一种酒用包装点胶自动化定位控制装置的制作方法
本技术涉及包装盒制品自动点胶定位,具体涉及一种酒用包装点胶自动化定位控制装置。
背景技术:
1、在包装盒制品生产过程中,需要对纸盒内部进行点胶,传统的点胶需要人工将纸盒按照要求摆放在固定的夹具内,然后再由点胶机进行点胶工作,期间人工需要不停的拿取、摆放,耗时耗力,效率低下。对于酒类包装盒的生产批量较大,因此,需要一种自动化的点胶定位机构。经检索,暂未发现能解决上述问题的技术。
技术实现思路
1、(一)解决的技术问题
2、为了解决上述背景技术中存在的问题,本实用新型设计一种酒用包装点胶自动化定位控制装置,使酒用纸盒包装进行自动化排齐、运输和定位,便于实施精准的点胶工作,同时能实现无人操作和可调节生产节奏,减少物料堆积的问题。
3、(二)技术方案
4、为实现上述目的,本实用新型提供如下技术方案:
5、一种酒用包装点胶自动化定位控制装置,其特征在于:包括第一输送带、第二输送带,所述第一输送带、第二输送带首尾承接,所述第一输送带上游设置有第一支架,第一支架上固定有两组导流板,两组导流板能在第一支架上进行间距和角度调节且实现对纸盒进行导流作用,所述第一输送带上设置有第二支架,所述第二支架上固定有推齐板,所述第二输送带上游设置有第三支架,第三支架上对称设置有两组限位板,限位板用于控制从第一输送带上运输过来的纸盒方向,并能起到防止多个纸盒堆积而造成错位的作用,所述第二输送带下游设置有第四支架,第四支架上安装有固定架,固定架上安装有气缸,气缸上设置有两个夹紧板,两个所述夹紧板实现对经过的纸盒夹紧动作。
6、作为上一步优选方案,所述第一支架上还固定有导流杆,导流杆用于将第一输送带上运送的纸盒进行阻碍并调整其方位,实现调整纸盒的长度方向与移动方向一致的效果。
7、作为上一步优选方案,所述第二支架上还固定有电机、固定轴,电机上设置有转轮,推齐板可绕固定轴转动,连杆与推齐板、转轮转动连接,所述推齐板、连杆、转轮、固定轴构成四连杆机构。
8、作为上一步优选方案,当所述电机带动转轮转动时,连杆可带动推齐板实现c°范围内做扇形摆动,所述连杆与推齐板、转轮转动连接,所述推齐板、连杆、转轮、固定轴设置为对称两组,两组推齐板摆动时可将纸盒排齐,用于调整纸盒的移动方向与长度方向一致。
9、作为上一步优选方案,所述第一支架上分别设置有第一调节槽,第二支架上分别设置有第二调节槽,第三支架上分别设置有第三调节槽,第四支架上分别设置有第四调节槽,第一调节槽调节导流板,第二调节槽调节推齐板,第三调节槽调节限位板,第四调节槽调节固定架。
10、作为上一步优选方案,所述固定架、夹紧板、气缸设置为对称两组,当两组所述气缸工作时,实现对两个夹紧板向中间顶出。
11、作为上一步优选方案,所述气缸可用电磁推杆或电机带动连杆机构。以满足没有空压机提供气源的工作场所需求。
12、作为上一步优选方案,所述夹紧板为l形结构。
13、作为上一步优选方案,所述第一输送带和第二输送带设置不同运输速度。便于调整运输和定位点胶不同工艺的时间节奏。
14、(三)有益效果
15、本实用新型提供了一种酒用包装点胶自动化定位控制装置,具备以下有益效果:
16、1、本实用新型产品导流杆可实现对第一输送带上的纸盒进行初步调整姿态。
17、2、本实用新型产品在导流板作用下,可对进一步调整纸盒的姿态。
18、3、本实用新型产品两组推齐板可将纸盒排齐,省去人工调整。
19、4、本实用新型产品两组限位板可保持纸盒运输方向,并起到对点胶工序的缓冲作用。
20、4、本实用新型产品两组气缸可推动夹紧板对纸盒进行夹紧固定,便于点胶工作,气缸也可换成电磁推杆或电机带动连杆机构等结构,以满足没有空压机提供气源的工作场所需求。
21、5、本实用新型产品第一输送带和第二输送带可分别设置运输速度,便于调整运输和定位点胶不同工艺的时间节奏。
22、6、本实用新型产品结构简单,便于加工制造和推广,有效解决了人工拿取纸盒再进行定位点胶的问题,提高了工作的效率和自动化水平。
技术特征:
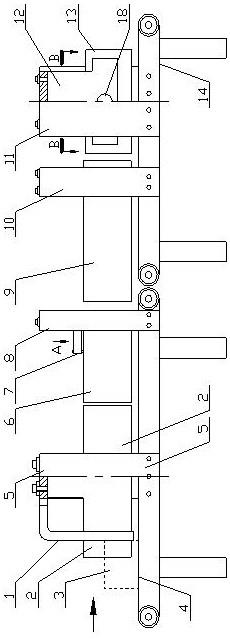
1.一种酒用包装点胶自动化定位控制装置,其特征在于:包括第一输送带(4)、第二输送带(14),所述第一输送带(4)、第二输送带(14)首尾承接,所述第一输送带(4)上游设置有第一支架(5),第一支架(5)上固定有两组导流板(2),两组导流板(2)能在第一支架(5)上进行间距和角度调节且实现对纸盒(3)进行导流作用,所述第一输送带(4)上设置有第二支架(8),所述第二支架(8)上固定有推齐板(6),所述第二输送带(14)上游设置有第三支架(10),第三支架(10)上对称设置有两组限位板(9),限位板(9)用于控制从第一输送带(4)上运输过来的纸盒(3)方向,并能起到防止多个纸盒(3)堆积而造成错位的作用,所述第二输送带(14)下游设置有第四支架(11),第四支架(11)上安装有固定架(12),固定架(12)上安装有气缸(18),气缸(18)上设置有两个夹紧板(13),两个所述夹紧板(13)实现对经过的纸盒(3)夹紧动作。
2.根据权利要求1所述的一种酒用包装点胶自动化定位控制装置,其特征在于:所述第一支架(5)上还固定有导流杆(1),导流杆(1)用于将第一输送带(4)上运送的纸盒(3)进行阻碍并调整其方位,实现调整纸盒(3)的长度方向与移动方向一致的效果。
3.根据权利要求1所述的一种酒用包装点胶自动化定位控制装置,其特征在于:所述第二支架(8)上还固定有电机(16)、固定轴(17),电机(16)上设置有转轮(15),推齐板(6)可绕固定轴(17)转动,连杆(7)与推齐板(6)、转轮(15)转动连接,所述推齐板(6)、连杆(7)、转轮(15)、固定轴(17)构成四连杆机构。
4.根据权利要求3所述的一种酒用包装点胶自动化定位控制装置,其特征在于:当所述电机(16)带动转轮(15)转动时,连杆(7)可带动推齐板(6)实现c°范围内做扇形摆动,所述连杆(7)与推齐板(6)、转轮(15)转动连接,所述推齐板(6)、连杆(7)、转轮(15)、固定轴(17)设置为对称两组,两组推齐板(6)摆动时可将纸盒(3)排齐,用于调整纸盒(3)的移动方向与长度方向一致。
5.根据权利要求1所述的一种酒用包装点胶自动化定位控制装置,其特征在于:所述第一支架(5)上分别设置有第一调节槽(19),第二支架(8)上分别设置有第二调节槽(20),第三支架(10)上分别设置有第三调节槽(21),第四支架(11)上分别设置有第四调节槽(22),第一调节槽(19)调节导流板(2),第二调节槽(20)调节推齐板(6),第三调节槽(21)调节限位板(9),第四调节槽(22)调节固定架(12)。
6.根据权利要求1所述的一种酒用包装点胶自动化定位控制装置,其特征在于:所述固定架(12)、夹紧板(13)、气缸(18)设置为对称两组,当两组所述气缸(18)工作时,实现对两个夹紧板(13)向中间顶出。
7.根据权利要求1或6所述的一种酒用包装点胶自动化定位控制装置,其特征在于:所述气缸(18)可用电磁推杆或电机带动连杆机构。
8.根据权利要求1或6所述的一种酒用包装点胶自动化定位控制装置,其特征在于:所述夹紧板(13)为l形结构。
9.根据权利要求1所述的一种酒用包装点胶自动化定位控制装置,其特征在于:所述第一输送带(4)和第二输送带(14)设置不同运输速度。
技术总结
本技术公开了一种酒用包装点胶自动化定位控制装置,包括第一输送带、第二输送带,第一输送带、第二输送带首尾承接,第一输送带上游设置有第一支架,第一支架上固定有两组导流板,两组导流板能在第一支架上进行间距和角度调节且实现对纸盒进行导流作用,第一输送带上设置有第二支架,第二支架上固定有推齐板,第二输送带上游设置有第三支架,第三支架上对称设置有两组限位板,起到防止多个纸盒堆积而造成错位的作用,第二输送带下游设置有第四支架,第四支架上安装有固定架,固定架上安装有气缸,气缸上设置有两个夹紧板,夹紧板实现对经过的纸盒夹紧动作。本技术产品导流杆可实现对第一输送带上的纸盒进行初步调整姿态。
技术研发人员:倪春票
受保护的技术使用者:江苏新亚彩印包装有限公司
技术研发日:20230228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!