一种磁吸包装盒的自动加工设备的制作方法
本发明涉及包装盒加工设备领域,尤其涉及一种磁吸包装盒的自动加工设备。
背景技术:
1、在包装盒中,磁吸包装盒作为一种方便启闭的包装盒,其常被用于高档包装。磁吸包装盒包含内盒和设置于内盒外侧的外盒,内盒上端为开口状,并在其前端设置有磁粒片或铁粒片,外盒包裹在内盒外侧,外盒的自由端上设置有与内盒前端的磁粒片或铁粒片对应配合的铁粒片或磁粒片,实现磁吸连接闭合。目前的磁吸包装盒中,由于其结构与常规包装盒存在较大差异,尤其是其中对磁粒片、铁粒片的粘贴加工、内盒与外盒的粘贴加工等,均无相关设备进行自动加工,需要进行人工加工,不仅影响了磁吸包装盒的质量稳定性,同时也限制了磁吸包装盒的加工效率。
技术实现思路
1、本发明的目的在于提供一种磁吸包装盒的自动加工设备,可实现对磁吸包装盒的自动加工。
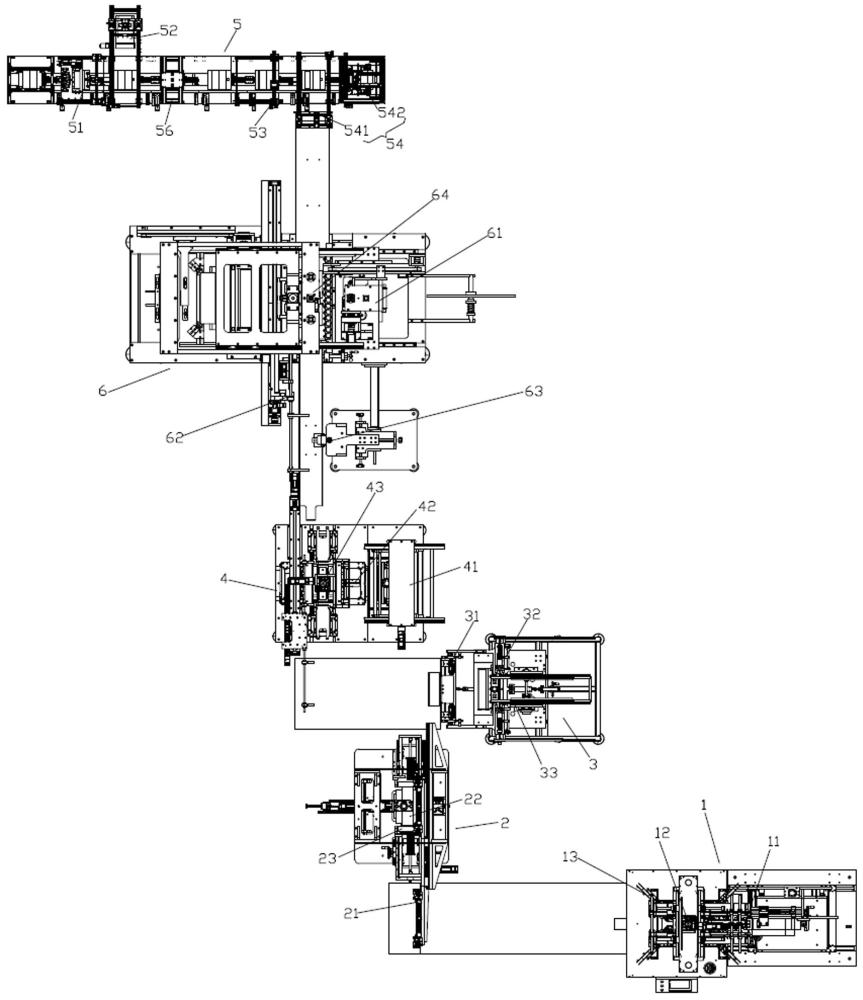
2、为达到上述目的,本发明采用如下技术方案:一种磁吸包装盒的自动加工设备,按照加工顺序依次包括内盒成型装置、压泡定型装置、贴磁装置、贴内纸装置和外盒粘贴成型装置;所述内盒成型装置包括内盒纸输送机构、内盒折叠成型机构和贴纸固定机构;所述压泡定型装置包括上下料夹具、压泡模具机构和压板机构;所述贴磁装置包括夹持翻转机构、磁粒输送机构和磁粒粘贴机构;所述贴内纸装置包括内纸粘贴机构、折叠机构和按压粘贴机构;所述外盒粘贴成型装置包括铁粒粘贴机构、贴纸包裹机构、刷胶机构和内外盒粘贴机构;所述内盒成型装置、压泡定型装置、贴磁装置、贴内纸装置和外盒粘贴成型装置之间均通过传送带连接。
3、具体的,内盒折叠成型机构包括内盒纸放置台、折叠按压模具和边角限位部件,折叠按压模具由垂直驱动机构驱动连接并与内盒纸中间的底板对齐,边角限位部件为四个且分别对准折叠按压模具的四个边角进行折叠限位。
4、具体的,贴纸固定机构为四个并分设于四个边角限位部件外侧,每个贴纸固定机构均包括贴纸放卷盘、贴纸输送轮和贴纸按压头,贴纸按压头由一水平驱动机构驱动连接,所述贴纸按压头呈内凹直角状,贴纸按压头顶端设置有与贴纸按压头齐平的贴纸切割刀头,边角限位部件由两个彼此分离且互相垂直的限位片组成,贴纸按压头对准边角限位部件两个限位片中间位置。
5、具体的,磁粒输送机构包括磁粒存储筒、磁粒输送推杆和磁粒输送驱动机构,所述磁粒输送驱动机构驱动连接磁粒输送推杆,磁粒输送推杆顶面与磁粒存储筒保持贴合,磁粒输送推杆上表面设置有磁粒容纳凹槽,所述磁粒容纳凹槽可从磁粒存储筒下方伸出。
6、具体的,磁粒粘贴机构包括磁粒粘贴驱动部件、磁粒吸附头和磁粒上胶部件,所述磁粒粘贴驱动部件驱动磁粒吸附头从磁粒容纳凹槽内吸取磁粒并移动至磁粒上胶部件上方上胶后移动至夹持翻转机构处的内盒体进行磁粒粘贴。
7、具体的,折叠机构包括升降平台、定位推板和折叠推板,定位推板和折叠推板均为四个且分设于升降平台四个侧面,折叠推板设置于定位推板上方,所述按压粘贴机构正对设置于升降平台上方。
8、具体的,内纸粘贴机构包括内纸吸取头、内纸粘贴驱动部件和内纸上胶部件,所述内纸粘贴驱动部件驱动内纸吸取头吸取内纸后再内纸上胶部件上上胶后向上翻转九十度粘贴在升降平台上的内盒外侧面上。
9、具体的,铁粒粘贴机构包括铁粒输送筒、铁粒输送推杆和铁粒输送驱动机构,所述铁粒输送驱动机构驱动铁粒输送推杆水平往返移动,所述铁粒输送推杆顶面与铁粒输送筒下端保持贴合,铁粒输送推杆上表面设置有铁粒容纳凹槽,铁粒容纳凹槽对准铁粒输送筒下端的铁粒出口且可被铁粒输送驱动机构从铁粒输送筒下方推出。
10、具体的,内外盒粘贴机构包括内盒放置粘贴机构、外盒粘贴按压机构、外盒翻折粘贴机构和推出机构,所述内盒放置粘贴机构用于从贴内纸装置和外盒粘贴成型装置之间的传送带上吸取内盒并放置到外盒粘贴成型装置的外盒纸板上,所述外盒粘贴按压机构包括按压驱动机构和按压模具,按压驱动机构驱动按压模具对粘贴在外盒纸板上的内盒进行按压,所述外盒翻折粘贴机构为两个并分设于外盒粘贴按压机构两侧对外盒纸板进行翻折与内盒侧面粘贴固定,所述推出机构用于将完成加工的盒子从外盒粘贴成型装置上推出。
11、具体的,还包括有丝带粘贴装置,所述丝带粘贴装置设置于贴内纸装置和外盒粘贴成型装置之间;所述丝带粘贴装置包括丝带输送机构、点胶机构和底纸粘贴机构,丝带输送机构用于将丝带进行裁剪并输送至内盒,点胶机构用于在内盒粘贴丝带处进行点胶,所述底纸粘贴机构用于吸取底纸并涂胶后粘贴于内盒粘贴丝带处。
12、本发明的有益效果在于:按照磁吸包装盒的加工顺序依次设置内盒成型装置、压泡定型装置、贴磁装置、贴内纸装置和外盒粘贴成型装置,并在上述各个装置之间设置传送带进行连接,可实现对磁吸包装盒的全自动加工,整个过程无需人工参与,有效提高磁吸包装盒的质量和生产效率。
技术特征:
1.一种磁吸包装盒的自动加工设备,其特征在于:按照加工顺序依次包括内盒成型装置、压泡定型装置、贴磁装置、贴内纸装置和外盒粘贴成型装置;所述内盒成型装置包括内盒纸输送机构、内盒折叠成型机构和贴纸固定机构;所述压泡定型装置包括上下料夹具、压泡模具机构和压板机构;所述贴磁装置包括夹持翻转机构、磁粒输送机构和磁粒粘贴机构;所述贴内纸装置包括内纸粘贴机构、折叠机构和按压粘贴机构;所述外盒粘贴成型装置包括铁粒粘贴机构、贴纸包裹机构、刷胶机构和内外盒粘贴机构;所述内盒成型装置、压泡定型装置、贴磁装置、贴内纸装置和外盒粘贴成型装置之间均通过传送带连接。
2.根据权利要求1所述的一种磁吸包装盒的自动加工设备,其特征在于:所述内盒折叠成型机构包括内盒纸放置台、折叠按压模具和边角限位部件,折叠按压模具由垂直驱动机构驱动连接并与内盒纸中间的底板对齐,边角限位部件为四个且分别对准折叠按压模具的四个边角进行折叠限位。
3.根据权利要求2所述的一种磁吸包装盒的自动加工设备,其特征在于:所述贴纸固定机构为四个并分设于四个边角限位部件外侧,每个贴纸固定机构均包括贴纸放卷盘、贴纸输送轮和贴纸按压头,贴纸按压头由一水平驱动机构驱动连接,所述贴纸按压头呈内凹直角状,贴纸按压头顶端设置有与贴纸按压头齐平的贴纸切割刀头,边角限位部件由两个彼此分离且互相垂直的限位片组成,贴纸按压头对准边角限位部件两个限位片中间位置。
4.根据权利要求1所述的一种磁吸包装盒的自动加工设备,其特征在于:所述磁粒输送机构包括磁粒存储筒、磁粒输送推杆和磁粒输送驱动机构,所述磁粒输送驱动机构驱动连接磁粒输送推杆,磁粒输送推杆顶面与磁粒存储筒保持贴合,磁粒输送推杆上表面设置有磁粒容纳凹槽,所述磁粒容纳凹槽可从磁粒存储筒下方伸出。
5.根据权利要求4所述的一种磁吸包装盒的自动加工设备,其特征在于:所述磁粒粘贴机构包括磁粒粘贴驱动部件、磁粒吸附头和磁粒上胶部件,所述磁粒粘贴驱动部件驱动磁粒吸附头从磁粒容纳凹槽内吸取磁粒并移动至磁粒上胶部件上方上胶后移动至夹持翻转机构处的内盒体进行磁粒粘贴。
6.根据权利要求1所述的一种磁吸包装盒的自动加工设备,其特征在于:所述折叠机构包括升降平台、定位推板和折叠推板,定位推板和折叠推板均为四个且分设于升降平台四个侧面,折叠推板设置于定位推板上方,所述按压粘贴机构正对设置于升降平台上方。
7.根据权利要求1所述的一种磁吸包装盒的自动加工设备,其特征在于:所述内纸粘贴机构包括内纸吸取头、内纸粘贴驱动部件和内纸上胶部件,所述内纸粘贴驱动部件驱动内纸吸取头吸取内纸后再内纸上胶部件上上胶后向上翻转九十度粘贴在升降平台上的内盒外侧面上。
8.根据权利要求1所述的一种磁吸包装盒的自动加工设备,其特征在于:所述铁粒粘贴机构包括铁粒输送筒、铁粒输送推杆和铁粒输送驱动机构,所述铁粒输送驱动机构驱动铁粒输送推杆水平往返移动,所述铁粒输送推杆顶面与铁粒输送筒下端保持贴合,铁粒输送推杆上表面设置有铁粒容纳凹槽,铁粒容纳凹槽对准铁粒输送筒下端的铁粒出口且可被铁粒输送驱动机构从铁粒输送筒下方推出。
9.根据权利要求1所述的一种磁吸包装盒的自动加工设备,其特征在于:所述内外盒粘贴机构包括内盒放置粘贴机构、外盒粘贴按压机构、外盒翻折粘贴机构和推出机构,所述内盒放置粘贴机构用于从贴内纸装置和外盒粘贴成型装置之间的传送带上吸取内盒并放置到外盒粘贴成型装置的外盒纸板上,所述外盒粘贴按压机构包括按压驱动机构和按压模具,按压驱动机构驱动按压模具对粘贴在外盒纸板上的内盒进行按压,所述外盒翻折粘贴机构为两个并分设于外盒粘贴按压机构两侧对外盒纸板进行翻折与内盒侧面粘贴固定,所述推出机构用于将完成加工的盒子从外盒粘贴成型装置上推出。
10.根据权利要求1所述的一种磁吸包装盒的自动加工设备,其特征在于:还包括有丝带粘贴装置,所述丝带粘贴装置设置于贴内纸装置和外盒粘贴成型装置之间;所述丝带粘贴装置包括丝带输送机构、点胶机构和底纸粘贴机构,丝带输送机构用于将丝带进行裁剪并输送至内盒,点胶机构用于在内盒粘贴丝带处进行点胶,所述底纸粘贴机构用于吸取底纸并涂胶后粘贴于内盒粘贴丝带处。
技术总结
本发明涉及包装盒加工设备领域,尤其涉及一种磁吸包装盒的自动加工设备,采用如下技术方案:包括内盒成型装置、压泡定型装置、贴磁装置、贴内纸装置和外盒粘贴成型装置;所述内盒成型装置、压泡定型装置、贴磁装置、贴内纸装置和外盒粘贴成型装置之间均通过传送带连接,分别对内盒进行折叠、压泡、贴磁、贴内纸,另外还可在内盒内粘贴丝带,最后与外盒进行粘贴组合形成磁吸包装盒。有益效果在于:按照磁吸包装盒的加工顺序依次设置内盒成型装置、压泡定型装置、贴磁装置、贴内纸装置和外盒粘贴成型装置,并在上述各个装置之间设置传送带进行连接,可实现对磁吸包装盒的全自动加工,整个过程无需人工参与,有效提高磁吸包装盒的质量和生产效率。
技术研发人员:汤树海,张立超,李振华,陈长源
受保护的技术使用者:广东壮丽彩印股份有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!