一种柔性电路卷带全自动锡膏印刷机的制作方法
1.本实用新型涉及锡膏印刷机技术领域,尤其涉及一种柔性电路卷带全自动锡膏印刷机。
背景技术:
2.锡膏印刷机是表面贴装行业中的重要执行机构,在印刷电路板加工的过程中负责将锡膏透过开模的丝网精确地印刷在电路板上。在大批量生产中,需要针对每一版的印刷电路板制作锡膏印刷丝网,从而提高生产效率,行业现有的锡膏印刷机都是印刷一块块的硬质的印制电路板的。
3.而针对柔性电路板卷带上锡膏都是通过一个点一个点来加上去的,没有一款锡膏印刷机是可以自动印刷柔性电路板卷带,因此,传统的对柔性电路板卷带上锡膏非常地耗费时间,效率低下,如何快速地给柔性电路板卷带上锡膏,是目前需要解决的技术问题。
4.因此,亟需研发一款柔性电路板卷带全自动锡膏印刷机。
技术实现要素:
5.为了解决上述技术问题,本实用新型的目的在于提供一种柔性电路卷带全自动锡膏印刷机,用于实现快速地给柔性电路板卷带上锡膏,提高生产效率及印刷品质。
6.鉴于此目的,本实用新型提供一种柔性电路卷带全自动锡膏印刷机,包括机架,所述机架上设有支撑调整平台,所述支撑调整平台上设有用于吸附目标卷带的定位吸腔平台机构,所述定位吸腔平台机构的两侧分别设有一卷带输送机构,所述卷带输送机构用于所述目标卷带的上料和出料,所述定位吸腔平台机构的上方设有刮刀印刷机构和用于固定钢网的钢网装载机构,在所述机架上还设有ccd取相机构,所述ccd取相机构高于所述定位吸腔平台机构,所述ccd取相机构的移动轨迹跨越所述定位吸腔平台机构的上方;
7.控制系统,所述控制系统获取所述ccd取相机构发送的指令后,控制所述定位吸腔调整平台的调整以及控制所述钢网装载机构下降到预设位置后,控制所述刮刀进行刮锡膏操作。
8.进一步的,所述支撑调整平台包括支撑板和安装底板,所述支撑板的短边侧和x轴电机的输出轴固定连接,所述支撑板的长边一侧和若干个y轴电机的输出轴固定连接,所述x轴电机和所述y轴电机用于推动所述支撑板往x、 y方向进行调整,所述安装底板的短边两侧分别和若干个竖向导轨件滑动连接。
9.进一步的,所述定位吸腔平台机构包括吸腔平台和导轨调宽装置,所述吸腔平台上均匀地设置有多个吸气孔,所述吸腔平台的顶面包括一平面和设于所述平面两侧的斜面,所述斜面呈一定坡度设置,所述吸腔平台的底部和真空发生器连接;所述导轨调宽装置包括设置在所述吸腔平台两侧的两组调节导轨,以及贯穿两所述调节导轨的两组导轨调宽丝杆件,两组所述调节导轨之间还设有吸附导向轮。
10.进一步的,所述卷带输送机构包括送料台,所述送料台上设有卷带送料电机,所述
卷带送料电机的内侧间隔设有两个滑轨;所述卷带送料电机的丝杆螺母的一侧和夹料气缸组固定连接,所述夹料气缸组包括两个间隔对称设置在连接板上的夹爪气缸,在所述连接板上设有横向导轨,每一所述夹爪气缸的底部分别和一安装板固定连接,一所述安装板的底部分别和所述横向导轨滑动连接,所述安装板上还安装有用于调节送料宽度的送料调宽丝杆件,所述连接板的底部两端分别通过一滑块和一所述滑轨滑动连接,两所述夹爪气缸分别夹住所述目标卷带的一侧边沿以拉动所述卷带移动。
11.进一步的,所述卷带输送机构还包括设于上料口的卷带限位导向轮以及卷带支撑板,所述卷带支撑板的一端固定在所述卷带限位导向轮的内侧,所述卷带支撑板的另一端跨越所述送料调宽丝杆并固定在的所述送料台上。
12.进一步的,所述机架上还设有竖直支架,所述竖直支架上设有竖直电机,所述竖直电机的丝杆上的螺母和竖板固定连接,所述竖板上设有所述刮刀印刷机构和所述钢网装载机构,所述竖板内嵌设有皮带轮组件,所述皮带轮组件的上下两侧的所述竖板上分别设有一横向滑轨,所述刮刀印刷机构分别和所述皮带轮组件的皮带固定连接、以及和两所述横向滑轨滑动连接。
13.进一步的,所述刮刀印刷机构包括刮刀支架,所述刮刀支架内设有刮刀升降电机,所述刮刀升降电机的输出轴上和刮刀固定连接;
14.所述钢网装载机构包括两个钢网安装臂,两个所述钢网安装臂分别设置在所述刮刀印刷机构的两侧,所述钢网安装臂的内侧设有若干个用于锁紧所述钢网的锁紧气缸,所述钢网安装臂的内侧固定有钢网承托板,所述钢网承托板位于所述锁紧气缸的下方,所述锁紧气缸将所述钢网锁紧在所述钢网承托板上。
15.进一步的,所述机架靠近所述竖直支架的台面上设有驱动电机,所述驱动电机的丝杆横跨所述机架的台面沿x轴方向设置,所述丝杆上设有安装螺母,所述安装螺母上设有所述ccd取相机构和钢网清洗机构,所述ccd取相机构和钢网清洗机构高于所述定位吸腔平台机构和所述卷带输送机构,所述ccd取相机构和所述钢网清洗机构在所述驱动电机的驱动下做往复移动。
16.进一步的,所述ccd取相机构包括ccd安装支架,所述ccd安装支架内设有ccd驱动电机,所述ccd驱动电机的输出轴和ccd相机固定连接,所述 ccd驱动电机驱动所述ccd相机沿y轴方向移动,所述ccd相机内设有计算模块,所述计算模块根据获取的图像位置和所述控制系统内的预设图像位置,计算出补偿距离并返回数字信号给所述控制系统,所述控制系统用于控制所述卷带输送机构对所述目标卷带进行位置调整。
17.进一步的,所述钢网清洗机构包括清洗纸装置,所述清洗纸装置包括收纸电机,所述收纸电机的输出轴和收纸卷轴固定连接,所述收纸卷轴上卷绕着清洗纸,所述清洗纸装置的旁侧放置有用于放置干净的清洗纸的清洗纸放置架;所述清洗纸装置和所述清洗纸放置架之间设有擦拭板装置,所述擦拭板装置包括两侧的擦拭板抬升气缸以及和所述抬升气缸活塞杆固定连接的擦拭板。
18.本实用新型的有益效果:本实用新型实施例提供一种柔性电路卷带全自动锡膏印刷机,通过卷带输送机构把柔性卷带输送到定位吸腔平台机构区域,吸附定位,然后ccd取相机构移动到定位吸腔平台机构的上方,进行取相,之后,通过控制系统控制调整支撑调整平台往x轴或者y轴移动以调整定位吸腔平台机构的位置,保证钢网的焊盘位置和柔性卷带
的焊点一一对应好,然后刮刀印刷机构和用于固定钢网的钢网装载机构带着钢网下降到预设的印刷位置,刮刀再进行刮锡膏动作,实现批量、精准、快速地给柔性电路板卷带上锡膏,提高生产效率及印刷品质。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
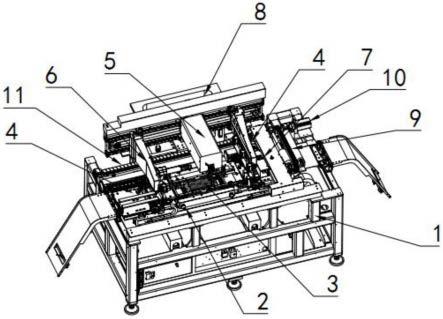
20.图1为本实用新型实施例提供的一种柔性电路卷带全自动锡膏印刷机的整体结构示意图;
21.图2为本实用新型实施例提供的一种柔性电路卷带全自动锡膏印刷机的支撑调整平台的结构示意图;
22.如图3为本实用新型实施例提供的一种柔性电路卷带全自动锡膏印刷机的定位吸腔平台机构的结构示意图;
23.图4为本实用新型实施例提供的一种柔性电路卷带全自动锡膏印刷机的吸腔平台的结构示意图
24.图5为本实用新型实施例提供的一种柔性电路卷带全自动锡膏印刷机的卷带输送机构的结构示意图;
25.图6为本实用新型实施例提供的一种柔性电路卷带全自动锡膏印刷机的刮刀印刷机构和所述钢网装载机构的结构示意图;
26.图7为本实用新型实施例提供的一种柔性电路卷带全自动锡膏印刷机的 ccd取相机构的结构示意图;
27.图8为本实用新型实施例提供的一种柔性电路卷带全自动锡膏印刷机的钢网清洗机构的结构示意图。
28.图中:1、机架;10、驱动电机;11、丝杆;2、支撑调整平台;20、支撑板;21、安装底板;22、x轴电机;23、y轴电机;24、竖向导轨件;3、定位吸腔平台机构;30、吸腔平台;31、导轨调宽装置;301、吸气孔;302、平面;303、斜面;310、调节导轨;311、导轨调宽丝杆件;32、吸附导向轮; 4、卷带输送机构;40、送料台;41、卷带送料电机;42、滑轨;43、丝杆螺母;44、夹料气缸组;440、夹爪气缸;441、连接板;442、横向导轨;443、安装板;444、送料调宽丝杆件;45、滑块;46、卷带限位导向轮;47、卷带支撑板;5、刮刀印刷机构;50、刮刀支架;51、刮刀升降电机;52、刮刀; 6、钢网装载机构;60、安装臂;61、锁紧气缸;62、钢网承托板;7、ccd取相机构;70、ccd安装支架;71、ccd驱动电机;72、ccd相机;8、竖直支架; 80、竖板;81、皮带轮组件;82、横向滑轨;9、钢网清洗机构;90、清洗纸装置;91、收纸电机;92、收纸卷轴;93、清洗纸;94、清洗纸放置架;95、擦拭板装置;950、抬升气缸;951、擦拭板。
具体实施方式
29.本实用新型实施例提供一种柔性电路卷带全自动锡膏印刷机,用于实现快速地给柔性电路板卷带上锡膏,提高生产效率及印刷品质。
30.为使得本实用新型的实用新型目的、特征、优点能够更加的明显和易懂,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本实用新型一部分实施例,而非全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
31.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
32.实施例:
33.请参考图1,图1为一种柔性电路卷带全自动锡膏印刷机的整体结构示意图,如图1所示,一种柔性电路卷带全自动锡膏印刷机,包括机架1,所述机架1上设有支撑调整平台2,支撑调整平台2上设有用于吸附目标卷带(图中未示出)的定位吸腔平台机构3,定位吸腔平台机构3为真空吸腔平台,通过抽真空将目标卷带吸附在定位吸腔平台机构3上,并进行定位,方便目标卷带的锡膏印刷;
34.定位吸腔平台机构3的两侧分别设有一卷带输送机构4,所述卷带输送机构4用于所述目标卷带的上料和出料,通过从卷带输送机构4的上料口进行上料,将目标卷带平铺放入卷带输送机构4,由于目标卷带是柔性卷带,因此在上料口设置有卷带缓冲结构板,目标卷带可以顺着缓冲结构板放置,起到支撑的作用,同样地,在出料口的位置也设置一卷带缓冲结构板,在目标卷带完成上锡膏后有个缓冲的作用。
35.定位吸腔平台机构3的上方设有刮刀印刷机构5和用于固定钢网的钢网装载机构6,在所述机架1上还设有ccd取相机构7,所述ccd取相机构7高于所述定位吸腔平台机构3,所述ccd取相机构7的移动轨迹跨越所述定位吸腔平台机构3的上方;
36.控制系统,所述控制系统获取所述ccd取相机构7发送的指令后,控制所述支撑调整平台2的调整以及控制所述钢网装载机构6下降到预设位置后,控制所述刮刀进行刮锡膏操作,控制系统和该柔性电路卷带全自动锡膏印刷机的各个驱动机构电性连接,可以按照设定的程序进行控制该印刷机的工作。
37.工作原理:通过卷带输送机构4把柔性卷带输送到定位吸腔平台机构3 区域,吸附定位,然后ccd取相机构7移动到定位吸腔平台机构3的上方,进行取相,之后,通过控制系统控制调整支撑调整平台2往x轴或者y轴移动以调整定位吸腔平台机构3的位置,保证钢网的焊盘位置和柔性卷带的焊点一一对应好,然后刮刀印刷机构5和用于固定钢网的钢网装载机构6带着钢网(图中未示出)下降,钢网下降到预设的印刷位置,刮刀再进行刮锡膏动作,实现在柔性卷带上批量精准加锡膏,提高印刷品质。
38.进一步的,如图1和图2所示,所述支撑调整平台2包括支撑板20和安装底板21,所述支撑板20的短边侧和x轴电机22的输出轴固定连接,所述支撑板20的长边一侧和若干个y轴电机23的输出轴固定连接,所述x轴电机22和所述y轴电机23用于推动所述支撑板20往x、y方向进行调整,所述安装底板21的短边两侧分别和若干个竖向导轨件24滑动连接。
39.具体的,通过x轴电机22和y轴电机23驱动支撑板20往x轴方向或者 y轴方向移动,通过支撑调整平台2的调整以带动其上面的定位吸腔平台机构 3和卷带输送机构4的调整。
40.进一步的,如图3和图4所示,所述定位吸腔平台机构3包括吸腔平台 30和导轨调宽装置31,所述吸腔平台30上均匀地设置有多个吸气孔301,所述吸腔平台30的顶面包括一平面302和设于所述平面302两侧的斜面303,所述斜面303呈一定坡度设置,所述吸腔平台
30的底部和真空发生器连接;所述导轨调宽装置31包括设置在所述吸腔平台30两侧的两组调节导轨310,以及贯穿两所述调节导轨310的两组导轨调宽丝杆件311,两组所述调节导轨 310之间还设有吸附导向轮32。
41.具体的,定位吸腔平台机构3的吸腔平台30的平面302和斜面303上均布置有多个吸气孔301,通过真空发生器使得吸腔平台30产生负压,将目标卷带吸附在定位吸腔平台机构3上;通过两组导轨调宽丝杆件311调节两组调节导轨310之间的距离以及吸附导向轮32之间的距离,使得目标卷带顺利通过。
42.进一步的,如图5所示,所述卷带输送机构4包括送料台40,所述送料台40上设有卷带送料电机41,所述卷带送料电机41的内侧间隔设有两个滑轨42;所述卷带送料电机41的丝杆螺母43的一侧和连接板441固定连接,所述连接板441上设有夹料气缸组44,所述夹料气缸组44包括两个间隔对称设置在所述连接板441两端上的夹爪气缸440,通过卷带送料电机41驱动所述连接板441沿x轴方向移动;
43.另外,在所述连接板441上设有一横向导轨442,每一所述夹爪气缸440 的底部分别和一安装板443固定连接,一所述安装板443的底部分别和一所述横向导轨442滑动连接,所述安装板443上还安装有用于调节送料宽度的送料调宽丝杆件444,通过送料调宽丝杆件444带动了安装板443上的夹爪气缸440在y轴方向上的移动,以调节两个夹爪气缸440之间的宽度,使得目标卷带可以方便通过;
44.具体的,所述连接板441的底部两端分别通过一滑块45和一所述滑轨42 滑动连接,连接板441的移动带动了两个夹爪气缸440的移动,使得两所述夹爪气缸440分别夹住所述卷带的一侧边沿以拉动所述卷带移动。
45.进一步的,所述卷带输送机构4还包括设于上料口的卷带限位导向轮46 以及卷带支撑板47,所述卷带支撑板47的一端固定在所述卷带限位导向轮 46的内侧,所述卷带支撑板47的另一端跨越所述送料调宽丝杆件444并固定在的所述送料台40上。
46.具体的,通过在上料口的位置设置卷带限位导向轮46,使得目标卷带在上料时更容易上料,通过卷带支撑板47的设置,使得目标卷带在被拉动时底部有个支撑,使其被太高到夹爪气缸440的位置,使其精确地被传送。
47.进一步的,如图1和图6所示,所述机架1上还设有竖直支架8,所述竖直支架8上设有竖直电机(图中未示出),所述竖直电机的丝杆上的螺母(图中未示出)和竖板80固定连接,所述竖板80上设有所述刮刀印刷机构5和所述钢网装载机构6,所述竖板80内嵌设有皮带轮组件81,所述皮带轮组件 81的上下两侧的所述竖板80上分别设有一横向滑轨82,所述刮刀印刷机构5 分别和所述皮带轮组件81的皮带固定连接、以及和两所述横向滑轨82滑动连接。
48.具体的,通过竖直电机驱动刮刀印刷机构5和钢网装载机构6的上下移动,通过设置皮带轮组件81,皮带轮组件81包括两个沿x轴方向设置的转轴,两个转轴上套设皮带,刮刀印刷机构5和所述皮带轮组件81的皮带固定连接,同时两所述横向滑轨82滑动连接,刮刀印刷机构5可以随着皮带的移动而在 x轴方向上往复移动,但是钢网装载机构6和横向滑轨82是固定连接,使用固定件将钢网装载机构6固定在横向滑轨82上使其不能移动,钢网装载机构 6上装有钢网(图中未示出),钢网的位置是固定的,钢网的面积大于定位吸腔平台机构3的面积,通过调整定位吸腔平台机构3来调整钢网的空位和目标卷带上的焊盘的位置一
一对应。
49.进一步的,如图6所示,所述刮刀印刷机构5包括刮刀支架50,所述刮刀支架50内设有刮刀升降电机51,所述刮刀升降电机51的输出轴上和刮刀52 固定连接;
50.所述钢网装载机构6包括两个钢网安装臂60,两个所述钢网安装臂60分别设置在所述刮刀印刷机构5的两侧,所述钢网安装臂60的内侧设有若干个用于锁紧所述钢网的锁紧气缸61,所述钢网安装臂60的内侧固定有钢网承托板 62,所述钢网承托板62位于所述锁紧气缸61的下方,所述锁紧气缸61将所述钢网锁紧在所述钢网承托板62上。
51.具体的,通过两个钢网安装臂60上的锁紧气缸61以及钢网承托板62将钢网固定住,通过竖直电机80将钢网和刮刀52同时下降到预设的加工位置,然后刮刀52在刮刀升降电机51的再次驱动下下降或者上移调整好刮锡膏的位置,并进行刮锡膏工作。
52.进一步的,如图1所示,所述机架1靠近所述竖直支架8的台面上设有驱动电机10,所述驱动电机10的丝杆11横跨所述机架1的台面沿x轴方向设置,所述丝杆11上设有安装螺母,所述安装螺母上设有所述ccd取相机构 7和钢网清洗机构9,所述ccd取相机构7和钢网清洗机构9高于所述定位吸腔平台机构3和所述卷带输送机构4,所述ccd取相机构7和所述钢网清洗机构9在所述驱动电机10的驱动下做往复移动。
53.如图7所示,所述ccd取相机构7包括ccd安装支架70,所述ccd安装支架70内设有ccd驱动电机71,所述ccd驱动电机71的输出轴和ccd相机 72固定连接,所述ccd驱动电机71驱动所述ccd相机72沿y轴方向移动,所述ccd相机72内设有计算模块,所述计算模块根据获取的图像位置和所述控制系统内的预设图像位置,计算出补偿距离并返回数字信号给所述控制系统,所述控制系统用于控制所述卷带输送机构4对所述目标卷带进行位置调整。
54.具体的,驱动电机10带动丝杆11上的安装螺母往x轴方向来回移动,同时驱动设置在安装螺母上的ccd取相机构7和钢网清洗机构9来回移动,通过ccd取相机构7中的ccd相机72来回取相,获取标记点,使得钢网的空位和目标卷带上的焊盘对齐。并且,在ccd相机72内设有计算模块,计算模块根据获取的图像位置和控制系统内的预设图像位置,计算出补偿距离并返回数字信号给所述控制系统,所述控制系统用于控制所述卷带输送机构4对所述目标卷带进行位置调整,每拉动一次目标卷带就进行一次补偿,使得目标卷带上的焊盘始终能够和钢网的焊盘空位相对齐,减少误差,提高工作效率。
55.另外,如图8所示,钢网清洗机构9也设置在安装螺母上,和ccd取相机构7一起移动,所述钢网清洗机构9包括清洗纸装置90,所述清洗纸装置 90包括收纸电机91,所述收纸电机91的输出轴和收纸卷轴92固定连接,所述收纸卷轴92上卷绕着清洗纸93,所述清洗纸装置90的旁侧放置有用于放置干净的清洗纸的清洗纸放置架94,通过收纸电机91的驱动,使得收纸卷轴 92转动,收纸卷轴92的转动使干净的清洗纸93被卷到收纸卷轴92上,
56.同时,所述清洗纸装置90和所述清洗纸放置架94之间设有擦拭板装置95,所述擦拭板装置95包括两侧的擦拭板抬升气缸950以及和所述抬升气缸 950活塞杆固定连接的擦拭板951,抬升气缸950抬起擦拭板951,当上完锡膏后,在驱动电机10的驱动下,钢网清洗机构9来到钢网底部,抬升气缸抬起擦拭板951沿着x轴方向将钢网底板的锡膏刮掉,同时清洗纸93擦拭钢网,将钢网底部清洗,以保证钢网底板的干净,提高印刷品质。
57.综上所述:本实用新型实施例提供一种柔性电路卷带全自动锡膏印刷机,通过卷带输送机构把柔性卷带输送到定位吸腔平台机构区域,吸附定位,然后ccd取相机构移动到
定位吸腔平台机构的上方,进行取相,之后,通过控制系统控制调整支撑调整平台往x轴或者y轴移动以调整定位吸腔平台机构的位置,保证钢网的焊盘位置和柔性卷带的焊点一一对应好,然后刮刀印刷机构和用于固定钢网的钢网装载机构带着钢网下降到预设的印刷位置,刮刀再进行刮锡膏动作,实现批量、精准、快速地给柔性电路板卷带上锡膏,提高生产效率及印刷品质。
58.以上所述,以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1