一种包装盒底托生产线的制作方法
本技术涉及包装,具体地涉及一种包装盒底托生产线。
背景技术:
1、包装盒底托已逐步实现半自动化及全自动化生产。如中国专利cn115157763a公开了一种包装盒底托生产线,包括输送线、以及沿输送线依次设置的头部升降机、纸片上料成型机、填充泡沫上料机、泡沫及纸片上胶机、底板上料机、模切机、尾部升降机;所述输送线包括上部工装输送线和下部工装输送线;所述头部升降机用于将下部工装输送线上的周转工装提升至上部工装输送线;所述上部工装输送线将周转工装依次输送至纸片上料成型机、填充泡沫上料机、泡沫及纸片上胶机、底板上料机、模切机;所述尾部升降机处设置产品顶出组件,所述尾部升降机用于将卸完产品后的周转工装向下转移至下部工装输送线上,各工位采用模块化设计,实现了自动化生产。但上述生产线线体较长,占用空间大。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的缺点,提出设计一种包装盒底托生产线,缩短了生产线线体长度,节省了空间。
2、本实用新型解决其技术问题所采取的技术方案是:
3、一种包装盒底托生产线,包括输送线以及沿输送线依次设置的头部升降机、纸片上料成型机、工装精定位组件、泡沫及纸片上胶机、底板上料机、尾部升降机;所述尾部升降机一侧设置平压模切机和机械手;所述机械手设置两组,均设置于转移轴上,转移轴与输送线垂直,用于驱动机械手沿垂直于输送线的方向上往复移动。工作时,在转移轴的带动下,远离输送线的机械手将平压模切机完成模切后的产品取出,以实现卸料,同时,另一个机械手将待切制的产品从输送线上取出并放置于平压模切机中进行模切操作,依次重复上述动作,完成模切和卸料。上述结构设置将平压模切机及机械手设置于输送线一侧,缩短了整个生产线线体长度,同时在转移轴上设置有两组机械手,由同一转移轴带动两组机械手移动,实现卸料的同时还能够将待切制的产品送至平压模切机中实现下一个产品切制。
4、进一步的,所述纸片上料成型机、底板上料机、转移轴和平压模切机均位于输送线的同一侧,有利于减少设备的占用空间。
5、进一步的,两组所述机械手设置于滑轨上,滑轨通过滑块滑动设置于转移轴上,由转移轴带动滑轨在垂直于输送线的方向上往复移动,从而带动两个机械手同步移动,便于安装、更换和维修机械手。
6、进一步的,所述机械手能够沿滑轨滑动,并通过固定件(如螺栓)进行固定,便于调节两机械手之间的距离,使两个机械手同步移动时能够实现卸料的同时还能够将下一个待切制的产品送至平压模切机中。
7、进一步的,所述机械手包括升降气缸、连接板、滑板、吸盘;所述连接板通过固定件固定于滑轨上,所述升降气缸固定于连接板上,升降气缸底部输出端与滑板连接,滑板与连接板上下滑动设置,滑板一侧固定有支撑架,支撑架底部固定有纵向调整板,纵向调整板下表面与横向调整板连接,纵向调整板与横向调整板垂直设置;横向调整板底部设置若干吸盘,用于吸附待切制产品。工作时,由升降气缸带动连接板及连接板上各部件上下移动,从而使吸盘上下移动,实现产品吸附及上下转运。
8、进一步的,所述横向调整板上开设横向条形槽,所述吸盘滑动设置于横向条形槽中且通过螺栓固定,以便于横向调节吸盘。
9、进一步的,所述平压模切机一侧设置产品转运传送带,机械手将切制后的产品取出后送至产品转运传送带上。
10、进一步的,所述输送线上设置底板吸附装置a,所述底板吸附装置a用于吸附由底板上料机输送至输送线上的底板,底板吸附装置a包括支架、主升降气缸、副升降气缸、底板吸盘;所述支架固定于输送线上,所述主升降气缸通过主安装板固定于支架上,主升降气缸底部输出端与副安装板连接,副安装板与主安装板上下滑动连接;所述副升降气缸固定于副安装板上,副升降气缸的输出端与竖直板连接,竖直板与副安装板上下滑动连接,竖直板底部与纵向板连接,纵向板下表面与横向板连接,横向板与纵向板垂直设置;横向板底部设置若干底板吸盘,用于吸附底板。工作时,可由主升降气缸和/或副升降气缸带动底板吸盘上下移动,实现底板吸附,并将底板向下移运至输送线上。
11、进一步的,所述输送线上设置用于托起底板的托纸机构,所述托纸机构包括对称设置的两组托纸板,底板上料机将底板直接推至输送线上方,由两组托纸板托住底板,每组托纸板由一组托纸气缸驱动。当底板吸盘吸附底板后,需要将底板放置在输送线上时,通过托纸气缸驱动托纸板脱离底板,继而可以将底板向下移动至输送线上。
12、本实用新型的技术效果:
13、与现有技术相比,本实用新型的一种包装盒底托生产线,采用平压模切机且将平压模切机设置于尾部升降机一侧,由位于输送线一侧的机械手进行取料和卸料,缩短了输送线线体长度,使结构设计更加合理,操作更加方便快捷;机械手由同一转移轴进行同步驱动,实现产品卸料的同时还能够将待切制的产品送至平压模切机中实现下一个产品切制,结构简单,易于维护,降低了成本。
技术特征:
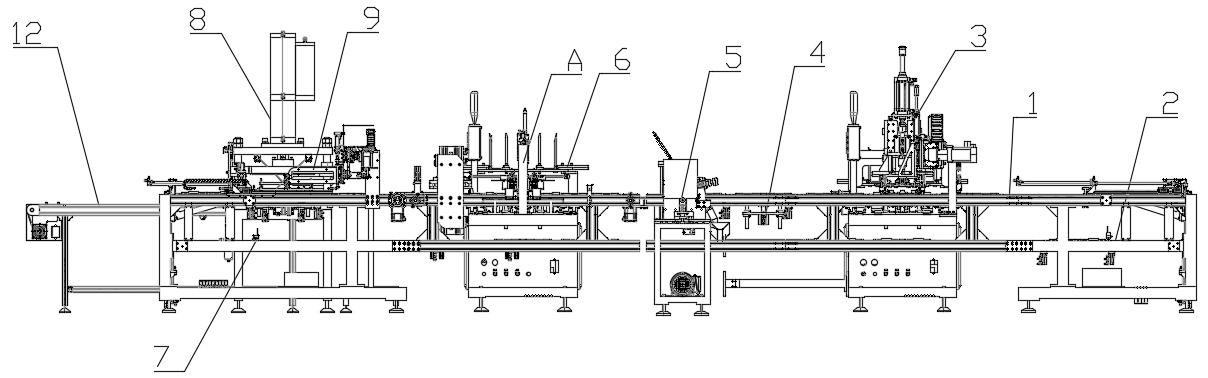
1.一种包装盒底托生产线,包括输送线(1)以及沿输送线(1)依次设置的头部升降机(2)、纸片上料成型机(3)、工装精定位组件(4)、泡沫及纸片上胶机(5)、底板上料机(6)、尾部升降机(7);其特征在于:所述尾部升降机(7)一侧设置平压模切机(8)和机械手(9);所述机械手(9)设置两组,均设置于转移轴(10)上,转移轴(10)与输送线(1)垂直,用于驱动机械手(9)沿垂直于输送线(1)的方向上往复移动。
2.根据权利要求1所述的包装盒底托生产线,其特征在于:所述纸片上料成型机(3)、底板上料机(6)、转移轴(10)和平压模切机(8)均位于输送线(1)的同一侧。
3.根据权利要求1所述的包装盒底托生产线,其特征在于:两组所述机械手(9)设置于滑轨(11)上,滑轨(11)通过滑块滑动设置于转移轴(10)上。
4.根据权利要求3所述的包装盒底托生产线,其特征在于:所述机械手(9)能够沿滑轨(11)滑动,并通过固定件进行固定。
5.根据权利要求4所述的包装盒底托生产线,其特征在于:所述机械手(9)包括升降气缸(901)、连接板(902)、滑板(903)、吸盘(904);所述连接板(902)通过固定件固定于滑轨(11)上,所述升降气缸(901)固定于连接板(902)上,升降气缸(901)底部输出端与滑板(903)连接,滑板(903)与连接板(902)上下滑动设置,滑板(903)一侧固定有支撑架(905),支撑架(905)底部固定有纵向调整板(906),纵向调整板(906)下表面与横向调整板(907)连接,纵向调整板(906)与横向调整板(907)垂直设置;横向调整板(907)底部设置若干吸盘(904)。
6.根据权利要求5所述的包装盒底托生产线,其特征在于:所述横向调整板(907)上开设横向条形槽(908),所述吸盘(904)滑动设置于横向条形槽(908)中且通过螺栓固定。
7.根据权利要求1所述的包装盒底托生产线,其特征在于:所述平压模切机(8)一侧设置产品转运传送带(12)。
8.根据权利要求1-7任一项所述的包装盒底托生产线,其特征在于:所述输送线(1)上设置底板吸附装置(a),所述底板吸附装置(a)用于吸附由底板上料机(6)输送至输送线(1)上的底板,底板吸附装置(a)包括支架(13)、主升降气缸(14)、副升降气缸(15)、底板吸盘(16);所述支架(13)固定于输送线(1)上,所述主升降气缸(14)通过主安装板(17)固定于支架(13)上,主升降气缸(14)底部输出端与副安装板(18)连接,副安装板(18)与主安装板(17)上下滑动连接;所述副升降气缸(15)固定于副安装板(18)上,副升降气缸(15)的输出端与竖直板(19)连接,竖直板(19)与副安装板(18)上下滑动连接,竖直板(19)底部与纵向板(21)连接,纵向板(21)下表面与横向板(20)连接,横向板(20)与纵向板(21)垂直设置;横向板(20)底部设置若干底板吸盘(16),用于吸附底板。
9.根据权利要求8所述的包装盒底托生产线,其特征在于:所述输送线(1)上设置用于托起底板的托纸机构,所述托纸机构包括对称设置的两组托纸板(22),每组托纸板(22)由一组托纸气缸(23)驱动。
技术总结
本技术涉及包装技术领域,具体地涉及一种包装盒底托生产线,包括输送线以及沿输送线依次设置的头部升降机、纸片上料成型机、工装精定位组件、泡沫及纸片上胶机、底板上料机、尾部升降机;所述尾部升降机一侧设置平压模切机和机械手;所述机械手设置两组,均设置于转移轴上,转移轴与输送线垂直,用于驱动机械手沿垂直于输送线的方向上往复移动。本技术采用平压模切机且将平压模切机设置于尾部升降机一侧,由位于输送线一侧的机械手进行取料和卸料,缩短了输送线线体长度,使结构设计更加合理,操作更加方便快捷。
技术研发人员:王成功,王正才
受保护的技术使用者:世纪博瑞(潍坊)自动化设备有限公司
技术研发日:20230215
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!