工质量也提出了较高的要求。
3、湿厕纸的加工工序中包括料卷放料、切割、料叠成叠、输送加液、包装、检测等工序,其中如何实现湿厕纸的自动化加液加工,提高效率、质量成为目前重点要解决的难题。
技术实现思路
1、本发明提供一种湿厕纸自动加液设备及其加液方法,可完成湿厕纸的自动化上料、输送、全方位加液、下料,自动化程度高,精度高、效率高;通过中间限位板与外侧限位板组成夹料机构,可完成料叠的疏松加液,同时两侧输送加液机构将湿厕纸颠倒的设计,可实现全方位充分浸透加液,以解决上述背景技术中提出的问题。
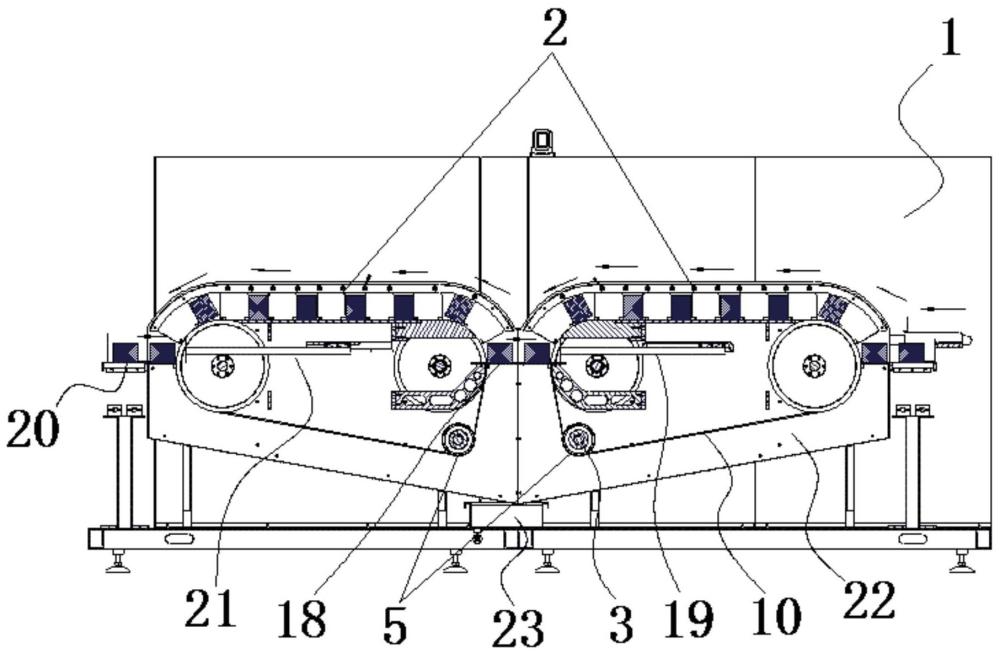
2、为实现上述目的,本发明提供如下技术方案:一种湿厕纸自动加液设备,包括加液设备本体,所述加液设备本体上装有前后两组输送加液机构;所述输送加液机构包括驱动轮、输送轮、同步带和限位板,所述驱动轮安装在动力轴一端,所述动力轴转动安装在所述加液设备本体上,另一端与减速电机连接,所述驱动轮包括两侧的侧部驱动轮和中间的间距调节轮,所述间距调节轮与所述动力轴之间通过螺栓固定;所述输送轮前后两组,每组所述输送轮均安装在传动轴上,所述传动轴转动安装在所述加液设备本体上,所述输送轮包括两侧的侧部输送轮和中间的间距调节输送轮;所述同步带设置三条,分别为两侧的侧部同步带和中间的间距调节同步带,两侧的所述侧部同步带套在两侧的所述侧部驱动轮、所述侧部输送轮上,中间的所述间距调节同步带套在所述间距调节轮和所述间距调节输送轮上,所述驱动轮、所述输送轮上均设有轮齿并与所述同步带啮合传动;两所述侧部同步带上设有对应的外侧限位板,所述外侧限位板在所述侧部同步带上均匀间隔设置,所述间距调节同步带上设有与所述外侧限位板交错分布的中间限位板,所述外侧限位板与所述中间限位板组成多个夹料机构;所述加液设备本体上设有分别位于前后两组所述输送加液机构上的加液喷管,所述加液喷管设有朝向下方所述输送加液机构的多个喷液孔;所述输送加液机构前部设有进料机构,所述进料机构包括进料输送带和进料推板,前后两所述输送加液机构之间设有过渡机构,所述过渡机构包括载料板和过渡推料板,所述输送加液机构后部设有出料机构,所述出料机构包括出料输送带和出料推板。
3、优选的,所述加液设备本体设有位于两所述输送加液机构下方的废液槽,所述废液槽下方连接废液收集盒。
4、优选的,前后两组所述输送加液机构尺寸大小完全相同。
5、一种基于上述任一项所述湿厕纸自动加液设备的加液方法,包括如下步骤:
6、s1、将湿厕纸水平叠放,经进料输送带送料至前输送加液机构入料口前侧;
7、s2、随着输送轮的逆时针转动,带动三条输送带逆时针转动,进而其上的外侧限位板和中间限位板同步逆时针转动;
8、s3、当外侧限位板运动至与进料输送带平齐时,进料推板将叠状湿厕纸推入前输送机构的外侧限位板与中间限位板之间的夹料机构,进料推板复位;
9、s4、相同原理循环,下一外侧限位板运动至与进料输送带平齐时,进料推板继续将料叠推入对应夹料机构;
10、s5、到位传感器感应到料叠运动至下方后,上方的加液喷管喷出液体,料叠此时从平放改至竖放状态,进而完成第一面的加液,液体会从上方向下方渗透加液;
11、s6、随着输送轮的持续转动,当加液后的料叠运动至载料板时,料叠翻转到平放状态,此时料叠的头端换至尾端,料叠位于后输送加液机构入料口前侧;
12、s7、随着后输送加液机构的输送轮逆时针转动,进而带动三条输送带逆时针转动,进而其上的外侧限位板和中间限位板同步逆时针转动,当外侧限位板运动至与载料板平齐时,过渡推料板将叠状湿厕纸推入后输送加液机构的外侧限位板与中间限位板之间的夹料机构,过渡推料板复位;
13、s8、相同原理循环,下一外侧限位板运动至与载料板平齐时,过渡推料板继续将料叠推入对应夹料机构;
14、s9、后输送加液机构的到位传感器感应到料叠运动至下方后,上方的加液喷管喷出液体,料叠此时从平放改至竖放状态,其放置方向与在前输送加液机构上相反,进而完成相对于前输送加液机构反向的加液,液体会从上方向下方渗透加液,完成全方位的加液;
15、s10、随着输送轮的持续转动,当加液后的料叠运动至与出料输送带平齐时,此时料叠翻转到平放状态,后输送加液机构上的出料推板将料叠推至出料输送带上;
16、s11、出料输送带将完成加液的湿厕纸送出。
17、与现有技术相比,本发明的有益效果是:
18、1、可完成湿厕纸的自动化上料、输送、全方位加液、下料,自动化程度高,精度高、效率高。
19、2、通过在中间限位板与外侧限位板组成夹料机构内疏松放置料叠并输送,可完成料叠的疏松加液,利于湿厕纸液的从上方进入料叠并充分浸透,可实现定量精准充分加液,而不用传统的将湿厕纸过量浸泡式的加液;同时两侧输送加液机构将湿厕纸颠倒的设计,可实现全方位充分浸透加液。
20、3、可同步调节每组中间限位板与外侧限位板的间距,进而调节夹料机构的空间大小,从而可应对不同厚度的叠状湿厕纸。
21、4、可将流至外部的湿厕纸液收集到废液收集盒,对湿厕纸液重复利用。
技术特征:
1.一种湿厕纸自动加液设备,其特征在于,包括加液设备本体(1),所述加液设备本体(1)上装有前后两组输送加液机构(2);
2.根据权利要求1所述的一种湿厕纸自动加液设备,其特征在于,其特征在于,所述加液设备本体(1)设有位于两所述输送加液机构(2)下方的废液槽(22),所述废液槽(22)下方连接废液收集盒(23)。
3.根据权利要求1所述的一种湿厕纸自动加液设备,其特征在于,其特征在于,前后两组所述输送加液机构(2)尺寸大小完全相同。
4.一种基于权利要求1-3任一项所述湿厕纸自动加液设备的加液方法,其特征在于,包括如下步骤:
技术总结
本发明公开了一种湿厕纸自动加液设备及其加液方法,包括加液设备本体,加液设备本体上装有前后两组输送加液机构;输送加液机构包括驱动轮、输送轮、同步带和限位板,同步带上设有外侧限位板、中间限位板,外侧限位板与中间限位板组成多个夹料机构;加液设备本体上设有加液喷管;输送加液机构前部设有进料机构,前后两输送加液机构之间设有过渡机构,输送加液机构后部设有出料机构;可完成湿厕纸的自动化上料、输送、全方位加液、下料,自动化程度高,精度高、效率高;通过中间限位板与外侧限位板组成夹料机构,可完成料叠的疏松加液,同时两侧输送加液机构将湿厕纸颠倒的设计,可实现全方位充分浸透加液。
技术研发人员:谢振辉,张炳荣
受保护的技术使用者:嘉善精田精密机械股份有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!