一种机械轴凹印机稳速印刷过程中的套色控制方法与流程
本发明涉及印刷控制领域,尤其涉及一种机械轴凹印机稳速印刷过程中的套色控制方法。
背景技术:
1、在机械轴凹印机印刷过程中,需印制的复杂图案被分解为若干简单图案分别刻制在印刷版辊上,进行印刷时,承印材料通过进料部分依序通过各印刷单元,各印刷单元将相应的简单图案印制在承印材料上,最后得到复杂的印制图案。在印刷过程中存在各单元间相应印刷图案的准确定位问题,也就是套色误差的问题。套色的准确性对产品质量的影响至关重要,因此,当印刷过程中存在印刷图案间相对位置出现偏差时,需采用控制方法减小或者消除这种位置偏差即套色误差。鉴于套色精度对产品质量的影响,快速减小或者消除套色误差的控制方法变得尤为重要。
2、套色控制是一个十分复杂的技术问题,对于不同的印刷方式,套色控制的方法也不径相同,传统的套色控制方法是基于系统数学模型的控制方法,但受限于数学模型的精确度以及模型的复杂度。所以这类控制方式依赖于模型的准确度以及复杂度。
技术实现思路
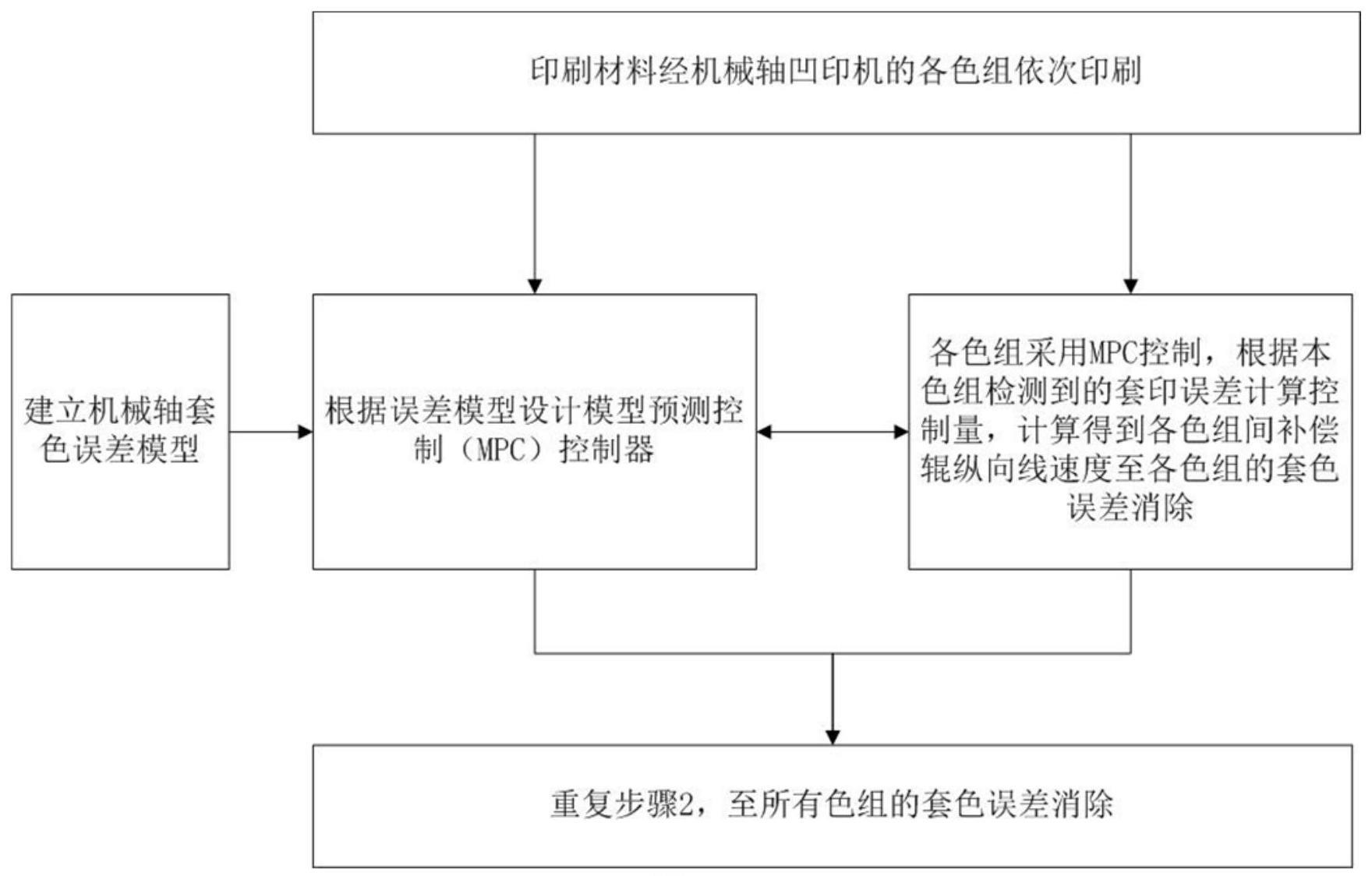
1、本发明的目的是要提供一种机械轴凹印机稳速印刷过程中的套色控制方法。本发明解决上述技术问题的技术方案如下:第一,提出一种新的数学模型,该模型解决了模型的精确度以及复杂度,从而为后续控制方法的设计提供前提。第二,根据所提出的模型设计mpc控制器为区别以往控制方法,所述机械轴凹印机包括2个以上色组,每个色组均安装有套色控制系统,基于各色组与色组1之间的印刷误差进行控制,mpc类的优化算法有助于提高控制精度以及缓和控制波动。
2、为达到上述目的,本发明是按照以下技术方案实施的:
3、本发明所述机械轴凹印机包括两个以上印刷单元,每个印刷单元均安装有套色控制系统,套色控制系统的套色控制方法包括以下步骤:
4、s1:承印材料依序经过机械轴凹印机的各印刷单元进行该单元的色组印刷,色组2的误差检测系统判断色组2和色组1是否存在套色误差,若无则继续印刷,若有,则进入下一步;
5、s2:色组2的控制系统计算出色组2和色组1的套色误差值,并在确定的套色精度下,采用模型预测控制(mpc)方法,根据套色误差值计算得到色组1和色组2之间的补偿辊纵向线速度变化量,并以控制指令的方式发送到所述机械轴凹印机的伺服电机;
6、s3:所述伺服电机接收根据所述控制指令调整色组1和色组2之间补偿辊的纵向线速度,直至消除所述色组2的套色误差;
7、s4:各后续色组误差检测系统判断该色组和色组1是否存在套色误差,若有则依上诉方法,至消除该色组与色组1之间的误差。
8、所述套色控制系统包括传感装置和控制器,所述传感装置用于检测套色误差,并将所述套色误差发送给所述控制器;所述控制器基于所建立模型,并根据接收到的套色误差依据模型预测控制方法计算出控制量,并以控制指令的方式发送到所述机械轴凹印机的伺服电机调节补偿辊的纵向线速度;所述控制量为色组间补偿辊的纵向线速度变化量。
9、本发明的有益效果是:
10、本发明是一种机械轴凹印机稳速印刷过程中的套色控制方法,本发明的机械轴凹印机稳速印刷过程中的套色控制方法在所建立的模型的基础上,引入模型预测控制。不仅实际实施简单、响应速度快,并且可以有效地消除整个系统的色差,提高套色精度,非常适合在机械轴凹印机稳速印刷过程中广泛使用,具有推广应用的价值。
技术特征:
1.一种机械轴凹印机稳速印刷过程中的套色控制方法,所述机械轴凹印机包括两个以上印刷单元,每个印刷单元均安装有套色控制系统,其特征在于:套色控制系统的套色控制方法包括以下步骤:
2.根据权利要求1所述的机械轴凹印机稳速印刷过程中的套色控制方法,其特征在于:所述套色控制系统包括传感装置和控制器,所述传感装置用于检测套色误差,并将所述套色误差发送给所述控制器;所述控制器基于所建立模型,并根据接收到的套色误差依据模型预测控制方法计算出控制量,并以控制指令的方式发送到所述机械轴凹印机的伺服电机调节补偿辊的纵向线速度;所述控制量为色组间补偿辊的纵向线速度变化量。
3.根据权利要求2所述的机械轴凹印机稳速印刷过程中的套色控制方法,其特征在于:所述传感装置为光电眼,所述印刷系统各印刷版辊半径相同。
4.根据权利要求1或2所述的机械轴凹印机稳速印刷过程中的套色控制方法,其特征在于:各个所述色组的套色误差为各色组与色组1之间的套色误差。
5.根据权利要求2所述的机械轴凹印机稳速印刷过程中的套色控制方法,其特征在于:当采用模型预测控制方法进行印刷控制时,mpc控制时其控制量是基于如下数学模型进行控制量计算;所述套色误差和色组间补偿辊的纵向线速度变化量的连续时间域的数学模型为:
6.根据权利要求5所述的机械轴凹印机稳速印刷过程中的套色控制方法,其特征在于:所述套色误差和色组间补偿辊控制量的数学模型为:
7.根据权利要求6所述的机械轴凹印机稳速印刷过程中的套色控制方法,其特征在于:系统实际测量到的误差表示为:
技术总结
本发明公开了一种机械轴凹印机稳速印刷过程中的套色控制方法,本发明提出一种新的数学模型解决了模型的精确度以及复杂度,从而为后续控制方法的设计提供前提。根据所提出的模型设计MPC控制器为区别以往控制方法,所述机械轴凹印机包括2个以上色组,每个色组均安装有套色控制系统,基于各色组与色组1之间的印刷误差进行控制,MPC类的优化算法有助于提高控制精度以及缓和控制波动。本发明的机械轴凹印机稳速印刷过程中的套色控制方法在所建立的模型的基础上,引入模型预测控制。不仅实际实施简单、响应速度快,并且可以有效地消除整个系统的色差,提高套色精度,非常适合在机械轴凹印机稳速印刷过程中广泛使用,具有推广应用的价值。
技术研发人员:邓忠华,张涛,陈智华,谭亚
受保护的技术使用者:武汉华茂自动化股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!