一种基于软件编程的自动喷印标识控制系统的制作方法
本发明涉及加工设备控制,具体涉及一种基于软件编程的自动喷印标识控制系统。
背景技术:
1、目前产品喷印标识是通过将喷码头固定,人工采用不同工装固定在旋转电机上,并将产品固定在工装上,通过脚踏开关触发电机旋转,电机带动编码器触发喷码头喷印。存在的主要问题是工装夹具种类太多,每次寻找对应工装强度较大,并且每个产品均通过人工来完成,劳动强度较大,一致性无法保证。由于产品产量较大,精度要求较高,通过人工操作影响产品质量及交付进度,为了改善目前生产现状,提出该控制系统,结合机加零件完成产品自动喷印标识。
技术实现思路
1、有鉴于此,本申请实施例提供一种基于软件编程的自动喷印标识控制系统,该系统操作简单、控制灵活、重复精度高,以解决现有的喷印一致性不好,效率低的问题。
2、本申请实施例提供以下技术方案:一种基于软件编程的自动喷印标识控制系统,包括:
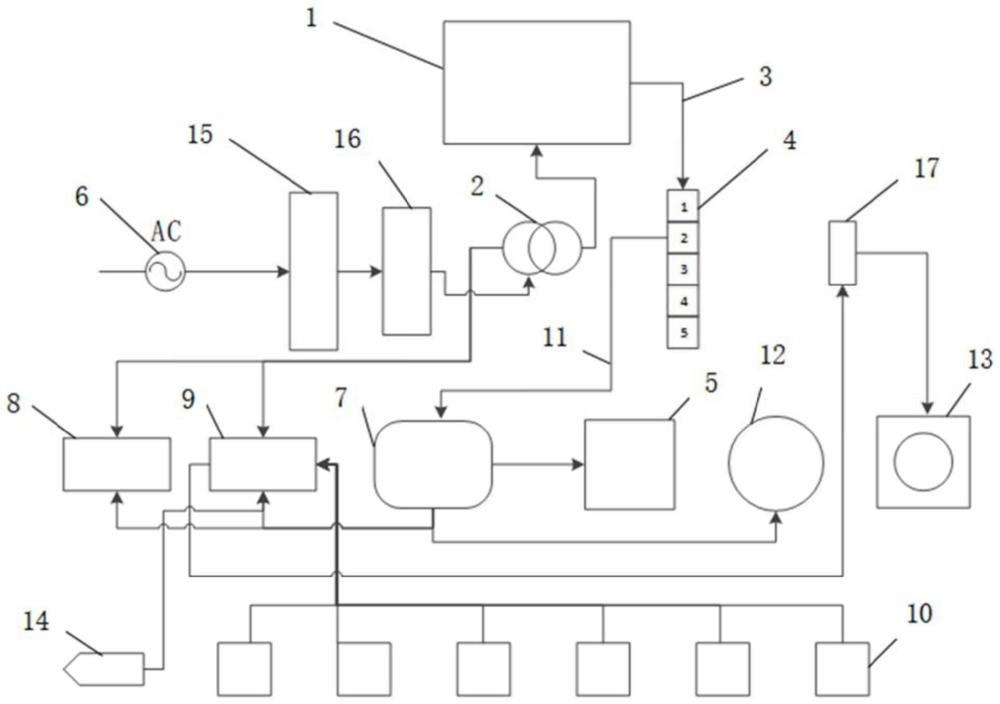
3、上位机和下位机,所述下位机包括机械手、机械手控制器和喷码头,所述机械手控制器的数据输入端与所述上位机连接,所述机械手控制器的数据输出端与所述机械手的数据输入端连接,所述机械手上安装电动夹爪;所述下位机还包括专用io端子台和通用io端子台,所述机械手控制器的信号输出端分别与所述专用io端子台和所述通用io端子台的信号输入端连接,外部信号通过与所述专用io端子台及所述通用io端子台连接,将外部信号传递至所述机械手控制器,所述通用io端子台的输出端与所述喷码头连接,以通过所述机械手对待喷印产品进行抓取,同时通过所述喷码头对待喷印产品开始喷印标识。
4、根据本申请一种实施例,所述机械手控制器的电源输入端、所述专用io端子台的电源输入端和所述通用io端子台的电源输入端分别连接220v的电源装置。
5、根据本申请一种实施例,所述220v的电源装置包括依次连接的220v电源、漏电保护器和滤波器。
6、根据本申请一种实施例,所述上位机包括hmi人机交互界面,所述hmi人机交互界面和所述机械手控制器之间通过交换机连接。
7、根据本申请一种实施例,所述hmi人机交互界面连接24v电源。
8、根据本申请一种实施例,所述通用io端子台的输出端通过继电器与所述喷码头连接,其中,所述通用io端子台的输出端与所述继电器的触点连接,所述继电器的触电与所述喷码头的输入端连接。
9、根据本申请一种实施例,所述下位机还包括按钮,所述按钮的输出端与所述专用io端子台的输入端连接,所述按钮的功能包括启动、停止、暂停、继续、复位和急停。
10、根据本申请一种实施例,所述通用io端子台的输入端还连接光栅。
11、根据本申请一种实施例,所述通用io端子台的输出端还连接所述电动夹爪的输入端,用于通过所述机械手控制器直接控制所述电动夹爪的开合动作。
12、本发明的基于软件编程的自动喷印标识控制系统,用于控制零件自动抓取,自动喷印标识,控制系统包括上位机和下位机;上位机为人机交互界面,主要用来人工操作和零件参数存储,存储零件的直径、高度、喷印标识位置的高度,根据不同型号零件存储不同参数。操作人员根据对应型号下载数据即可,并且能够自动录入新的零件型号,编辑好零件名称、对应参数,点击保存即可,下次可直接选择零件名称下载数据,操作简单、高效。下位机为机械手控制系统,通过软件编程控制机械手的执行,根据上位机发送零件的参数,程序控制机械手抓取零件,移动至喷码头位置,机械手带动零件匀速旋转,同时通过程序触发喷码头喷印标识,根据程序控制工作顺序与时间间隔,保证零件喷印字符间距一致,喷印完成后机械手将零件放回上料位置。通过程序线程控制及延时触发喷码头工作,弥补了机械手旋转的加速时间,并保证机械手旋转与喷码头喷印同时进行,实现机械手匀速旋转时喷印,保证了喷印标识的一致性。
13、与现有技术相比,本说明书实施例采用的上述至少一个技术方案能够达到的有益效果至少包括:本发明实施例的控制系统采用软硬件相结合的形式来实现产品自动抓取、标识自动喷印等,改善了传统的操作方式,hmi与plc连接,控制电机与气缸抓取产品,喷印标识等。通过hmi、机械手、电动夹爪互相配合可实现产品不同直径、不同高度均可自动喷印,具有很好的通用性,并且运行速度较高,稳定性较好,能够确保产品受力一致,喷印字符状态、大小均一致,解决了人工喷印一致性不好,工装选取困难等问题,提高了该工序整体的工作效率。
技术特征:
1.一种基于软件编程的自动喷印标识控制系统,其特征在于,包括:
2.根据权利要求1所述的基于软件编程的自动喷印标识控制系统,其特征在于,所述机械手控制器的电源输入端、所述专用io端子台的电源输入端和所述通用io端子台的电源输入端分别连接220v的电源装置。
3.根据权利要求1所述的基于软件编程的自动喷印标识控制系统,其特征在于,所述220v的电源装置包括依次连接的220v电源、漏电保护器和滤波器。
4.根据权利要求1所述的基于软件编程的自动喷印标识控制系统,其特征在于,所述上位机包括hmi人机交互界面,所述hmi人机交互界面和所述机械手控制器之间通过交换机连接。
5.根据权利要求4所述的基于软件编程的自动喷印标识控制系统,其特征在于,所述hmi人机交互界面连接24v电源。
6.根据权利要求1所述的基于软件编程的自动喷印标识控制系统,其特征在于,所述通用io端子台的输出端通过继电器与所述喷码头连接,其中,所述通用io端子台的输出端与所述继电器的触点连接,所述继电器的触电与所述喷码头的输入端连接。
7.根据权利要求1所述的基于软件编程的自动喷印标识控制系统,其特征在于,所述下位机还包括按钮,所述按钮的输出端与所述专用io端子台的输入端连接,所述按钮的功能包括启动、停止、暂停、继续、复位和急停。
8.根据权利要求1所述的基于软件编程的自动喷印标识控制系统,其特征在于,所述通用io端子台的输入端还连接光栅。
9.根据权利要求1所述的基于软件编程的自动喷印标识控制系统,其特征在于,所述通用io端子台的输出端还连接所述电动夹爪的输入端,用于通过所述机械手控制器直接控制所述电动夹爪的开合动作。
技术总结
本发明提供一种基于软件编程的自动喷印标识控制系统,涉及加工设备控制技术领域,包括:上位机和下位机,下位机包括机械手、机械手控制器和喷码头,机械手控制器与所述上位机连接,机械手控制器与所述机械手连接,所述机械手上安装电动夹爪;下位机还包括专用IO端子台和通用IO端子台,所述机械手控制器分别与专用IO端子台和通用IO端子台连接,外部信号通过与专用IO端子台及通用IO端子台连接,将外部信号传递至机械手控制器,通用IO端子台与喷码头连接,以通过所述机械手对待喷印产品进行抓取,同时通过所述喷码头对待喷印产品开始喷印标识。本发明的操作简单、控制灵活、重复精度高,解决了现有喷印一致性不好,效率低的问题。
技术研发人员:陈茂双,陈浩然,黄金菡
受保护的技术使用者:沈阳兴华航空电器有限责任公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!