烫金带精准送料机构的制作方法
本技术涉及一种用于标签生产的标签烫金模切机,具体涉及一种标签烫金模切机的烫金带送料机构。
背景技术:
1、标签烫金模切机用于标签的烫金模切生产,烫金工序需要进行烫金带的精准输送,这部分工作由设备的烫金带送料机构来完成。现有技术的烫金带送料机构,包括烫金带放卷轴和收卷轴,放卷轴用于烫金带的放料,收卷轴用于烫金带废料的收卷。烫金工作时,烫金带从放卷轴上放料后由牵引辊进行伺服牵引,然后经纠偏器的纠偏后经过烫金上模板的下方,随着烫金上模板的向下合模动作,烫金模具将烫金带上的烫金图块压印转移到标签带上,最后烫金带废料由收卷轴进行收卷。缺点是:收卷轴在进行烫金带废料的收卷时,卷径会逐渐变大,虽然收卷轴的收卷张力通过控制器进行控制,但收卷的拉力还是会有变化,导致烫金带(特指位于烫金上模板下方的这一段水平烫金带)在生产送料过程中的张力难以保持恒定,进而使定位烫金位置不精准,最终影响产品烫金质量。还有,烫金工序需要将烫金带上的烫金图块转移到标签带上,这部分工作由设备的定位烫金组件来完成。现有技术的标签烫金模切机,包括烫金上模板和烫金下模板,烫金上模板作上下动作,烫金下模板固定安装,烫金上模板的底面设置烫金模具,烫金工作时,烫金带和标签带分别从烫金上模板和烫金下模板之间通过并作间歇停留,此时烫金上模板向下动作,烫金模具将烫金带上的烫金图块压印转移到标签带上,接着烫金上模板向上动作远离下模板,烫金带和标签带再分别进行反向的送料动作。缺点是,当烫金上模板向上动作远离下模板后,由于烫金带的烫金部位与标签带之间有高温黏连,烫金带并不完全随烫金上模板离开,这样一来,烫金带和标签带的反向送料动作,烫金带就容易对已经附在标签带表面的烫金图块产生边界拉毛和表面拉伤,进而难以很好保证产品的烫金质量,特别在生产速度较快时,这种情况会很严重,大大制约了生产速度的提高。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的旨在提供一种能够实现烫金带在生产送料过程中的恒张力,防止烫金带因张力变化导致定位烫金位置的不精准,同时能够防止产品表面烫金因黏连而产生的边界拉毛或表面拉伤,更好保证烫金质量,利于烫金生产速度大幅提高的烫金带精准送料机构。
2、本实用新型是通过以下技术方案来实施的:
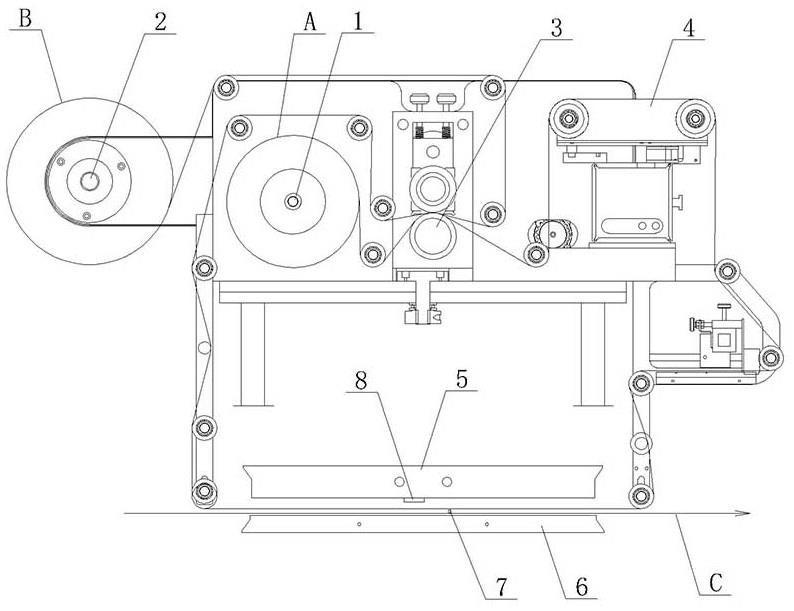
3、烫金带精准送料机构,包括放卷轴和收卷轴,工作时放卷轴的放料经过烫金上模板的下方后再由收卷轴进行收卷,其特征在于:放卷轴的输出侧设有放卷牵引,收卷轴的输入侧设有收卷牵引,所述放卷牵引和收卷牵引由同一牵引辊的牵引动作来完成,牵引辊由伺服电机控制驱动。
4、采用上述技术方案后,本实用性型在进行烫金工作时,烫金带从放卷轴上放料后由牵引辊进行伺服牵引,然后经纠偏器的纠偏后经过烫金上模板的下方,烫金模具将烫金带上的烫金图块压印转移到标签带上后,烫金带废料先由牵引辊进行再次牵引,然后再由收卷轴进行收卷,此过程中,收卷轴在废料收卷时虽然卷径会逐渐变大,收卷的拉力也会有变化,但因为有收卷牵引在前进行了阻断,且收卷牵引与放料牵引由同一牵引辊进行牵引,两者具有完全相同的牵引速度,所以就能够很好保证了在生产送料过程中烫金带(指位于烫金上模板下方的这一段烫金带)的张力的恒定,于是烫金带就能够被准确转印到标签带上,进而使定位烫金位置达到精准,提高产品烫金质量。
5、作为优选技术方案:收卷轴、放卷轴和牵引辊左中右排布,牵引辊位于烫金上模板上方的中间位置。
6、作为优选技术方案:设有刮线组件,刮线组件包括刮线,刮线位于烫金上模板与烫金下模板之间的开合面,工作时刮线作前后往复动作。刮线的前后往复动作由动力机构进行推动,动力机构包括电机、转动盘、连杆和滑动架,滑动架作前后活动设置,滑动架设有左臂和右臂,左臂和右臂位于烫金下模板的左右两侧,所述刮线的两端分别固定在左臂和右臂上,左臂或右臂上安装支座,支座与连杆的一端连接,连杆的另一端与所述转动盘偏心连接,转动盘与电机传动连接。
7、采用上述技术方案后,本实用性型在工作时,当完成烫金、烫金上模板向上动作远离下模板的同时,位于烫金带和标签带之间的刮线快速动作,经过烫金带烫金部位与标签带之间的高温黏连处,将高温黏连处提前分离,这样当烫金带和标签带进行反向送料动作时,烫金带就不会对已经附在标签带表面的烫金图块产生边界拉毛和表面拉伤,进而很好保证了产品的烫金质量,同时可使烫金生产速度得以大幅提高。
技术特征:
1.烫金带精准送料机构,包括放卷轴和收卷轴,工作时放卷轴的放料经过烫金上模板的下方后再由收卷轴进行收卷,其特征在于:放卷轴的输出侧设有放卷牵引,收卷轴的输入侧设有收卷牵引,所述放卷牵引和收卷牵引由同一牵引辊的牵引动作来完成,牵引辊由伺服电机控制驱动。
2.如权利要求1所述的烫金带精准送料机构,其特征在于:收卷轴、放卷轴和牵引辊左中右排布,牵引辊位于烫金上模板上方的中间位置。
3.如权利要求1所述的烫金带精准送料机构,其特征在于:设有刮线组件,刮线组件包括刮线,刮线位于烫金上模板与烫金下模板之间的开合面,工作时刮线作前后往复动作。
4.如权利要求3所述的烫金带精准送料机构,其特征在于:刮线的前后往复动作由动力机构进行推动,动力机构包括电机、转动盘、连杆和滑动架,滑动架作前后活动设置,滑动架设有左臂和右臂,左臂和右臂位于烫金下模板的左右两侧,所述刮线的两端分别固定在左臂和右臂上,左臂或右臂上安装支座,支座与连杆的一端连接,连杆的另一端与所述转动盘偏心连接,转动盘与电机传动连接。
技术总结
本技术公开了一种烫金带精准送料机构,包括放卷轴和收卷轴,工作时放卷轴的放料经过烫金上模板的下方后再由收卷轴进行收卷,其特征在于:放卷轴的输出侧设有放卷牵引,收卷轴的输入侧设有收卷牵引,所述放卷牵引和收卷牵引由同一牵引辊的牵引动作来完成,牵引辊由伺服电机控制驱动。本技术能够实现烫金带在生产送料过程中的恒张力,防止烫金带因张力变化导致定位烫金位置的不精准,提高产品烫金质量;另外本技术能够防止产品表面烫金因黏连而产生的边界拉毛或表面拉伤,更好保证烫金质量,同时利于烫金生产速度的大幅提高。
技术研发人员:陈雪峰
受保护的技术使用者:温州豪成机械科技有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!