成型机构及成型装置的制作方法
本申请涉及纸塑产品成型,具体涉及一种成型机构及包含该成型机构的成型装置。
背景技术:
1、目前在生产纸塑产品时,通常采用两段成型模具进行成型。首先第一段成型模具将浆液成型出半成品,然后第二段成型模具继续对半成品进行挤压以成型出成品。然而,由于从半成品加工至成品时,产品的挤压变形量较大,易出现产品壁厚不均匀的问题。
技术实现思路
1、鉴于以上内容,有必要提出一种成型机构及包含该成型机构的成型装置,以改善成型过程中出现产品壁厚不均匀的问题,从而提高产品的生产质量。
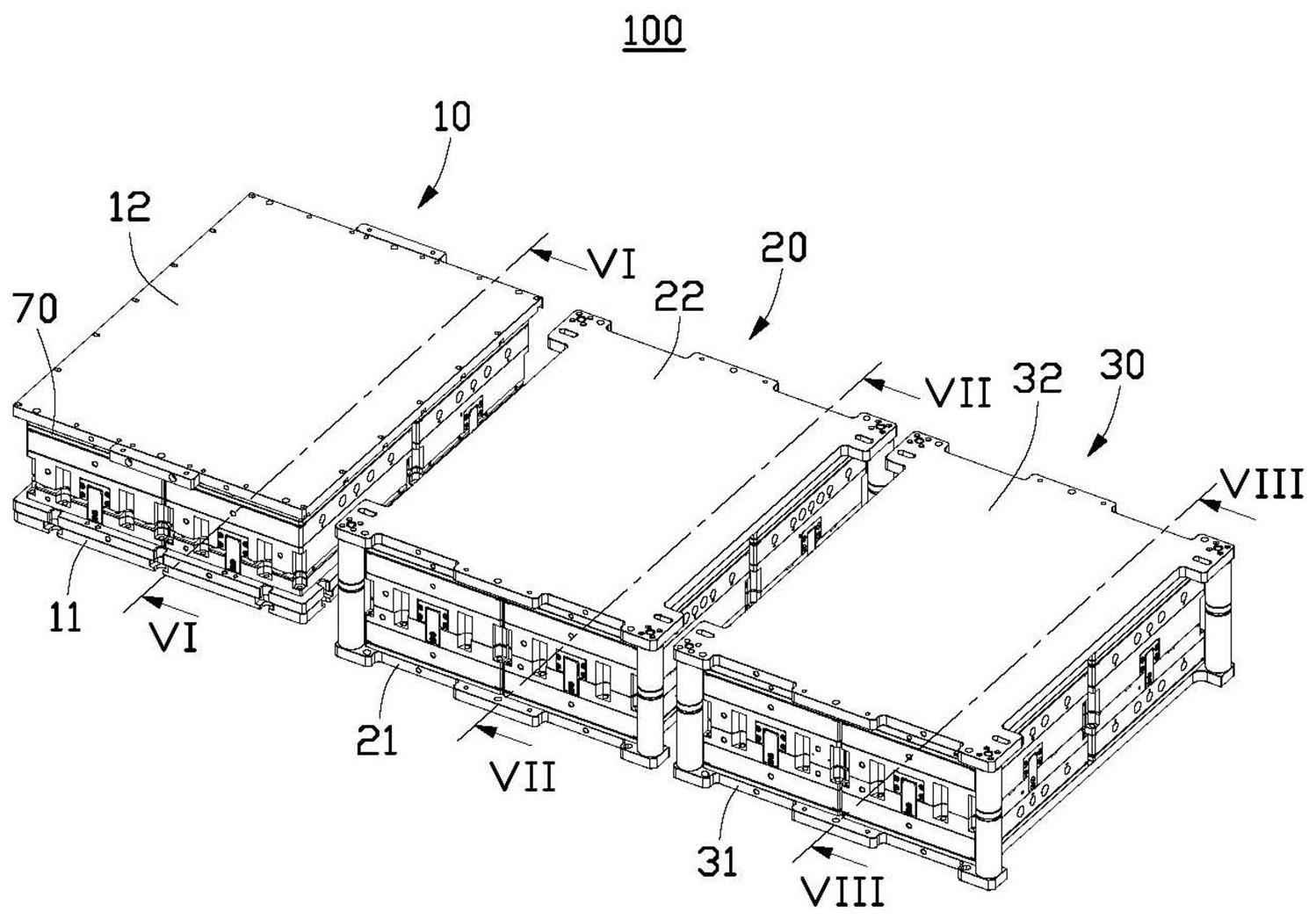
2、本申请实施例提供一种成型机构,所述成型机构包括第一成型模、第二成型模、第三成型模、第一成型网和第二成型网;所述第一成型模包括所述第一下模和第一上模;所述第一下模设有第一凸模;所述第一上模与所述第一下模相对设置,所述第一上模开设有第一模腔,所述第一模腔的腔壁和所述第一凸模上均开设有多个第一吸附孔,所述第一模腔在合模时与所述第一凸模对应的侧壁形成用于收容浆液的第一间隙,并将所述浆液成型为第一半成品,多个所述第一吸附孔用于在成型时吸附所述浆液中的水分;所述第二成型模包括第二下模和第二上模;所述第二下模设于所述第一下模的一侧,所述第二下模设有第二凸模;所述第二上模与所述第二下模相对设置,所述第二上模开设有第二模腔,所述第二模腔的腔壁开设有多个第二吸附孔,所述第二模腔在合模时与所述第二凸模对应的侧壁形成用于收容所述第一半成品的第二间隙,并将所述第一半成品成型至第二半成品,所述第二间隙中相对的两侧壁的间距小于所述第一间隙中对应的相对两侧壁的间距,多个所述第二吸附孔用于在成型所述第二半成品时吸附所述第一半成品中的水分;所述第三成型模包括第三下模和第三上模;所述第三下模设于所述第二下模远离所述第一下模的一侧,所述第三下模设有第三凸模;所述第三上模与所述第三下模相对设置,所述第三上模开设有第三模腔,所述第三模腔的腔壁开设有多个第三吸附孔,所述第三模腔在合模时与所述第三凸模对应的侧壁形成用于收容所述第二半成品的第三间隙,并将所述第二半成品成型至所述成品,所述第三间隙中相对的两侧壁的间距小于所述第二间隙中对应的相对两侧壁的间距,多个所述第三吸附孔用于在成型所述成品时吸附多余的水分;所述第一成型网设于所述第一凸模,用于留置所述浆液中的浆料,以成型所述第一半成品;所述第二成型网设于所述第三模腔内,用于收容所述第二半成品的部分结构以成型所述成品。
3、上述成型机构采用了三段式成型,即将第一半成品加工成成品必须要经过第二半成品的阶段,因此从第二半成品到成品过程中所需的修整量必然小于直接从第一半成品到成品过程中所需的修整量,由于修整量变小从而避免了因修整量过大导致壁厚不均的问题,进而使成型出的成品壁厚更加均匀,成品质量更高。此外,在成型成品过程中,第二半品上底壁部分的浆料会被均匀分摊压入第二成型网的网孔内,从而使得第二半成品底壁的壁厚分布能够更加均匀,进一步提高成品质量。
4、在一些实施例中,所述第一成型网至少为双层网结构,所述第一成型网包覆于所述第一凸模的表面。
5、在一些实施例中,第三上模设有凸台,所述凸台凸出所述第三模腔的底壁;所述第二成型网包括至少一第一网片和至少一第二网片;所述第一网片设于所述第三模腔的底壁;所述第二网片设于所述凸台朝向所述第三凸模的一侧。
6、在一些实施例中,所述第三模腔的底壁开设有第一凹槽,所述第一凹槽用于容纳所述第一网片;所述凸台朝向所述第三凸模的一侧开设有第二凹槽,所述第二凹槽用于容纳所述第二网片。
7、在一些实施例中,所述第一凸模的表面开设有多个连通槽,相邻两个所述第一吸附孔通过所述连通槽连通。
8、在一些实施例中,所述成型机构还包括围拦件,所述围拦件设于所述第一下模,且与所述第一凸模同侧设置,所述围拦件围绕设置于所述第一凸模的周侧,所述围拦件用于围住成型所述第一半成品的所述浆液;所述第一上模开设有与所述围拦件相适配的避让槽。
9、在一些实施例中,所述第一吸附孔的孔径大于所述第二吸附孔的孔径,所述第二吸附孔的孔径大于所述第三吸附孔的孔径。
10、在一些实施例中,所述第一吸附孔为阶梯孔,所述第一吸附孔与所述第一模腔连通的一端的孔径小于所述第一吸附孔远离所述第一模腔一端的孔径;所述第二吸附孔为阶梯孔,所述第二吸附孔与所述第二模腔连通的一端的孔径小于所述第二吸附孔远离所述第二模腔一端的孔径;所述第三吸附孔为阶梯孔,所述第三吸附孔与所述第三模腔连通的一端的孔径小于所述第三吸附孔远离所述第三模腔一端的孔径。
11、在一些实施例中,所述第一模腔的腔壁上开设有第一吸附槽,所述第一吸附槽的一端与所述第一吸附孔连通,所述第一吸附槽的另一端延伸至所述第一上模的朝向所述第一下模的表面;所述第二模腔的腔壁上开设有第二吸附槽,所述第二吸附槽的一端与所述第二吸附孔连通,所述第二吸附槽的另一端延伸至所述第二上模的朝向所述第二下模的表面;所述第三模腔的腔壁上开设有第三吸附槽,所述第三吸附槽的一端与所述第三吸附孔连通,所述第三吸附槽的另一端延伸至所述第三上模的朝向所述第三下模的表面。
12、本申请实施例同时提供一种成型装置,包括如上所述的成型机构、吸附机构和驱动机构;所述吸附机构与所述第一吸附孔、第二吸附孔及第三吸附孔连通,用于排出第一间隙、第二间隙及第三间隙内的水分;所述驱动机构与所述第一上模、所述第二上模及所述第三上模连接,所述驱动机构用于驱动所述第一上模、所述第二上模及所述第三上模移动,所述驱动机构移动所述第一上模至所述第二下模上时,所述第一上模可将所述第一半成品放置于所述第二下模,所述驱动机构移动所述第二上模至所述第三下模上时,所述第二上模可将所述第二半成品放置于所述第三下模,所述驱动机构移动所述第三上模至预定位置时,所述第三上模可将所述成品释放。
技术特征:
1.一种成型机构,其特征在于,包括:
2.如权利要求1所述的成型机构,其特征在于,
3.如权利要求1所述的成型机构,其特征在于,
4.如权利要求3所述的成型机构,其特征在于,
5.如权利要求1所述的成型机构,其特征在于,
6.如权利要求1所述的成型机构,其特征在于,
7.如权利要求1所述的成型机构,其特征在于,
8.如权利要求1所述的成型机构,其特征在于,
9.如权利要求1所述的成型机构,其特征在于,
10.一种成型装置,其特征在于,包括:
技术总结
本申请公开了一种成型机构。成型机构包括第一成型模、第二成型模、第三成型模、第一成型网和第二成型网;第一成型模用于将浆液成型为第一半成品,第二成型模用于将第一半成品成型为第二半成品,第三成型模用于将第二半成品成型为成品,第一成型网设于第一成型模,用于留置浆液中的浆料,以成型第一半成品,第二成型网设于第三成型模,用于收容第二半成品的部分结构以成型成品。该成型机构通过采用三段成型的方式并在成型时配合使用第一成型网和第二成型网,以避免发生因成型过程中修整量变化过大导致成品壁厚不均的问题。本申请同时提供一种包括该成型机构的成型装置。
技术研发人员:罗磊,蔡进,罗军华,梁隆富
受保护的技术使用者:富联科技(兰考)有限公司
技术研发日:20230327
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!