一种吊挂管装焊工装的制作方法
1.本实用新型涉及一种焊接工装,具体涉及一种吊挂管装焊工装。
背景技术:
2.用于吊挂锅炉管屏的吊挂管,如图1所示,为吊挂管的示意图,该吊挂管包括角板和圆管,圆管两侧焊接有多个对称的角板,吊挂管在装焊角板前,需要先在吊挂管上画出装焊角板的位置,画线完成后工人手持角板按划线位置进行点焊。所有吊挂管逐一画线工作量大,周期长。手持角板对位置线误差较大,经常出现角板错位和角板不向心装焊后有较大的波浪度等情况,点焊后需要对角板装焊情况进行检验,并进行返修,对吊挂管装焊质量影响较大,给工人也带来了较多的工作量。
技术实现要素:
3.本实用新型为了解决吊挂管采用手持角板焊接,焊接误差较大,经常出现角板错位和角板不向心装焊后有较大的波浪度,需要返修的问题,而提供一种吊挂管装焊工装。
4.本实用新型为解决上述技术问题采取的技术方案是:
5.一种吊挂管装焊工装,包括底座,底座上加工有用于容纳吊挂管上的圆管的长槽和两排用于容纳角板的槽口,两排槽口中的每个槽口与长槽相互贯通。
6.优选地,所述长槽为v形槽或圆弧形槽。
7.优选地,每排槽口等间距设置,且两排槽口并列设置。
8.优选地,两排槽口中的每个槽口的形状与角板外形相匹配。
9.优选地,两排槽口中的每个槽口的形状为矩形或长方形。
10.本实用新型与现有技术相比具有以下有益效果:
11.本实用新型将圆管设置在长槽内,多个角板设置在槽口内,使角板处于同一平面,并且角板与圆管能对接上,再对角板和圆管进行焊接,解决了吊挂管装焊前需要画线等工作,工作量大,装焊过程中角板位置不准确的问题,同时解决了需要工人手持角板装焊劳动强度大的问题。该装焊装置操作简单,使用方便,定位效果良好。
附图说明
12.图1是吊挂管的示意图;
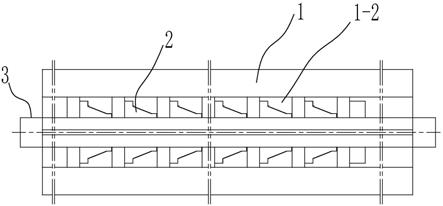
13.图2是本实用新型一种吊挂管装焊工装的正视图;
14.图3是本实用新型一种吊挂管装焊工装的俯视图;
15.图4是图2的a
‑
a剖视图。
具体实施方式
16.下面将结合附图对本实用新型做进一步的详细说明:本实施例在以本实用新型技术方案的前提下进行实施,给出了详细的实施方式,但本实用新型的保护范围不限于下述
实施例。
17.实施例1:如图2
‑
图4所示,本实施例一种吊挂管装焊工装,包括底座1,底座1上加工有用于容纳吊挂管上的圆管3的长槽1
‑
1和两排用于容纳角板2的槽口1
‑
2,两排槽口1
‑
2中的每个槽口1
‑
2与长槽1
‑
1相互贯通。
18.具体地,所述长槽1
‑
1为v形槽或圆弧形槽,便于放置圆管3。
19.具体地,每排槽口1
‑
2等间距设置,且两排槽口1
‑
2并列设置,使待焊接的角板2与圆管3的位置相对应。
20.可选地,两排槽口1
‑
2中的每个槽口1
‑
2的形状与角板2外形相匹配。
21.可选地,两排槽口1
‑
2中的每个槽口1
‑
2的形状为矩形或长方形,便于将角板2置入槽口1
‑
2内。
22.优选地,本实施例中底座1可通过槽钢与v型块焊接得到,v型块上开设两排并列设置的槽口1
‑
2,并且两排槽口1
‑
2中的每个槽口1
‑
2与v形块中的v型槽相互贯通,便于角板2放置在槽口1
‑
2内与v型槽内的圆管3进行焊接。
23.本实用新型虽然已经通过一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本实用新型的范围。本领域的技术人员应该理解,可在不脱离本实用新型的范围和精神的情况下,对以上实施例进行修改。本实用新型的范围由所附权利要求来限定。
技术特征:
1.一种吊挂管装焊工装,其特征在于:包括底座(1),底座(1)上加工有用于容纳吊挂管上的圆管(3)的长槽(1
‑
1)和两排用于容纳角板(2)的槽口(1
‑
2),两排槽口(1
‑
2)中的每个槽口(1
‑
2)与长槽(1
‑
1)相互贯通。2.根据权利要求1所述的一种吊挂管装焊工装,其特征在于:所述长槽(1
‑
1)为v形槽或圆弧形槽。3.根据权利要求1所述的一种吊挂管装焊工装,其特征在于:每排槽口(1
‑
2)等间距设置,且两排槽口(1
‑
2)并列设置。4.根据权利要求1所述的一种吊挂管装焊工装,其特征在于:两排槽口(1
‑
2)中的每个槽口(1
‑
2)的形状与角板(2)外形相匹配。5.根据权利要求1所述的一种吊挂管装焊工装,其特征在于:两排槽口(1
‑
2)中的每个槽口(1
‑
2)的形状为矩形或长方形。
技术总结
一种吊挂管装焊工装,属于一种焊接工装,以解决锅炉吊挂管采用手持角板焊接,焊接误差较大,经常出现角板错位和角板不向心装焊后有较大的波浪度,需要返修的问题。本实用新型包括底座,底座上加工有用于容纳吊挂管上的圆管的长槽和两排用于容纳角板的槽口,两排槽口中的每个槽口与长槽相互贯通。本实用新型将圆管设置在长槽内,多个角板设置在槽口内,使角板处于同一平面,并且角板与圆管能对接上,再对角板和圆管进行焊接,解决了吊挂管装焊前需要画线等工作,工作量大,装焊过程中角板位置不准确的问题,同时解决了需要工人手持角板装焊劳动强度大的问题。该装焊装置操作简单,使用方便,定位效果良好。定位效果良好。定位效果良好。
技术研发人员:李秋石 程亮 李宪福 韩磊 刘建文
受保护的技术使用者:哈尔滨锅炉厂有限责任公司
技术研发日:2020.07.30
技术公布日:2021/9/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1