定点印花无缝复合面料生产工艺的制作方法
本发明涉及无缝复合面料生产,尤其涉及定点印花无缝复合面料生产工艺。
背景技术:
1、无缝贴合机是无缝服饰的一种生产设备,利用热熔胶膜经过热贴无缝机将面料粘合一起,粘合的服饰效果平整、柔软、不伤衣物纤维。
2、现有技术中,无缝复合面料生产工艺通常是指将面料通过复合机进行复合,复合后的面料若想要得到好看的图案,通常需要再经过印花设备进行印花,这就需要转移复合后的面料,需要重新收集、放卷、印花,因而生产时间长,所以,需要设计定点印花无缝复合面料生产工艺来解决上述问题。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的定点印花无缝复合面料生产工艺,其通过设置在一条生产线上设置数码印花机与无缝贴合机,使得定点印花后的面料可以经过冷却后直接投入复合过程,从而大大缩短了定点印花与复合时间,提高面料的生产效率,另外印花坯布可以复合多功能的面料,相比传统印花坯布与复合坯布直接复合得到的面料,其驱虫、抗菌、吸湿排汗能力较强。
2、为了实现上述目的,本发明采用了如下技术方案:
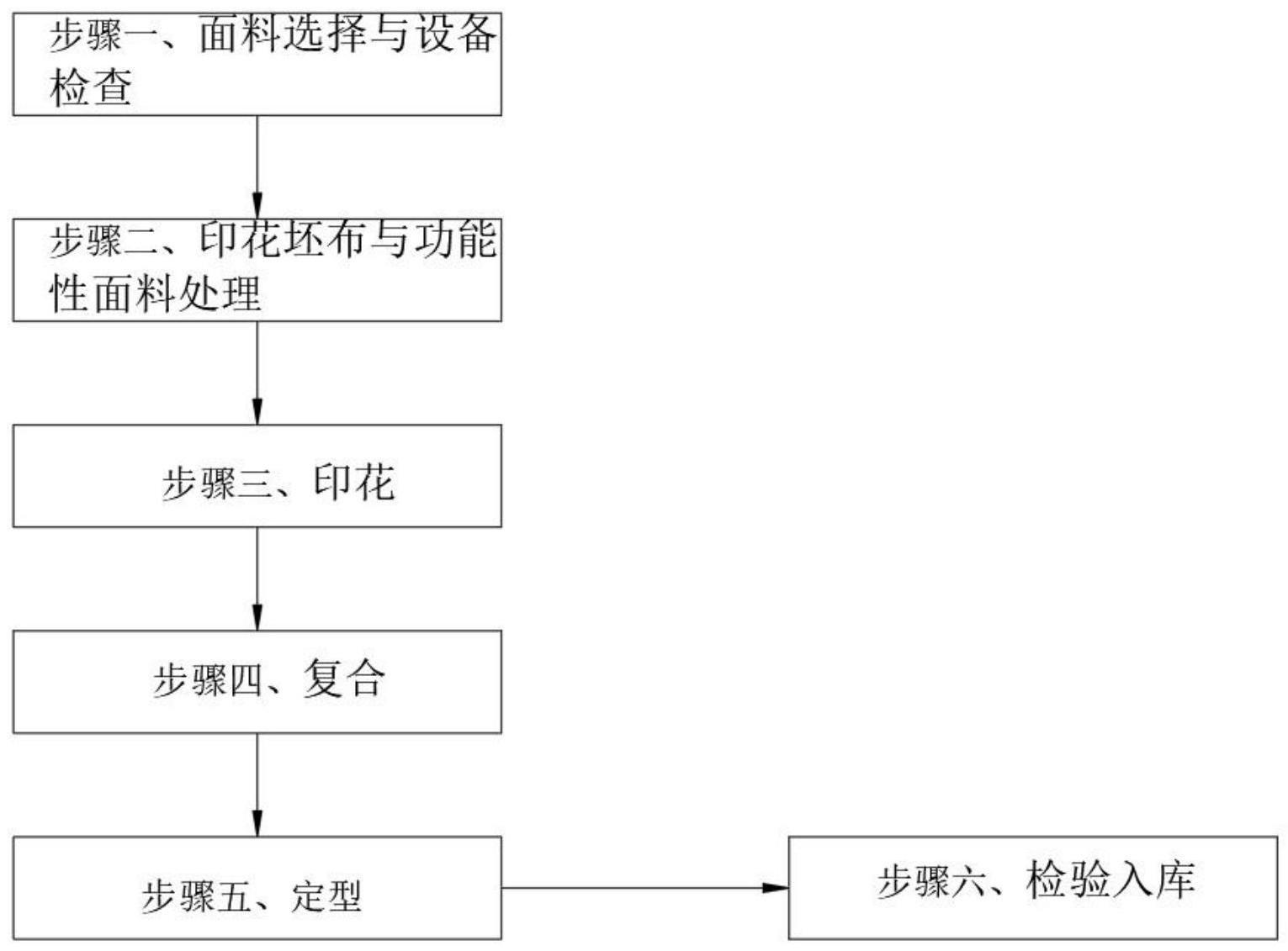
3、定点印花无缝复合面料生产工艺,包括以下步骤:
4、s1、面料选择与设备检查,根据生产需要选择合适的印花坯布、功能性面料与复合坯布,对生产所用到的生产设备:第一无缝贴合机、第一降温箱、数码印花机、第二降温箱、第二无缝贴合机、第三降温箱、裁边机、收卷机进行检查,其中数码印刷机检测油墨储存量与是否正常供墨,第一无缝贴合机与第二无缝贴合机检测胶水储存量与是否正常供胶;
5、s2、印花坯布与功能性面料处理,将印花坯布与功能性面料安装在第一无缝贴合机上,印花坯布与功能性面料通过第一无缝贴合机进行无缝复合;
6、s3、印花,复合后的印花面料经过第一降温箱进行降温冷却以及定型,降温后的印花面料直接进入数码印花机内,由数码印花机安装设定的印花程序进行顶点印花;
7、s4、复合,印花后的印花面料经过第二降温箱进行降温冷却以及定型,降温后的印花面料进入第二无缝贴合机内,由第二无缝贴合机对印花面料与复合坯布进无缝复合;
8、s5、定型,输出的面料经过第三降温箱进行降温冷却以及定型,降温后面料进入裁边机内进行裁边,裁切掉多余未缝合的部分,合格的面料进入收卷机,由收卷机进行收卷;
9、s6、检验入库,收卷后的面料卷经过检验后运输至库房中进行储存。
10、优选地,所述步骤s1中功能性面料是指面料所构成的多种纤维进行除碱洗涤、络筒、清纱、整经、浆纱、烘干、编制而成,其中所述浆纱指纤维浸泡多功能化学药剂,所述多功能化学药剂包括聚氨酯的二甲基甲酰胺溶液、碳化锆、艾草精油、硬脂酰乳酸钙、粘合剂、驱虫剂、抗菌剂、纯化水、竹炭,可以通过浸泡使得功能性面料的驱虫、抗菌、吸湿排汗能力得到提升,使得复合后的面料性能得到提升。
11、优选地,所述步骤s3中面料的印花,依次按如下步骤;第一步、将设计好的图案录入电脑,再根据图案进行电脑制版编程,确定符合的印花程序;第二步,数码印花机根据设定的印花程序对经过的面料进行定点印花。
12、优选地,所述第一降温箱、第二降温箱与第三降温箱内温度可以保持15℃~50℃,主要可以在鼓风机的鼓风作用下降温,温度可以为15℃、20℃、25℃、30℃、35℃、40℃、45℃、50℃,鼓风机的鼓风风量为1100~1800m3/h,风量可以为1200m3/h、1300m3/h、1400m3/h、1500m3/h、1600m3/h、1700m3/h、1800m3/h。
13、优选地,所述无缝贴合选用的胶水可以为eva热熔胶网膜,所述eva热熔胶网膜复合温度为80℃-200℃,例如80℃、100℃、120℃、140℃、160℃、180℃、200℃。
14、本发明中,具有以下有益效果:
15、1、本发明在一条生产线上设置数码印花机与无缝贴合机,使得定点印花后的面料可以经过冷却后直接投入复合过程,使得面料不需要转移至其他复合车间进行复合,从而大大缩短了定点印花与复合时间,提高面料的生产效率;
16、2、本发明设置了功能性面料,印花坯布可以复合多功能的面料,使得得到的印花面料的驱虫、抗菌、吸湿排汗能力更佳,相比传统印花坯布与复合坯布直接复合得到的面料,其驱虫、抗菌、吸湿排汗能力较强;
17、3、本装置设置了第一降温箱、第二降温箱与第三降温箱,可以对面料进行及时降温,从而保证了面料的品质。
技术特征:
1.定点印花无缝复合面料生产工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的定点印花无缝复合面料生产工艺,其特征在于,所述步骤s1中功能性面料是指面料所构成的多种纤维进行除碱洗涤、络筒、清纱、整经、浆纱、烘干、编制而成,其中所述浆纱指纤维浸泡多功能化学药剂,所述多功能化学药剂包括聚氨酯的二甲基甲酰胺溶液、碳化锆、艾草精油、硬脂酰乳酸钙、粘合剂、驱虫剂、抗菌剂、纯化水、竹炭,可以通过浸泡使得功能性面料的驱虫、抗菌、吸湿排汗能力得到提升,使得复合后的面料性能得到提升。
3.根据权利要求2所述的定点印花无缝复合面料生产工艺,其特征在于,所述步骤s3中面料的印花,依次按如下步骤;第一步、将设计好的图案录入电脑,再根据图案进行电脑制版编程,确定符合的印花程序;第二步,数码印花机根据设定的印花程序对经过的面料进行定点印花。
4.根据权利要求3所述的定点印花无缝复合面料生产工艺,其特征在于,所述第一降温箱、第二降温箱与第三降温箱内温度可以保持15℃~50℃,主要可以在鼓风机的鼓风作用下降温,温度可以为15℃、20℃、25℃、30℃、35℃、40℃、45℃、50℃,鼓风机的鼓风风量为1100~1800m3/h,风量可以为1200m3/h、1300m3/h、1400m3/h、1500m3/h、1600m3/h、1700m3/h、1800m3/h。
5.根据权利要求4所述的定点印花无缝复合面料生产工艺,其特征在于,所述无缝贴合选用的胶水可以为eva热熔胶网膜,所述eva热熔胶网膜复合温度为80℃-200℃,例如80℃、100℃、120℃、140℃、160℃、180℃、200℃。
技术总结
本发明公开了定点印花无缝复合面料生产工艺,包括以下步骤:S1、面料选择与设备检查;S2、印花坯布与功能性面料处理;S3、印花;S4、复合;S5、定型;S6、检验入库;所述步骤1中功能性面料是指面料所构成的多种纤维进行除碱洗涤、络筒、清纱、整经、浆纱、烘干、编制而成。本发明设置了在一条生产线上设置数码印花机与无缝贴合机,使得定点印花后的面料可以经过冷却后直接投入复合过程,从而大大缩短了定点印花与复合时间,提高面料的生产效率,另外印花坯布可以复合多功能的面料,相比传统印花坯布与复合坯布直接复合得到的面料,其驱虫、抗菌、吸湿排汗能力较强。
技术研发人员:李立新,陶慧婷
受保护的技术使用者:吴江市卡薇曼纺织后整理有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!