电铸金属网版及其制造方法与流程
本公开是有关于一种印刷技术,且特别是有关于一种电铸金属网版(stencil)及其制造方法。
背景技术:
1、目前,一般网版的制作是先在丝网上涂布一层感光膜,再对感光膜进行烘烤干燥处理。在烘烤干燥完成后,将底片贴在网版上,并对感光膜进行曝光与显影工艺,以去除不要的感光膜区域,而在网版上留下具所需图案的感光膜。
2、在这样的传统网版上,网目表面因为网线交叠而形成许多缝隙。在网印时,印刷膏累积在这些缝隙中,而导致印刷品质不良。此外,感光膜会因为油墨浸润以及刮刀来回往复运动与挤压油墨,而造成感光膜表面的磨耗。如此一来,不但会降低印刷品质,甚至导致网版的丝网的损坏。
技术实现思路
1、因此,本公开的一目的就是在提供一种电铸金属网版,其由电铸金属网格层与电铸金属图案层构成,故无传统网版的印刷膏卡网线缝隙的问题,也无印刷膏浸润与刮刀磨耗的问题。借此,可提升印刷品质的稳定度,并可延长电铸金属网版的使用寿命。
2、本公开的另一目的就是在提供一种电铸金属网版的制造方法,其对电铸金属网格层的上表面进行研磨工艺,以去除网目口的锐利边缘,借此可使网目口较为平滑。因此,可降低印刷时刮刀的摩擦力,而可提高刮刀寿命,且可提高进膏顺畅度,进而可改善印刷品质。
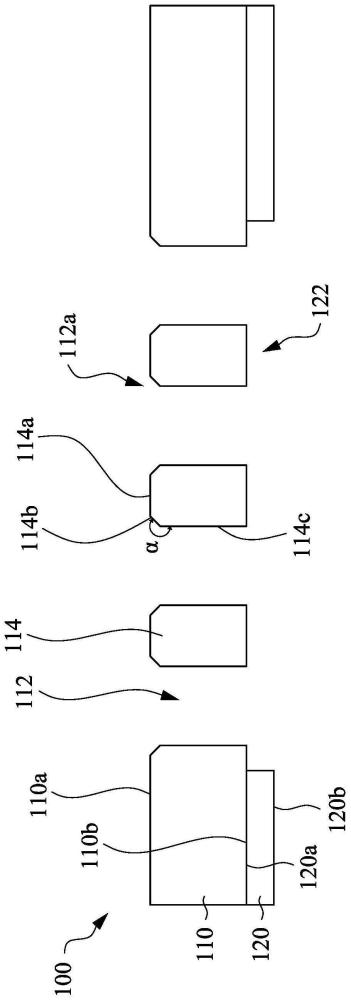
3、根据本公开的上述目的,提出一种电铸金属网版。此电铸金属网版包含电铸金属网格层以及电铸金属图案层。电铸金属网格层具有数个网目,每个网目由网格墙所定义出。此网格墙包含依序接合的顶面、导角面、以及侧面,导角面从顶面倾斜至侧面。电铸金属图案层贴设于电铸金属网格层的下表面,其中电铸金属图案层具有至少一开口暴露出部分的网目。
4、依据本公开的一实施例,上述的顶面的延伸与侧面的延伸实质垂直,且导角面与侧面的夹角为约105度至约135度。
5、依据本公开的一实施例,上述的电铸金属网格层与电铸金属图案层均为电铸镍层。
6、根据本公开的上述目的,另提出一种电铸金属网版的制造方法。在此方法中,制备双层电铸金属结构。此双层电铸金属结构包含电铸金属网格层以及电铸金属图案层。电铸金属网格层具有彼此相对的上表面与下表面。电铸金属网格层具有数个网目,每个网目由网格墙所定义出。电铸金属图案层贴设于电铸金属网格层的下表面。对电铸金属网格层的上表面进行研磨工艺,以使每个网格墙包含依序接合的顶面、导角面、以及侧面,其中导角面从顶面倾斜至侧面。
7、依据本公开的一实施例,上述进行研磨工艺包含以第一研磨机构对电铸金属网格层的上表面进行第一研磨处理;于第一研磨处理后,以第二研磨机构对电铸金属网格层的上表面进行第二研磨处理;以及于第二研磨处理后,以第三研磨机构对电铸金属网格层的上表面进行第三研磨处理。第一研磨机构的粗糙度大于第二研磨机构的粗糙度,第二研磨机构的粗糙度大于第三研磨机构的粗糙度。
8、依据本公开的一实施例,上述进行第一研磨处理时第一研磨机构的转速、进行第二研磨处理时第二研磨机构的转速、以及进行第三研磨处理时第三研磨机构的转速为约10rpm至约250rpm。
9、依据本公开的一实施例,上述进行第一研磨处理包含使电铸金属网格层的表面粗糙度ra为约0.8至约1.4。
10、依据本公开的一实施例,上述进行第二研磨处理包含使电铸金属网格层的表面粗糙度ra为约0.6至约1.2。
11、依据本公开的一实施例,上述进行第三研磨处理包含使电铸金属网格层的表面粗糙度ra为约0.5至约1.0。
12、依据本公开的一实施例,上述制备双层电铸金属结构包含提供金属板;形成第一感光膜于金属板的表面的数个部分上;进行第一电铸工艺,以于金属板的表面上形成电铸金属网格层包围第一感光膜;形成第二感光膜于第一感光膜以及部分的电铸金属网格层上;进行第二电铸工艺,以于电铸金属网格层上形成电铸金属图案层包围第二感光膜;移除第二感光膜与第一感光膜;以及移除金属板。
技术特征:
1.一种电铸金属网版,其特征在于,所述电铸金属网版包含:
2.如权利要求1所述的电铸金属网版,其特征在于,所述顶面的延伸与所述侧面的延伸实质垂直,且所述导角面与所述侧面的夹角为105度至135度。
3.如权利要求1所述的电铸金属网版,其特征在于,所述电铸金属网格层与所述电铸金属图案层的每一者为电铸镍层。
4.一种电铸金属网版的制造方法,其特征在于,所述电铸金属网版的制造方法包含:
5.如权利要求4所述的电铸金属网版的制造方法,其特征在于,进行所述研磨工艺包含:
6.如权利要求5所述的电铸金属网版的制造方法,其特征在于,进行所述第一研磨处理时所述第一研磨机构的转速、进行所述第二研磨处理时所述第二研磨机构的转速、以及进行所述第三研磨处理时所述第三研磨机构的转速为10rpm至250rpm。
7.如权利要求5所述的电铸金属网版的制造方法,其特征在于,进行所述第一研磨处理包含使所述电铸金属网格层的表面粗糙度ra为0.8至1.4。
8.如权利要求7所述的电铸金属网版的制造方法,其特征在于,进行所述第二研磨处理包含使所述电铸金属网格层的所述表面粗糙度ra为0.6至1.2。
9.如权利要求8所述的电铸金属网版的制造方法,其特征在于,进行所述第三研磨处理包含使所述电铸金属网格层的所述表面粗糙度ra为0.5至1.0。
10.如权利要求4所述的电铸金属网版的制造方法,其特征在于,制备所述双层电铸金属结构包含:
技术总结
一种电铸金属网版及其制造方法。此电铸金属网版包含电铸金属网格层以及电铸金属图案层。电铸金属网格层具有数个网目,每个网目由网格墙所定义出。此网格墙包含依序接合的顶面、导角面、以及侧面,导角面从顶面倾斜至侧面。电铸金属图案层贴设于电铸金属网格层的下表面,其中电铸金属图案层具有至少一开口暴露出部分的网目。导角面从顶面倾斜至侧面可使网目口较为平滑,因此可降低印刷时刮刀的摩擦力,而可提高刮刀寿命,且可提高进膏顺畅度,进而可改善印刷品质。
技术研发人员:吴文正,曾望修,魏旺净
受保护的技术使用者:国巨电子(中国)有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!