一种机动车号牌制作装置的制作方法
本发明涉及机械装置,特别涉及一种机动车号牌制作装置。
背景技术:
1、随着科技的进步和人民生活水平的不断提高,汽车成为了大众出行方便快捷的交通工具。据公安部统计,2021年全国机动车保有量达3.95亿辆,其中汽车3.02亿辆;新注册登记机动车3674万辆,同比增加346万辆。面对如此快速的增长速度,一些相应的问题也随之而来,每一辆合法上路的机动车都需要申领机动车号牌,按照现有的人工字模排版,再操作半自动压制机完成车牌制作的生产工艺,生产周期长而且良品率也难以得到保证,7-15个工作日机动车用户才能领取到机动车号牌,已经远远不能满足人们的需求。
2、目前,现有机动车制牌(烫印类)多为三种设备分工制作,分别为机动车号牌冲压设备、号牌烫印设备、号牌采集核验设备,利用三种设备分别进行号牌冲压、号牌号码烫印、号牌质量核验等制作工艺,采用此种机动车号牌制作(烫印类)方式的工步分散、集成度较低。并且,制作工艺中普遍采用人工选字模、压模、制作、人工放置号牌进行烫印、人工放置号牌、人工搬运号牌、人工卸货成品等进行质量检验或人工检验等作业,不仅工作难度高、制作效率低、错误率较高,且人工劳动量较大,人力成本较高,制作工艺机械化程度不够高。
3、因此,如何提高机动车号牌的制作工艺机械化程度,同时降低人工劳动负荷,节省人力成本,是本领域技术人员面临的技术问题。
技术实现思路
1、本发明的目的是提供一种机动车号牌制作装置,能够提高机动车号牌的制作工艺机械化程度,同时降低人工劳动负荷,节省人力成本。
2、为解决上述技术问题,本发明提供一种机动车号牌制作装置,包括:
3、字模上料机构,用于将对应字模运输至压字机上的字模安装位置处;
4、号牌上料机构,用于将号牌原坯运输至所述压字机上的号牌安装位置处;
5、压字机,用于在字模与号牌原坯均安装到位后将两者互相压合,以形成半成品号牌;
6、号牌转运机构,用于将半成品号牌从所述压字机上转运至烫印机上的号牌接收位置处;
7、烫印机,用于对半成品号牌进行烫印工艺处理,以形成成品号牌;
8、号牌下料机构,用于将成品号牌从所述烫印机上运输至预设位置处。
9、优选地,还包括安装架、设置于所述安装架上的储料盒、设置于所述安装架上的x轴运动模组、设置于所述x轴运动模组上的y轴运动模组,所述储料盒用于储存字模和号牌原坯,所述字模上料机构及所述号牌上料机构均设置于所述y轴运动模组上。
10、优选地,所述字模上料机构包括与所述y轴运动模组相连的第一连接竖板、设置于所述第一连接竖板顶端的垂向驱动模组、可垂向滑动地设置于所述第一连接竖板上并与所述垂向驱动模块的输出端相连的第一驱动电机、与所述第一驱动电机的输出轴相连的夹爪齿轮、可水平相向滑动地设置于所述第一连接竖板底端的两个夹爪齿条、连接于各所述夹爪齿条上的夹持板,各所述夹爪齿条均与所述夹爪齿轮啮合,所述夹持板用于夹持字模。
11、优选地,所述号牌上料机构包括与所述y轴运动模组相连的第二连接竖板、设置于所述第二连接竖板顶端的第二驱动电机、设置于所述第二连接竖板上并与所述第二驱动电机的输出轴动力连接的带传动组件、与所述带传动组件相连并同步垂向升降运动的上料吸附板、设置于所述吸附板上的若干个用于吸取号牌原坯的上料吸盘。
12、优选地,所述压字机包括机身、设置于所述机身上的模架支架、可移动地设置于所述模架支架上并用于安装字模的上模架、可移动地设置于所述机身上并用于安装号牌原坯的下模架、设置于所述机身上并与所述下模架的底面相连的顶升组件。
13、优选地,所述号牌转运机构包括转运架、可横向移动地设置于所述转运架上的转运板、设置于所述转运板上并用于驱动其横向移动的第三驱动电机、设置于所述转运板上的第四驱动电机、与所述第四驱动电机的输出轴动力连接并位于所述转运板底部的伸缩连接件、与所述伸缩连接件相连的转运吸附板、设置于所述转运吸附板上的若干个用于吸取半成品号牌的转运吸盘,所述第四驱动电机用于驱动所述伸缩连接件纵向移动,以使所述转运吸附板伸出至所述压字机处。
14、优选地,所述号牌转运机构还包括连接在所述伸缩连接件与所述转运吸附板之间的垂向连接板、设置于所述垂向连接板上的二级驱动电机,所述二级驱动电机用于驱动所述转运吸附板相对于所述伸缩连接件进行纵向移动。
15、优选地,所述号牌下料机构包括设置于所述烫印机的出料口位置处、用于运输成品号牌的辊轴传输组件。
16、优选地,所述号牌下料机构还包括设置于所述辊轴传输组件底部的安装座、设置于所述安装座上的第五驱动电机、可滑动地设置于所述安装座上并与所述第五驱动电机的输出轴动力连接的推杆,所述推杆用于伸入到所述辊轴传输组件中并将成品号牌沿两侧推动至卸料。
17、优选地,所述号牌下料机构还包括搭载于所述烫印机的出料口位置处的质量识别探头,用于通过图像技术识别成品号牌的质量是否合格;所述质量识别探头与所述第五驱动电机信号连接,以通过对成品号牌的不同侧方向的卸料推动方向区分质量合格与质量不合格的成品号牌。
18、本发明所提供的机动车号牌制作装置,主要包括字模上料机构、号牌上料机构、压字机、号牌转运机构、烫印机和号牌下料机构。其中,字模上料机构主要用于将当前需要使用的对应字模从储料处运输至压字机上的字模安装位置处,以实现字模对压字机的上料工艺,方便后续压字机进行冲压成型工艺的使用。号牌上料机构主要用于将号牌原坯(即尚未处理、没有信息的初始号牌)从储料处运输至压字机上的号牌安装位置处,以实现号牌原坯对压字机的上料工艺,方便后续压字机进行冲压成型工艺的使用。压字机是一种能够实现冲压成型工艺的加工设备,在字模与号牌原理均在压字机上安装到位后,能够将两者互相压合,实现字模在号牌原坯上冲压的作用,从而形成具有凸出字符(包括汉字、字母及数字等)的半成品号牌。号牌转运机构主要用于将压字机制作好的半成品号牌转运到烫印机上的号牌接收位置处,以实现对烫印机的上料工艺。烫印机是一种能够实现表面烫印热处理工艺的加工设备,在半成品号牌安装到位后,烫印机能够对半成品号牌进行烫印工艺处理,从而形成成品号牌。号牌下料机构主要用于将烫印机制作好的成品号牌从烫印机上运输至预设位置处,实现成品号牌的下料工艺,方便人工拿取。如此,本发明所提供的机动车号牌制作装置,分别通过字模上料机构和号牌上料机构完成字模与号牌原坯的上料作业,再通过压字机完成半成品号牌的冲压成型工艺,之后通过号牌转运机构实现半成品号牌的工位间转运作业,再通过烫印机完成成品号牌的烫印工艺,最后通过号牌下料机构完成成品号牌的运输下料工艺。相比于现有技术,在整个号牌的制作过程中,主要工艺流程分别由各种机构和设备有序衔接完成,大幅减小了人工劳动量,因此能够提高机动车号牌的制作工艺机械化程度,同时降低人工劳动负荷,节省人力成本。
技术特征:
1.一种机动车号牌制作装置,其特征在于,包括:
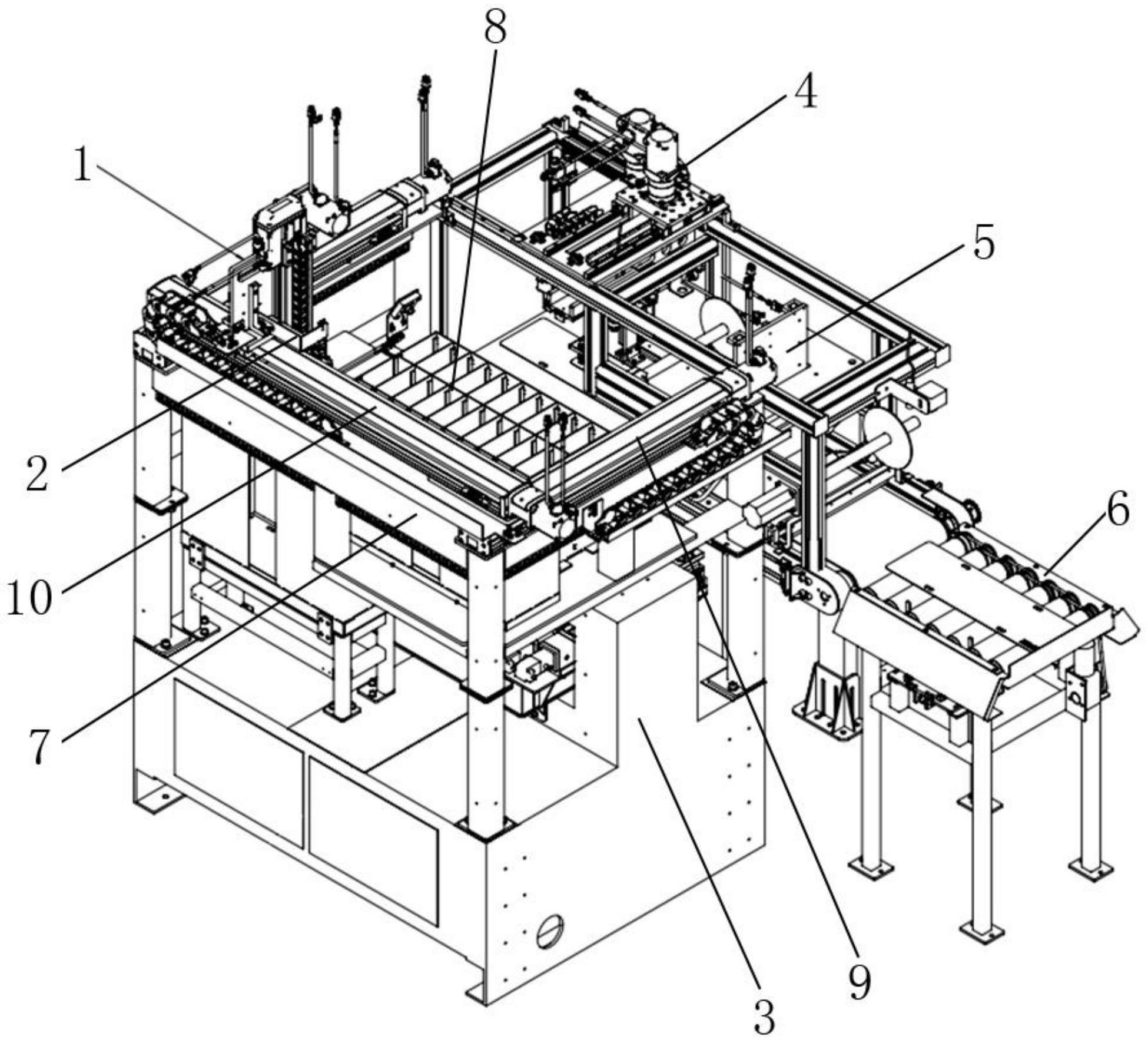
2.根据权利要求1所述的机动车号牌制作装置,其特征在于,还包括安装架(7)、设置于所述安装架(7)上的储料盒(8)、设置于所述安装架(7)上的x轴运动模组(9)、设置于所述x轴运动模组(9)上的y轴运动模组(10),所述储料盒(8)用于储存字模和号牌原坯,所述字模上料机构(1)及所述号牌上料机构(2)均设置于所述y轴运动模组(10)上。
3.根据权利要求2所述的机动车号牌制作装置,其特征在于,所述字模上料机构(1)包括与所述y轴运动模组(10)相连的第一连接竖板(11)、设置于所述第一连接竖板(11)顶端的垂向驱动模组(12)、可垂向滑动地设置于所述第一连接竖板(11)上并与所述垂向驱动模块(12)的输出端相连的第一驱动电机(13)、与所述第一驱动电机(13)的输出轴相连的夹爪齿轮(14)、可水平相向滑动地设置于所述第一连接竖板(11)底端的两个夹爪齿条(15)、连接于各所述夹爪齿条(15)上的夹持板(16),各所述夹爪齿条(15)均与所述夹爪齿轮(14)啮合,所述夹持板(16)用于夹持字模。
4.根据权利要求2所述的机动车号牌制作装置,其特征在于,所述号牌上料机构(2)包括与所述y轴运动模组(10)相连的第二连接竖板(21)、设置于所述第二连接竖板(21)顶端的第二驱动电机(22)、设置于所述第二连接竖板(21)上并与所述第二驱动电机(22)的输出轴动力连接的带传动组件(23)、与所述带传动组件(23)相连并同步垂向升降运动的上料吸附板(24)、设置于所述上料吸附板(24)上的若干个用于吸取号牌原坯的上料吸盘(25)。
5.根据权利要求1所述的机动车号牌制作装置,其特征在于,所述压字机(3)包括机身(31)、设置于所述机身(31)上的模架支架(32)、可移动地设置于所述模架支架(32)上并用于安装字模的上模架(33)、可移动地设置于所述机身(31)上并用于安装号牌原坯的下模架(34)、设置于所述机身(31)上并与所述下模架(34)的底面相连的顶升组件(35)。
6.根据权利要求1所述的机动车号牌制作装置,其特征在于,所述号牌转运机构(4)包括转运架(41)、可横向移动地设置于所述转运架(41)上的转运板(42)、设置于所述转运板(42)上并用于驱动其横向移动的第三驱动电机(43)、设置于所述转运板(42)上的第四驱动电机(44)、与所述第四驱动电机(44)的输出轴动力连接并位于所述转运板(42)底部的伸缩连接件(45)、与所述伸缩连接件(45)相连的转运吸附板(46)、设置于所述转运吸附板(46)上的若干个用于吸取半成品号牌的转运吸盘(47),所述第四驱动电机(44)用于驱动所述伸缩连接件(45)纵向移动,以使所述转运吸附板(46)伸出至所述压字机(3)处。
7.根据权利要求6所述的机动车号牌制作装置,其特征在于,所述号牌转运机构(4)还包括连接在所述伸缩连接件(45)与所述转运吸附板(46)之间的垂向连接板(48)、设置于所述垂向连接板(48)上的二级驱动电机(49),所述二级驱动电机(49)用于驱动所述转运吸附板(46)相对于所述伸缩连接件(45)进行纵向移动。
8.根据权利要求1所述的机动车号牌制作装置,其特征在于,所述号牌下料机构(6)包括设置于所述烫印机(5)的出料口位置处、用于运输成品号牌的辊轴传输组件(61)。
9.根据权利要求8所述的机动车号牌制作装置,其特征在于,所述号牌下料机构(6)还包括设置于所述辊轴传输组件(61)底部的安装座(62)、设置于所述安装座(62)上的第五驱动电机(63)、可滑动地设置于所述安装座(62)上并与所述第五驱动电机(63)的输出轴动力连接的推杆(64),所述推杆(64)用于伸入到所述辊轴传输组件(61)中并将成品号牌沿两侧推动至卸料。
10.根据权利要求9所述的机动车号牌制作装置,其特征在于,所述号牌下料机构(6)还包括搭载于所述烫印机(5)的出料口位置处的质量识别探头,用于通过图像技术识别成品号牌的质量是否合格;所述质量识别探头与所述第五驱动电机(63)信号连接,以通过对成品号牌的不同侧方向的卸料推动方向区分质量合格与质量不合格的成品号牌。
技术总结
本发明公开一种机动车号牌制作装置,涉及机械装置技术领域,包括:字模上料机构,用于将对应字模运输至压字机上的字模安装位置处;号牌上料机构,用于将号牌原坯运输至压字机上的号牌安装位置处;压字机,用于在字模与号牌原坯均安装到位后将两者互相压合,以形成半成品号牌;号牌转运机构,用于将半成品号牌从压字机上转运至烫印机上的号牌接收位置处;烫印机,用于对半成品号牌进行烫印工艺处理,以形成成品号牌;号牌下料机构,用于将成品号牌从烫印机上运输至预设位置处。在号牌的制作过程中,主要流程分别由各种机构和设备有序完成,大幅减小了人工劳动量,因此能够提高机动车号牌的制作工艺机械化程度,降低人工劳动负荷,节省人力成本。
技术研发人员:郭小璇,张贺,李绍强,单伟,王佳雷
受保护的技术使用者:青岛通产智能科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!