一种汽车VIN打刻机工装的制作方法
一种汽车vin打刻机工装
技术领域
1.本实用新型属于汽车打刻技术领域,尤其是一种汽车vin打刻机工装。
背景技术:
2.汽车开发试制阶段周期短,试制车身数量有限,便携式vin打刻机便作为白车身vin打刻的常用设备;vin在打刻时需要搭配工装使用,该工装需连接vin打刻机,又能支撑需打刻的车身部件,同时兼具打刻精度准确、加工方便以及制作费用低等优点。
3.而现有的工装多为复杂的气动夹具,其设计搭建复杂不适合汽车开发试制阶段,另一方面,复杂的气动夹具还影响试制车身vin打刻时的操作便利性。
4.为了解决以上问题,拟设计一种能连接vin打刻机,又能支撑被打刻车身部件,同时兼顾打刻精度准确、方便加工等优点的vin打刻机工装。
技术实现要素:
5.本实用新型是为了克服上述现有技术中的缺陷,提供一种汽车vin打刻机工装。
6.为了达到以上目的,本实用新型所采用的技术方案是:一种汽车vin打刻机工装,包括工装底板,工装底板中部布设有开口,工装底板上左右对称布设有锥孔组,工装底板靠近开口两侧处布设有小孔,小孔上焊接车身钣金定位销。
7.作为本实用新型的一种优选方案,每组锥孔组包含两个锥孔,锥孔靠近工装底板两侧布设,锥孔的朝向为向下。
8.作为本实用新型的一种优选方案,所述工装底板通过穿过锥孔组的锥形螺栓连接在打刻机上。
9.作为本实用新型的一种优选方案,所述锥形螺栓的上端不超过工装底板上平面。
10.作为本实用新型的一种优选方案,所述焊接车身钣金定位销的高度一致。
11.作为本实用新型的一种优选方案,所述开口长度尺寸为工装底板长度尺寸的1/2-3/4。
12.作为本实用新型的一种优选方案,所述开口宽度尺寸为工装底板宽度尺寸的1/2-4/5。
13.作为本实用新型的一种优选方案,所述焊接车身钣金定位销的数目大于2。
14.作为本实用新型的一种优选方案,所述小孔远离开口上端布设。
15.作为本实用新型的一种优选方案,所述工装底板为左右对称的结构。
16.本实用新型的有益效果是:
17.本实用新型工装底板下端通过锥孔能连接vin打刻机,上端通过车身钣金定位销能定位车身钣金定位孔,保证vin打刻机通过开口在车身钣金上打刻,其结构简单加工制作方便,同时打刻操作的过程非常便利、打刻精度也准确,也降低工装制作成本。
附图说明
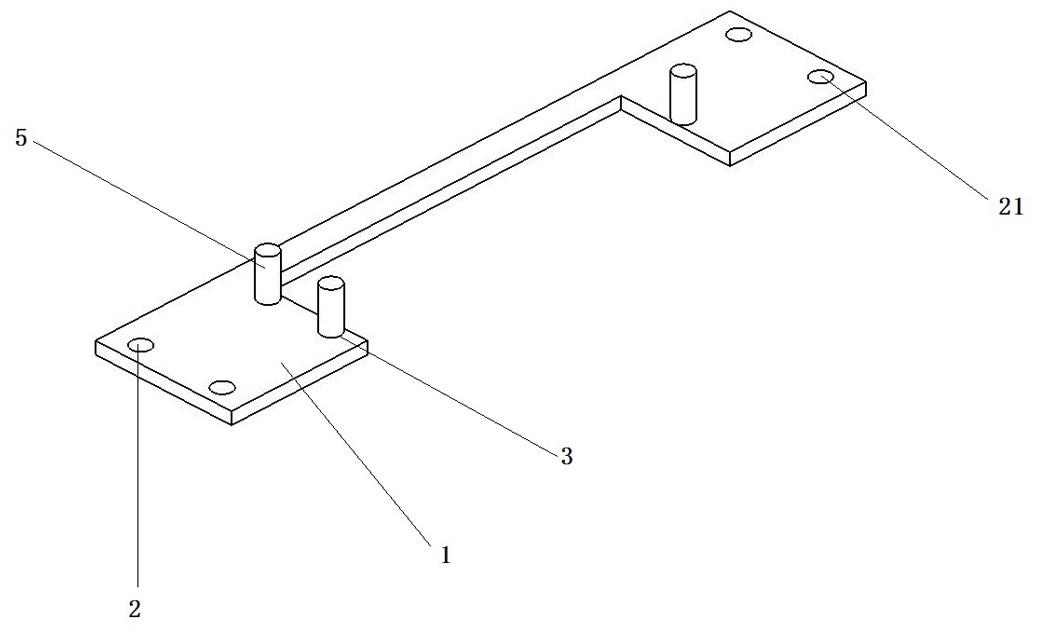
18.图1是本实用新型的结构示意图;
19.图2是本实用新型侧面结构示意图;
20.图中附图标记:工装底板1,锥孔组2,小孔3,锥形螺栓4,车身钣金定位销5,打刻机6,开口11,锥孔21。
具体实施方式
21.下面结合附图对本实用新型实施例作详细说明。
22.如图1-2所示,一种汽车vin打刻机工装,包括工装底板1,工装底板1为左右对称的结构,工装底板1中部布设有开口11,开口11呈矩形,方便实际的加工,打刻机6通过该开口11实施打刻作业,工装底板1上左右对称布设有锥孔组2,锥孔组2的设置方便螺钉头的沉孔,避免螺钉头干扰作业,工装底板1靠近开口11两侧处布设有小孔3,小孔3上焊接车身钣金定位销5。
23.具体的,若干个车身钣金定位销5对车身钣金定位孔进行定位,车身钣金定位销5离开口11越近,车身钣金定位销5与车身钣金相抵的位置就越居中,相应的,车身的重心也越低,方便打刻机6的打印。
24.每组锥孔组2包含两个锥孔21,锥孔21靠近工装底板1两侧布设,锥孔21的朝向为向下,工装底板1通过穿过锥孔组2的锥形螺栓4连接在打刻机6上。锥形螺栓4的上端不超过工装底板1上平面。
25.具体的,锥孔21靠近工装底板1两侧布设不影响车身钣金定位销5在工装底板1上的调整,同时,方便车身钣金定位销5在小孔3上的焊接作业。锥形螺栓4的上端不超过工装底板1上平面,避免工装底板1与车身vin打刻面不贴合。
26.焊接车身钣金定位销5的高度一致,当然为了与车身钣金定位孔的定位以及更贴合车身钣金,可适当地调整不同定位销5的高度。
27.开口11长度尺寸为工装底板1长度尺寸的1/2-3/4,开口11宽度尺寸为工装底板1宽度尺寸的1/2-4/5,开口11的该尺寸的设置一方面保证打刻机6有较大的作业范围,另一方面也加大了焊接车身钣金定位销5之间的距离,使焊接车身钣金定位销5更好地支撑车身钣金。
28.焊接车身钣金定位销3的数目大于2,由多个焊接车身钣金定位销3形成的支撑点才能保证对车身钣金的稳定的支撑;小孔3远离开口11上端布设,工装底板1对其中部开口后,其开口11上端的材料不多,再次开口会影响结构的强度。
29.具体实施一种汽车vin打刻机工装:
30.根据车身vin打刻位置和打刻机6打刻轨迹情况,制作工装底板1,工装底板1中间为开口镂空状态;在工装底板1上钻4个锥孔21,然后使用锥形螺栓4将工装底板1固定在打刻机6上;装配完毕后,锥形螺栓4的上端不超过工装底板1上平面,以防止工装底板1与车身vin打刻面不贴合。
31.在工装底板1上钻3个小孔3用来焊接车身钣金定位销5,焊接面在工装底板1的下表面,以防止在正面焊接时焊点影响工装底板1与车身钣金的贴合;小孔3位置根据车身钣金定位孔和vin打刻机底板安装孔相对位置确定;
32.工装底板1制作及安装完成后,进行打刻调试确认,如存在偏差需要调整小孔3、锥形螺栓4、车身钣金定位销5、开口11以及锥孔21等结构时,需进行再次调整直至工装底板1符合产品设计要求。
33.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现;因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
34.尽管本文较多地使用了图中附图标记:工装底板1,锥孔组2,小孔3,锥形螺栓4,车身钣金定位销5,打刻机6,开口11,锥孔21等术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
技术特征:
1.一种汽车vin打刻机工装,其特征在于:包括工装底板(1),工装底板(1)中部布设有开口(11),工装底板(1)上左右对称布设有锥孔组(2),工装底板(1)靠近开口(11)两侧处布设有小孔(3),小孔(3)上焊接车身钣金定位销(5)。2.根据权利要求1所述的一种汽车vin打刻机工装,其特征在于:每组锥孔组(2)包含两个锥孔(21),锥孔(21)靠近工装底板(1)两侧布设,锥孔(21)的朝向为向下。3.根据权利要求2所述的一种汽车vin打刻机工装,其特征在于:所述工装底板(1)通过穿过锥孔组(2)的锥形螺栓(4)连接在打刻机(6)上。4.根据权利要求3所述的一种汽车vin打刻机工装,其特征在于:所述锥形螺栓(4)的上端不超过工装底板(1)上平面。5.根据权利要求1所述的一种汽车vin打刻机工装,其特征在于:所述焊接车身钣金定位销(5)的高度一致。6.根据权利要求1所述的一种汽车vin打刻机工装,其特征在于:所述开口(11)长度尺寸为工装底板(1)长度尺寸的1/2-3/4。7.根据权利要求6所述的一种汽车vin打刻机工装,其特征在于:所述开口(11)宽度尺寸为工装底板(1)宽度尺寸的1/2-4/5。8.根据权利要求1所述的一种汽车vin打刻机工装,其特征在于:所述焊接车身钣金定位销(5)的数目大于2。9.根据权利要求1所述的一种汽车vin打刻机工装,其特征在于:所述小孔(3)远离开口(11)上端布设。10.根据权利要求1所述的一种汽车vin打刻机工装,其特征在于:所述工装底板(1)为左右对称的结构。
技术总结
一种汽车VIN打刻机工装,包括工装底板,工装底板中部布设有开口,工装底板上左右对称布设有锥孔组,工装底板靠近开口两侧处布设有小孔,小孔上焊接车身钣金定位销,本实用新型工装底板下端通过锥孔能连接VIN打刻机,上端通过车身钣金定位销能定位车身钣金定位孔,保证VIN打刻机通过开口在车身钣金上打刻,其结构简单加工制作方便,同时打刻操作的过程非常便利、打刻精度也准确,也降低工装制作成本。也降低工装制作成本。也降低工装制作成本。
技术研发人员:陈金辉 邵涛 张永 马光宇 张于 鲁云 赵永贞
受保护的技术使用者:合众新能源汽车有限公司
技术研发日:2021.11.26
技术公布日:2022/8/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1