一种凹版印刷机自动化预套准工艺一键开机系统的制作方法
本发明涉及印刷,特别涉及一种凹版印刷机自动化预套准工艺一键开机系统。
背景技术:
1、当前凹版印刷机开机过程需要操作工开机联动,然后从前一色到后一色逐色合压印刷,合压后由于每一色的色标都可能被印刷在任意位置,所以前期套准工艺需要操作工依靠肉眼判断相位差,然后从前一色到后一色依次对每一色操作压辊离压,调整版辊相位,再将压辊合压,检查印刷相位是否进入允许锁标的范围,期间一般需重复进行多次相位调整才能达到锁标范围,操作复杂且对操作工的熟练度依赖性很高。
技术实现思路
1、本发明为了解决上述问题,目的在于提供一种凹版印刷机自动化预套准工艺一键开机系统。
2、为实现上述目的,本发明采用如下技术方案:
3、本发明提供一种凹版印刷机自动化预套准工艺一键开机系统,其特征在于,包括:引导标设置模块、色标检测模块、一键开机按钮模块、色标位置确定模块、版辊套色调整处理模块、压辊控制执行模块;其中,引导标设置模块在界面中显示有引导标设置栏,供用户设置引导标信息;色标检测模块用于检测包括引导标在内的色标特征;一键开机按钮模块在界面中显示有一键开机按钮,一键开机按钮被点击后生成自动流程开始指令;色标位置确定模块,接收自动流程开始指令后,按照色组从后往前排列顺序对每一色组的引导标位置进行确定;版辊套色调整处理模块,在色标位置确定模块的处理流程完成后,按照色组从前往后排列顺序进行版辊相位计算、调整、锁标;压辊控制执行模块用于根据色标位置确定模块以及版辊套色调整处理模块的处理流程对压辊进行自动控制。
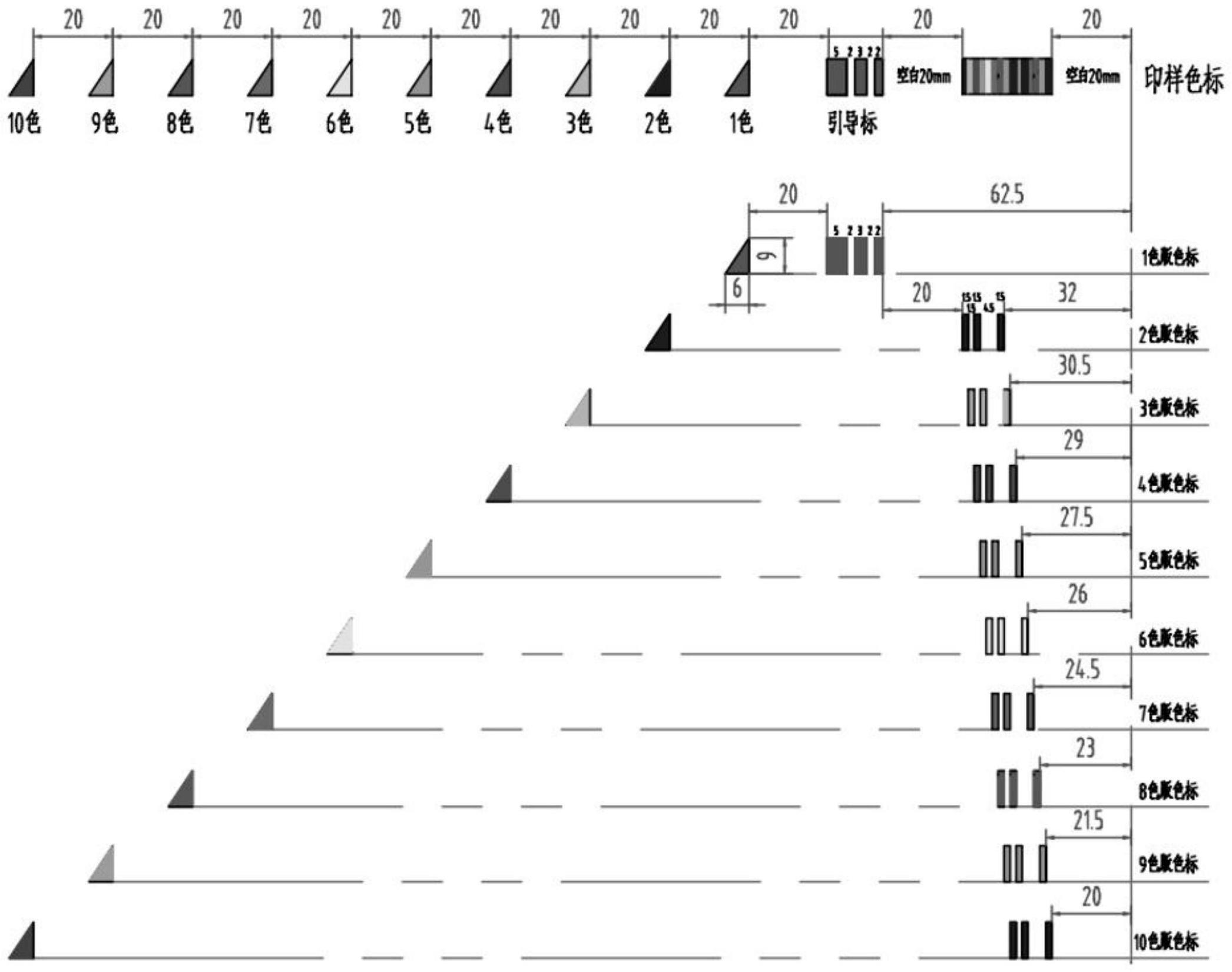
4、进一步地,在本发明提供的凹版印刷机自动化预套准工艺一键开机系统中,还可以具有这样的特征:其中,引导标由三个矩形色标组成,分别是左侧色标、中间色组、右侧色标;引导标设置栏中包括以下尺寸信息:左侧色标宽度、中间色标宽度、右侧色标宽度、左侧色标与中间色标的间隔、中间色标与右侧色标的间隔。
5、进一步地,在本发明提供的凹版印刷机自动化预套准工艺一键开机系统中,还可以具有这样的特征:其中,首色的引导标与其他色组的引导标的尺寸设置为不同;第二色至最后一色的引导标的尺寸设置为完全相同。
6、进一步地,在本发明提供的凹版印刷机自动化预套准工艺一键开机系统中,还可以具有这样的特征:其中,首色的引导标与第二色的引导标之间的间距设置为20mm;第二色至最后一色的引导标按照依次间隔1.5mm错开设置。
7、进一步地,在本发明提供的凹版印刷机自动化预套准工艺一键开机系统中,还可以具有这样的特征:其中,引导标设置栏还包括公差设置栏,用于供用户设置色标检测模块的检测精度公差。
8、进一步地,在本发明提供的凹版印刷机自动化预套准工艺一键开机系统中,还可以具有这样的特征:其中,引导标的检测精度公差设置为1mm。
9、进一步地,在本发明提供的凹版印刷机自动化预套准工艺一键开机系统中,还可以具有这样的特征:其中,色标位置确定模块的处理流程如下:
10、s1:将最后一色的压辊压下,其余未处理色组保持压辊均为离压状态;
11、s2:待最后一色的引导标信号到达色标检测模块的最后一色光眼处后,记录当前引导标的位置信息;
12、s3:处理倒数第二色,压下倒数第二色压辊,其余未处理色组保持压辊为离压状态;
13、s4:待倒数第二色的引导标信号到达色标检测模块的达倒数第二色光眼处后,记录当前引导标的位置信息;
14、s5:按照上述步骤s1至s4,同理处理倒数第三色、倒数第四色、……,直到处理完首色,结束流程。
15、进一步地,在本发明提供的凹版印刷机自动化预套准工艺一键开机系统中,还可以具有这样的特征:其中,版辊套色调整处理模块的处理流程如下:
16、s1:保持首色的压辊合压,其他未处理色组的压辊全部离压;
17、s2:处理第二色:
18、s2-1:等待首色印刷的引导标随之印刷材料运行到第二色光眼处时,开始搜索首色引导标,再根据第二色的引导标和首色的引导标的位置信息计算出第二色的版辊偏移量;
19、s2-2:根据计算出的第二色的版辊偏移量对第二色的压辊进行调整;
20、s2-3:第二色的压辊调整运动到位后,将压辊合压;
21、s2-4:根据第二色的引导标位置的计算结果,锁标位置;
22、s3:保持首色和第二色的压辊合压,其他未处理色组的压辊仍保持全部离压;
23、s4:处理第三色:
24、s4-1:等待首色印刷的引导标随之印刷材料运行到第三色光眼处时,开始搜索首色引导标,再根据第三色的引导标和首色的引导标的位置信息计算出第三色的版辊偏移量;
25、s4-2:根据计算出的第三色的版辊偏移量对第三色的压辊进行调整;
26、s4-3:第三色的压辊调整运动到位后,将压辊合压;
27、s4-4:根据第三色的引导标位置的计算结果,锁标位置;
28、s5:按照上述步骤s1至s4,同理处理第四色、第五色、……,直到处理完最后一色,结束流程。
29、本发明的作用和效果:
30、与现有技术相比,本发明系统中除了常规色标之外还设置有引导标色标,本发明实现了程序自动化工艺流程,将原先人工操作的压辊离合、版辊相位计算及调整、锁标等工艺流程均实现自动控制,通过程序运算后直接输出调整量,一次调整到位,无需多次调整,全部色组调整完毕后即可直接升速印刷。预套准过程中不需要人为参与,相位调整准确,调节速度快,摆脱了对人的依赖,大大降低了现场操作工的劳动强度,可以帮助企业规范生产流程,提高企业效益。
技术特征:
1.一种凹版印刷机自动化预套准工艺一键开机系统,其特征在于,包括:引导标设置模块、色标检测模块、一键开机按钮模块、色标位置确定模块、版辊套色调整处理模块、压辊控制执行模块;
2.如权利要求1所述的凹版印刷机自动化预套准工艺一键开机系统,其特征在于:
3.如权利要求1或2所述的凹版印刷机自动化预套准工艺一键开机系统,其特征在于:
4.如权利要求1或2所述的凹版印刷机自动化预套准工艺一键开机系统,其特征在于:
5.如权利要求1所述的凹版印刷机自动化预套准工艺一键开机系统,其特征在于:
6.如权利要求5所述的凹版印刷机自动化预套准工艺一键开机系统,其特征在于:
7.如权利要求1所述的凹版印刷机自动化预套准工艺一键开机系统,其特征在于:
8.如权利要求1所述的凹版印刷机自动化预套准工艺一键开机系统,其特征在于:
技术总结
本发明提供一种凹版印刷机自动化预套准工艺一键开机系统,其特征在于,包括:引导标设置模块,在界面中显示有引导标设置栏,供用户设置引导标信息;色标检测模块,用于检测包括引导标在内的色标特征;一键开机按钮模块,在界面中显示有一键开机按钮,一键开机按钮被点击后生成自动流程开始指令;色标位置确定模块,接收自动流程开始指令后,按照色组从后往前排列顺序对每一色组的引导标位置进行确定;版辊套色调整处理模块,在色标位置确定模块的处理流程完成后,按照色组从前往后排列顺序进行版辊相位计算、调整、锁标;压辊控制执行模块,用于根据色标位置确定模块以及版辊套色调整处理模块的处理流程对压辊进行自动控制。
技术研发人员:刘柏严,陈见埔,刘海伟,王彦祺
受保护的技术使用者:贝加莱工业自动化(中国)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!