全自动纸盒折叠成型机的制作方法
本技术属于纸盒成型设备,尤其涉及一种全自动纸盒折叠成型机。
背景技术:
1、纸质的纸盒作为盛放产品的重要包装物而得到了广泛的应用,不仅环保,而且成本低、重量轻,便于运输的优点。纸盒现已被广泛应用于电子、食品、饮料、酒类、茶品、卷烟、医药、保健品、化妆品、小家电、服装、玩具、体育用品等行业和产品包装配套等行业是一个不可缺少的行业。随着现代工业的高速发展和人们生活水平的不断提高,消费者对纸盒加工的要求越来越高,不仅要求纸盒结构尺寸设计合理,而且还应保证盒片有足够的模切精度和折叠粘盒精度,基于此,生产商家对纸盒的生产效率要求越来越高,通过纸盒折叠机实现纸盒的自动化折叠生产,而对于薄原材纸料,由于其特殊的加工特点,因此在包装件的折叠过程中,大多采用人工折叠并进一步进行粘胶,以保证纸盒成品的质量,而采用现有技术中的方法对薄原材纸料进行加工生产时,存在严重的生产效率低下的情况,并且人工成本高的技术问题。
技术实现思路
1、本实用新型的目的在于提供一种全自动纸盒折叠成型机,旨在解决现有技术中的纸盒折叠成型加工生产效率较低的技术问题。
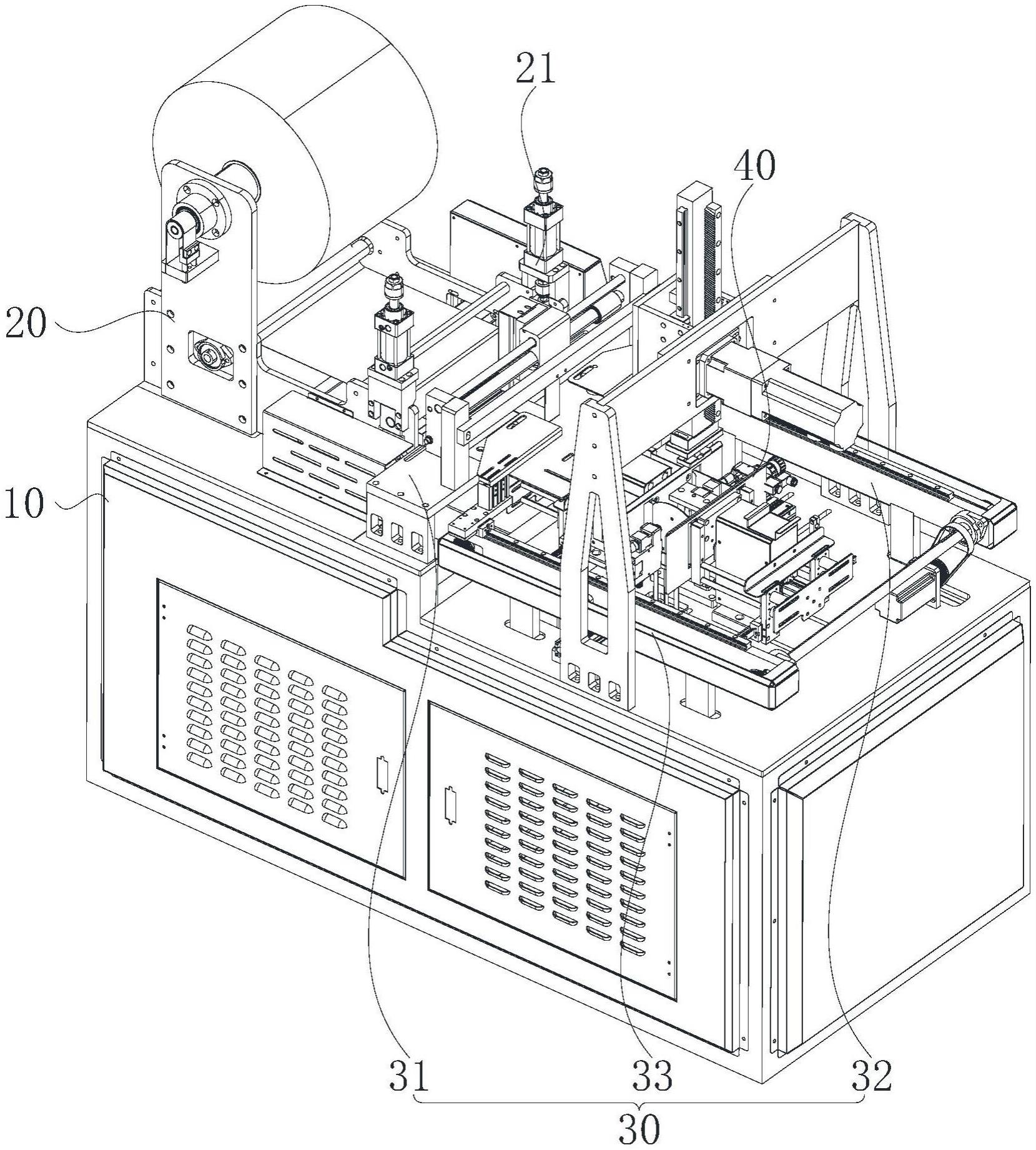
2、为实现上述目的,本实用新型实施例提供的一种全自动纸盒折叠成型机,包括机台、放料装置、裁剪装置和折叠装置,其中:
3、机台,用于提供布局安装位置。
4、放料装置,所述放料装置安装于所述机台上,用于储料放卷。
5、裁剪装置,所述裁剪装置安装于所述机台上,且所述裁剪装置与所述放料装置相邻设置,用于对放卷原材进行定距分割裁剪。
6、折叠装置,所述折叠装置安装于所述机台上,且所述折叠装置与所述裁剪装置相邻设置,所述折叠装置与所述放料装置相对设置,所述折叠装置上设置有第一点胶装置和第二点胶装置,用于对裁剪后进行折叠成型的原材进行折叠部分点胶固定。
7、优选地,所述折叠装置还包括纸盒底模、两个第一折叠装置、两个第二折叠装置和压料装置,所述纸盒底模、所述第一折叠装置、所述第二折叠装置、所述压料装置、所述第一点胶装置和所述第二点胶装置均安装于所述机台上,两所述第一折叠装置相对设置,两所述第二折叠装置相对设置,且两所述第一折叠装置和两所述第二折叠装置环绕所述纸盒底模相互交错围合设置,所述压料装置的移动端位于所述纸盒底模的上方,所述第一点胶装置和所述第二点胶装置相对设置,且两所述第二折叠装置均位于所述第一点胶装置和所述第二点胶装置之间。
8、优选地,所述第一折叠装置包括侧面折叠气缸、侧面成型压板、对折气缸装置和两对折板,所述侧面折叠气缸安装于所述机台上,所述侧面成型压板安装于所述侧面折叠气缸的移动端上,所述对折气缸装置安装于所述侧面折叠气缸上,且所述对折气缸装置的两移动端分别位于所述侧面折叠气缸的两侧,且所述侧面折叠气缸的移动端和所述对折气缸装置的移动端同向移动,两所述对折板分别安装于所述对折气缸装置的两移动端上。
9、优选地,所述侧面成型压板上设置有两供所述对折板穿过的避空孔,且两所述避空孔分别靠近所述侧面成型压板的两端设置,两所述对折板分别所述纸盒底模位于两所述避空孔之间的范围内。
10、优选地,所述侧面成型压板的顶部自下而上朝所述侧面折叠气缸一侧倾斜延伸设置。
11、优选地,两所述第一折叠装置上的相对设置的两所述对折板之间相向错位移动。
12、优选地,所述第二折叠装置包括升降气缸和折边板,所述升降气缸移动端朝上安装于所述机台上,所述折边板竖直安装于所述升降气缸的移动端上。
13、优选地,所述折边板的顶部边缘呈中间向上凸起的弧形设置。
14、优选地,所述裁剪装置包括切料装置、第一送料装置和第二送料装置,所述切料装置、所述第一送料装置和所述第二送料装置均安装于所述机台上,所述切料装置位于放料装置和所述折叠装置之间,所述第一送料装置和所述第二送料装置分别位于所述折叠装置的两侧,且所述第一送料装置和所述第二送料装置的移动取料端在所述切料装置和所述折叠装置之间往返移动。
15、优选地,所述第一送料装置和所述第二送料装置均包括送料轨道、吸料气缸、延伸板和吸盘,所述送料轨道安装于所述机台上,所述吸料气缸移动端朝上安装于所述送料轨道的移动端上,所述延伸板的一端与所述吸料气缸的移动端固定连接,且两所述延伸板的另一端相向延伸设置,所述吸盘固定安装于所述延伸板另一端的底部位置,用于吸取裁剪后的原材。
16、本实用新型实施例提供的全自动纸盒折叠成型机中的上述一个或多个技术方案至少具有如下技术效果之一:
17、本实用新型中的全自动纸盒折叠成型机由机台、放料装置、裁剪装置和折叠装置组装而成,其中机台呈框架结构设置,且机台的顶部安装平面具备由一定的高度,一方面安装平面的高度设置,方便使用者对其进行相关操作,另一方面,机台的高度设置,便于各个装置的安装,放料装置用于存放料卷再进行输出,裁剪装置对放料装置输出的连续原材进行定距裁剪得到需求的片材,再将裁剪后的片材移动至下一工位,折叠装置用于接收裁剪装置输送过来的片材对其进行折叠点胶定型后输出,其中,折叠装置上设置有两个相对的点胶装置,两个点胶装置分别位于片材的两侧,对折叠后的纸盒两侧的折叠重叠部分进行点胶固定,组装时机台放置于地面,放料装置、裁剪装置和折叠装置均固定安装于机台的顶部平面上,放料装置和折叠装置分别临近机台的两端设置,裁剪装置位于放料装置和折叠装置之间,通过裁剪装置将连续的原材进行裁剪后逐个输送至折叠装置中进行纸盒成型折叠,在折叠过程中,对于纸盒两侧折叠重合的部分进行点胶操作,实现定型,裁剪装置吸取下一片片材移动至折叠装置的工位上,将成型的纸盒推力至折叠装置出料侧的出料板上,出料板的末端向下倾斜设置,成型的纸盒在推力的作用下沿着出料板的斜面滑落至收集处,从而实现设备自动折叠循环,通过上述的结构设置能够实现对薄纸张纸料进行不间断的自动折叠生产,从而有效的提高生产效率。
技术特征:
1.一种全自动纸盒折叠成型机,其特征在于:包括
2.根据权利要求1所述的全自动纸盒折叠成型机,其特征在于:所述折叠装置还包括纸盒底模、两个第一折叠装置、两个第二折叠装置和压料装置,所述纸盒底模、所述第一折叠装置、所述第二折叠装置、所述压料装置、所述第一点胶装置和所述第二点胶装置均安装于所述机台上,两所述第一折叠装置相对设置,两所述第二折叠装置相对设置,且两所述第一折叠装置和两所述第二折叠装置环绕所述纸盒底模相互交错围合设置,所述压料装置的移动端位于所述纸盒底模的上方,所述第一点胶装置和所述第二点胶装置相对设置,且两所述第二折叠装置均位于所述第一点胶装置和所述第二点胶装置之间。
3.根据权利要求2所述的全自动纸盒折叠成型机,其特征在于:所述第一折叠装置包括侧面折叠气缸、侧面成型压板、对折气缸装置和两对折板,所述侧面折叠气缸安装于所述机台上,所述侧面成型压板安装于所述侧面折叠气缸的移动端上,所述对折气缸装置安装于所述侧面折叠气缸上,且所述对折气缸装置的两移动端分别位于所述侧面折叠气缸的两侧,且所述侧面折叠气缸的移动端和所述对折气缸装置的移动端同向移动,两所述对折板分别安装于所述对折气缸装置的两移动端上。
4.根据权利要求3所述的全自动纸盒折叠成型机,其特征在于:所述侧面成型压板上设置有两供所述对折板穿过的避空孔,且两所述避空孔分别靠近所述侧面成型压板的两端设置,两所述对折板分别所述纸盒底模位于两所述避空孔之间的范围内。
5.根据权利要求3所述的全自动纸盒折叠成型机,其特征在于:所述侧面成型压板的顶部自下而上朝所述侧面折叠气缸一侧倾斜延伸设置。
6.根据权利要求3所述的全自动纸盒折叠成型机,其特征在于:两所述第一折叠装置上的相对设置的两所述对折板之间相向错位移动。
7.根据权利要求2所述的全自动纸盒折叠成型机,其特征在于:所述第二折叠装置包括升降气缸和折边板,所述升降气缸移动端朝上安装于所述机台上,所述折边板竖直安装于所述升降气缸的移动端上。
8.根据权利要求7所述的全自动纸盒折叠成型机,其特征在于:所述折边板的顶部边缘呈中间向上凸起的弧形设置。
9.根据权利要求1所述的全自动纸盒折叠成型机,其特征在于:所述裁剪装置包括切料装置、第一送料装置和第二送料装置,所述切料装置、所述第一送料装置和所述第二送料装置均安装于所述机台上,所述切料装置位于放料装置和所述折叠装置之间,所述第一送料装置和所述第二送料装置分别位于所述折叠装置的两侧,且所述第一送料装置和所述第二送料装置的移动取料端在所述切料装置和所述折叠装置之间往返移动。
10.根据权利要求9所述的全自动纸盒折叠成型机,其特征在于:所述第一送料装置和所述第二送料装置均包括送料轨道、吸料气缸、延伸板和吸盘,所述送料轨道安装于所述机台上,所述吸料气缸移动端朝上安装于所述送料轨道的移动端上,所述延伸板的一端与所述吸料气缸的移动端固定连接,且两所述延伸板的另一端相向延伸设置,所述吸盘固定安装于所述延伸板另一端的底部位置,用于吸取裁剪后的原材。
技术总结
本技术属于纸盒成型设备技术领域,尤其涉及一种全自动纸盒折叠成型机,机台,用于提供布局安装位置,放料装置,放料装置安装于机台上,用于储料放卷,裁剪装置,裁剪装置安装于机台上,且裁剪装置与放料装置相邻设置,用于对放卷原材进行定距分割裁剪,折叠装置,折叠装置安装于机台上,且折叠装置与裁剪装置相邻设置,折叠装置与放料装置相对设置,折叠装置上设置有第一点胶装置和第二点胶装置,用于对裁剪后进行折叠成型的原材进行折叠部分点胶固定。通过上述的结构设置能够实现对薄纸张进行不间断的自动折叠生产,从而有效的提高生产效率。
技术研发人员:陈夏辉
受保护的技术使用者:东莞市恒泰机械科技有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!