一种连续落纱装置的制作方法
本技术涉及纺纱设备,尤其涉及一种连续落纱装置。
背景技术:
1、传统的纺纱过程中,在纱筒表面纱线缠绕满后,需要对纱筒进行及时更换,最传统的换纱过程是工作人员手工进行更换,我司实际投产的落纱小车能够替代人工,其在沿着生产线移动的过程中完成了对纱筒的自动更换,通过设置多个抓管器能够对多个纱筒进行同时更换,极大的提高了落纱的效率。
2、但是在实际落纱作业的过程中,多个抓管器同时对多个纱管进行抓持下料,纱管直接掉落至下方的存储箱内,在抓管器以及存储箱之间缺少辅助的落纱组件,含有纱线的纱管无序地掉落至存储箱内,纱管在存储箱内无序分布,纱管之间存在间隙,影响存储箱实际的存储,并且纱管在存储箱内无序摆放,在小车启停的过程中,无序摆放的纱管之间支撑稳定性差,容易发生晃动发生碰撞摩擦,影响纱管表面纱线的质量。
技术实现思路
1、本实用新型的目的是解决现有技术中存在的缺点,而提出的一种连续落纱装置,其能够实现对纱管连续有效的落纱,保证纱管摆放的有序稳定。
2、为了实现上述目的,本实用新型采用了如下技术方案:
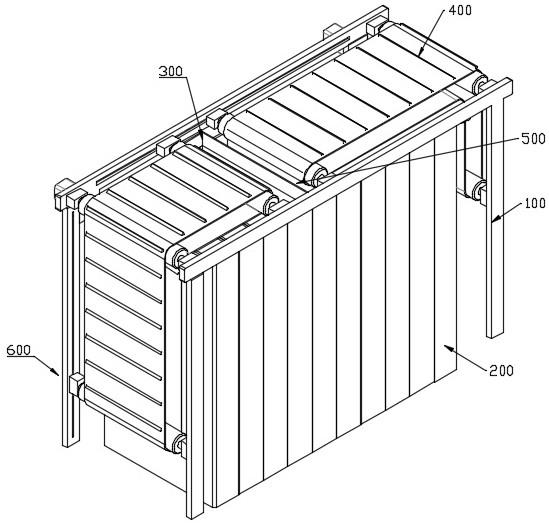
3、一种连续落纱装置,包括安装于存储箱外侧的定位安装架,所述定位安装架内侧安装有两组落纱组件,两组所述落纱组件相对设置且存在预定间距,所述落纱组件包括动输送滚筒一以及动输送滚筒二,所述动输送滚筒一以及动输送滚筒二之间套设有输送皮带,两组所述输送皮带靠近预定间距一侧均水平布置,所述定位安装架表面设置有驱动装置,其中通过驱动装置控制落纱组件处于不同位置实现连续落纱。
4、优选地,所述落纱组件还包括定输送滚筒一以及定输送滚筒二,所述输送皮带呈l状态分布,所述定输送滚筒一以及定输送滚筒二位于输送皮带折弯处与输送皮带相配合。
5、优选地,所述驱动装置包括驱动组件一以及驱动组件二,其中通过驱动组件一控制动输送滚筒一沿着第一方向线性移动,通过驱动组件二控制动输送滚筒二沿着第二方向线性移动。
6、优选地,所述定位安装架表面安装固定有电控装置用于控制定输送滚筒一以及定输送滚筒二转动。
7、优选地,所述输送皮带表面固定连接有若干个定位挡条,两个所述定位挡条之间形成限位区间。
8、优选地,所述预定间距下方设置有导向组件,所述导向组件与第一个落纱组件相固定。
9、优选地,所述导向组件包括中空的导向套,所述导向套内壁为漏斗状态。
10、本实用新型与现有技术相比,其有益效果为:
11、通过在存储箱上方设置有两组落纱组件,先后控制落纱组件移动,能够实现对其表面纱管的控制,实现连续稳定的落纱过程,让纱管整齐稳定的排放于存储箱的内部,提高存储箱存储的利用率也保证了纱管运输过程中的稳定;并且通过设置定输送滚筒一以及定输送滚筒二能够改变输送皮带的走向,让其处于l形的折弯状态,能够在满足输送距离需求的同时,最大化降低了小车内部所占用的空间,满足了小车轻量化的设计需求,同时也能够直接安装于现有的落纱小车内部,改造简便;通过设置定位挡条形成的限位区间能够保证纱管在输送过程中的稳定;通过设置导向组件能够保证在掉落过程中的稳定,提高整体落纱效率以及稳定性。
技术特征:
1.一种连续落纱装置,包括安装于存储箱(200)外侧的定位安装架(100),其特征在于:
2.根据权利要求1所述的一种连续落纱装置,其特征在于,所述落纱组件(400)还包括定输送滚筒一(420)以及定输送滚筒二(430),所述输送皮带(440)呈l状态分布,所述定输送滚筒一(420)以及定输送滚筒二(430)位于输送皮带(440)折弯处与输送皮带(440)相配合。
3.根据权利要求2所述的一种连续落纱装置,其特征在于,所述驱动装置(600)包括驱动组件一(610)以及驱动组件二(620),其中通过驱动组件一(610)控制动输送滚筒一(410)沿着第一方向线性移动,通过驱动组件二(620)控制动输送滚筒二(450)沿着第二方向线性移动。
4.根据权利要求2所述的一种连续落纱装置,其特征在于,所述定位安装架(100)表面安装固定有电控装置(421)用于控制定输送滚筒一(420)以及定输送滚筒二(430)转动。
5.根据权利要求1所述的一种连续落纱装置,其特征在于,所述输送皮带(440)表面固定连接有若干个定位挡条(441),两个所述定位挡条(441)之间形成限位区间。
6.根据权利要求1所述的一种连续落纱装置,其特征在于,所述预定间距(500)下方设置有导向组件(300),所述导向组件(300)与第一个落纱组件(400)相固定。
7.根据权利要求6所述的一种连续落纱装置,其特征在于,所述导向组件(300)包括中空的导向套,所述导向套内壁为漏斗状态。
技术总结
本技术公开了一种连续落纱装置,包括安装于存储箱外侧的定位安装架,所述定位安装架内侧安装有两组落纱组件,两组所述落纱组件相对设置且存在预定间距,所述落纱组件包括动输送滚筒一以及动输送滚筒二,所述动输送滚筒一以及动输送滚筒二之间套设有输送皮带,两组所述输送皮带靠近预定间距一侧均水平布置,所述定位安装架表面设置有驱动装置。本技术其能够实现对纱管连续有效的落纱,保证纱管摆放的有序稳定。
技术研发人员:姚继宝,王炜,陈平,胡培华
受保护的技术使用者:铜陵市精特机械有限责任公司
技术研发日:20230313
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!