热熔式三维打印机用粒状体、造型物的制造方法、层叠结构体以及层叠结构体的制造方法与流程
本发明涉及热熔式三维打印机用粒状体、使用该粒状体的造型物的制造方法、层叠结构体以及层叠结构体的制造方法。
背景技术:
1、(第1观点)
2、专利文献1中公开了一种方法,其中将作为造型材料的丝状物供给至挤出头,使用搭载于挤出头的液化机将丝状物熔融,通过喷嘴将熔融的丝状物挤出到基底上,由此形成造型物。
3、上述方法中,一般采用通过齿轮咬入等将丝状物直接送至喷嘴前端的方式,但在丝状物由柔软性高的热塑性弹性体构成的情况下,有时齿轮无法咬住丝状物而无法将丝状物供给至喷嘴先端。
4、专利文献2中,通过使用含有热塑性弹性体的芯材部的外周面的一部分设有线状强化部的丝状物来解决上述问题。
5、(第2观点)
6、近年来,随着三维层叠造型装置、即所谓3d打印机的普及,不仅是金属和无机物,树脂制的三维层叠结构体已得到广泛实用。作为树脂用的3d打印机,普遍采用作为热塑性树脂的abs(acrylonitrile butadiene styrene)树脂或pla(polylatic acid:聚乳酸)树脂从喷嘴挤出的材料挤出沉积法。作为其它方法,已知有粉末烧结层叠造型、材料喷射、光造型法等。
7、树脂制三维层叠结构体的一些用途中需要其具备柔软性。例如鞋垫等。在这种情况下,专利文献3中提出了使用三维层叠造型方法的橡胶成型体。专利文献3中提出了采用将橡胶层叠后使其固化的工序将平面组合而成的网格状结构物。
8、现有技术文献
9、专利文献
10、专利文献1:日本特表2009-500194号公报
11、专利文献2:日本特开2017-177497号公报
12、专利文献3:国际公开第2017/154335号
技术实现思路
1、(发明要解决的课题)
2、(第1观点)
3、但是,专利文献2的方法中,由于线状强化部也会被一并造型,所以为了得到仅由弹性体构成的造型物,在三维打印机造型后需要用水或有机溶剂处理使线状强化部溶解。该处理不仅麻烦,还有可能降低造型物的品质。
4、另外,采用热塑性弹性体会显著提高造型物的柔软性,因此有时会增大构成造型物的线部与线部之间的间隔,根据所使用材料的不同,造型物的形状容易崩坏,难以实现高精度的造型。
5、本发明是鉴于上述情况而进行的,提供一种能够以高精度制造柔软造型物的热熔式三维打印机用粒状体。
6、(第2观点)
7、专利文献3中记载的橡胶组合物不是热塑性,层叠后需要固化工序。另外,将平面组合而成的构成具有作为结构体整体的柔软性的调整范围窄的问题。
8、本发明是鉴于上述情况而进行的,其目的在于提供一种树脂制三维层叠结构体中更柔软的层叠结构体和层叠结构体的制造方法。
9、(用于解决课题的技术方案)
10、(第1观点)
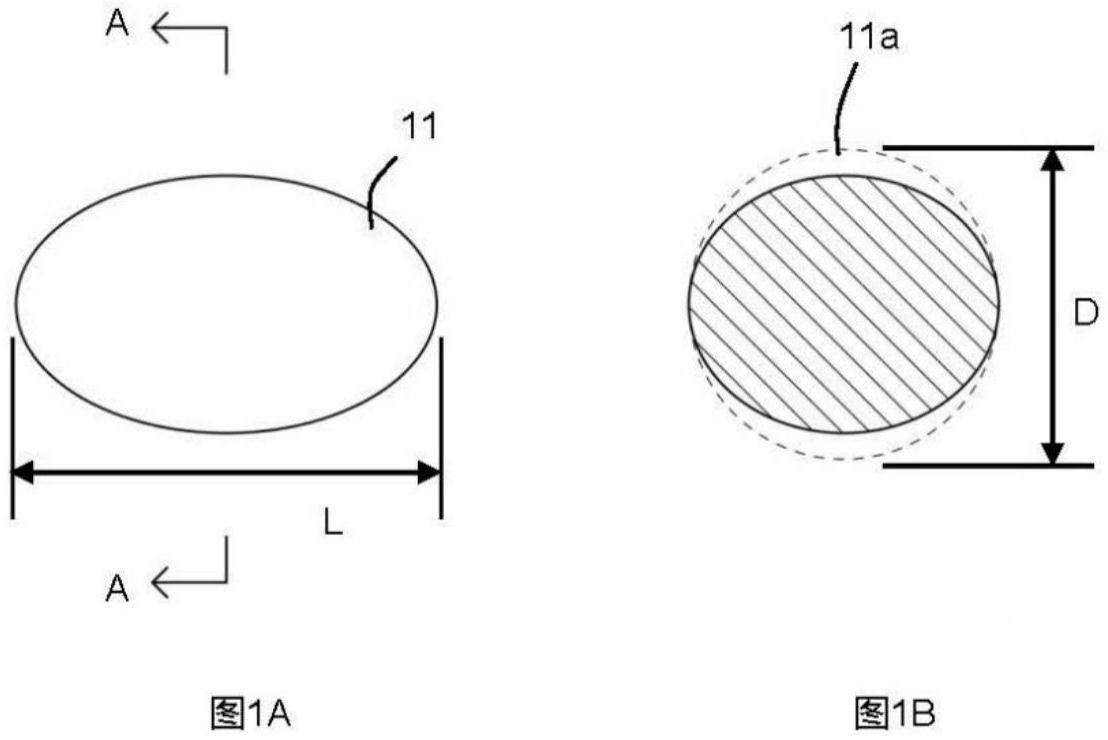
11、根据本发明,提供一种由热塑性弹性体构成的热熔式三维打印机用粒状体,上述热塑性弹性体的邵氏a硬度为0~10,熔体流动速率在测定温度120~230℃中的至少一点为10~200g/10分钟。
12、本发明的第1特征在于不是丝状物而是粒状体。本发明的粒状体可使用螺杆挤出机熔融后从喷嘴挤出,因此不需要像专利文献2那样使用线状强化部,也不需要将线状强化部从造型物溶解去除的工序。
13、本发明的第2特征在于热塑性弹性体具有特定的邵氏a硬度和熔体流动速率。若使用具有本发明规定的范围的邵氏a硬度和熔体流动速率的热塑性弹性体,则通过调整造型温度,能够以高精度制造柔软的造型物。
14、以下例示本发明的各种实施方式。以下示出的实施方式可相互组合。
15、优选上述粒状体的上述熔体流动速率在测定温度120~230℃中的至少一点为60~140g/10分钟。
16、优选造型物得到制造方法具备扫描线料的扫描工序,上述线料是在螺杆挤出机内使上述粒状体熔融并从喷嘴挤出而形成的。
17、优选上述方法中,造型温度下的上述线料的熔体流动速率为10~200g/10分钟,上述造型温度为刚从上述喷嘴挤出后的上述线料的温度。
18、优选上述方法中,上述造型温度下的上述线料的熔体流动速率为60~140g/10分钟。
19、优选上述方法中,通过将进行上述扫描工序形成的单层结构体层叠而形成层叠结构体,上述单层结构体分别具备彼此间隔设置的多个平行线部,上述层叠结构体设置为上下方向邻接的2个上述单层结构体的上述多个平行线部相互交叉。
20、优选上述方法中,由上述平行线部的间距相对于上述平行线部的线宽的比例定义的间距比为1.5~6。
21、(第2观点)
22、根据本发明,提供一种层叠结构体,其层叠有多个层,上述层由分别并列的多个线状树脂构成,若将同一层内相邻2个上述线状树脂的间隔定义为d,将上述线状树脂在层叠方向上的厚度定义为t,则满足d>t。
23、本发明所涉及的结构体确保了同一层内的线状树脂的间隔。因此,即使使用作为3d打印机而广泛普及的三维材料挤出沉积法装置和上述三维材料挤出沉积法装置所使用的热塑性树脂,也能够制造出具有高柔软性的三维层叠结构体,因而可起到有利的效果。
技术特征:
1.一种热熔式三维打印机用粒状体,其由热塑性弹性体构成,
2.根据权利要求1所述的粒状体,其中,
3.一种造型物的制造方法,其具备扫描线料的扫描工序,所述线料是在螺杆挤出机内使权利要求1或2所述的粒状体熔融并从喷嘴挤出而形成的。
4.根据权利要求3所述的方法,其中,
5.根据权利要求4所述的方法,其中,
6.根据权利要求3~5中任一项所述的方法,其中,
7.根据权利要求6所述的方法,其中,
8.一种层叠结构体,其层叠有多个层,
9.根据权利要求8所述的层叠结构体,其中,
10.一种层叠结构体,其层叠有n个层,
11.根据权利要求10所述的层叠结构体,其中,
12.根据权利要求8~11中任一项所述的层叠结构体,其中,
13.根据权利要求8~12中任一项所述的层叠结构体,其中,
14.一种层叠结构体的制造方法,所述层叠结构体层叠有多个层,
15.一种层叠结构体的制造方法,所述层叠结构体层叠有多个层,
16.根据权利要求14或15所述的制造方法,其中,
技术总结
提供一种能以高精度制造柔软造型物的热熔式三维打印机用粒状体。根据本发明,提供一种粒状体,其是由热塑性弹性体构成的热熔式三维打印机用粒状体,上述热塑性弹性体的邵氏A硬度为0~10,熔体流动速率在测定温度120~230℃中的至少一点为10~200g/10分钟。
技术研发人员:汤浅亮平,埜村卓志
受保护的技术使用者:京洛株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!