一种内、外压边圈控制板料流动的冲压模具的制作方法
1.本实用新型涉及一种一套模具有内、外压边圈的冲压模具,通过内压边圈力和行程可以调整,提高车身外板拉延成型质量。
背景技术:
2.针对现有内、外压料圈的模具,例如侧围、全景天窗顶盖,侧围和顶盖冲压模具在调试时,内、外压边圈力一样,行程一样,现场人员在调试时无法真实判断板件的状态,对于冲压模具型面的研合率不能保证符合要求,从而导致冲压模具验配时间长,整改次数多,影响冲压模具的研合效率和产品凹坑、塌陷、起皱等质量缺陷,同时也造成资源浪费。
技术实现要素:
3.本实用新型的目的是为了解决上述技术问题,针对现有技术的存在的不足,本实用新型提供了在内压边圈增加氮气缸,减少调试难度,提高外板件的拉延成型质量。本实用新型制作方便,具有良好的应用前景。
4.本实用新型的具体技术方案是:一种内、外压边圈控制板料流动的冲压模具,包括上模具本体1、下模具本体2、内压边圈9、外压边圈3、凸模10、凹模、二级顶杆8、氮气弹簧5、限位装置4;在上模具本体1上安装有凹模,在所述下模具本体2上安装有凸模10、内压边圈9和外压边圈3;所述内压边圈9与下模具本体2设有二级顶杆8,所述二级顶杆8中间设有氮气弹簧5以及限位装置4;所述氮气弹簧5安装在支撑板7上,所述氮气弹簧5作为内压边圈9往返运动的压力源;支撑板7上设有安全螺钉6;所述限位装置4用于下模具本体2与内压边圈9的限位。
5.进一步的,所述的限位装置4是限位块。
6.工作时,在对板料进行拉延成型时,上模具本体下行时,压料面接触外、内压边圈,内压力圈通过氮弹簧起到调节作用,通过设置内压边圈的氮气弹簧弹力和行程,与内压边圈和外压边圈相配合,消除内压边圈于外压边圈之间的深度断差,保证了和外压边圈同时进行压料,从而压料面闭合时消除了成型起皱,进而也就消除板件成型后出现的凹坑、塌陷等缺陷,提高车身外板的拉延成型质量。
附图说明
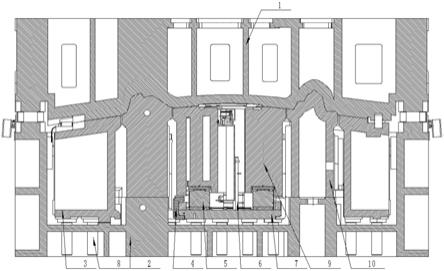
7.图1一种内、外压边圈控制板料流动的冲压模具的结构示意图。
8.图中:1.上模具体 2.下模具体 3.外压边圈 4.限位装置 5.氮气弹簧 6.安全螺钉 7.支撑板 8二级顶杆 9内压边圈 10凸模。
具体实施方式
9.下面结合附图详细说明本实用新型的原理,用于更加清楚地说明技术方案。
10.图1是内、外压边圈控制板料流动的冲压模具的结构示意图。一种内、外压边圈控
制板料流动的冲压模具,包括上模具本体1、下模具本体2、内压边圈9、外压边圈3、凸模10、凹模、二级顶杆8、氮气弹簧5、限位装置4;在上模具本体1上安装有凹模,在所述下模具本体2上安装有凸模10、内压边圈9和外压边圈3;所述内压边圈9与下模具本体2设有二级顶杆8,所述二级顶杆8中间设有氮气弹簧5以及限位装置4;所述氮气弹簧5安装在支撑板7上,所述氮气弹簧5作为内压边圈9往返运动的压力源;支撑板7上设有安全螺钉6;所述限位装置4用于下模具本体2与内压边圈9的限位。
11.所述的限位装置4是限位块。
12.当冲压模具对零件进行冲压的工作状态时,上模具本体1在下压的过程中,由内压边圈9先接触板料,氮气弹簧5起到压料调节作用。通过氮气弹簧5调节,实现外压边圈3与内压边圈9在压料面闭合成型时没有深度段差,压料面闭合时消除了成型起皱,达到零件的理想状态。
技术特征:
1.一种内、外压边圈控制板料流动的冲压模具,其特征在于,包括上模具本体(1)、下模具本体(2)、内压边圈(9)、外压边圈(3)、凸模(10)、凹模、二级顶杆(8)、氮气弹簧(5)、限位装置(4);在上模具本体(1)上安装有凹模,在所述下模具本体(2)上安装有凸模(10)、内压边圈(9)和外压边圈(3);所述内压边圈(9)与下模具本体(2)设有二级顶杆(8),所述二级顶杆(8)中间设有氮气弹簧(5)以及限位装置(4);所述氮气弹簧(5)安装在支撑板(7)上,所述氮气弹簧(5)作为内压边圈(9)往返运动的压力源;支撑板(7)上设有安全螺钉(6);所述限位装置(4)用于下模具本体(2)与内压边圈(9)的限位。2.根据权利要求1所述一种内、外压边圈控制板料流动的冲压模具,其特征在于,所述的限位装置(4)是限位块。
技术总结
本实用新型涉及一种内、外压边圈控制板料流动的冲压模具,包括上模具本体、下模具本体、内压边圈、外压边圈、凸模、凹模、二级顶杆、氮气弹簧、限位装置;在上模具本体上安装有凹模,在所述下模具本体上安装有凸模、内压边圈和外压边圈;所述内压边圈与下模具本体设有二级顶杆,所述二级顶杆中间设有氮气弹簧以及限位装置;所述氮气弹簧安装在支撑板上,所述氮气弹簧作为内压边圈往返运动的压力源;支撑板上设有安全螺钉;所述限位装置用于下模具本体与内压边圈的限位。本实用新型冲压模具可在压料面闭合时消除成型起皱,进而也就消除板件成型后出现的凹坑、塌陷等缺陷,提高车身外板的拉延成型质量。成型质量。成型质量。
技术研发人员:张小卫 周平 段永星
受保护的技术使用者:亿森(上海)模具有限公司
技术研发日:2020.08.04
技术公布日:2021/12/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1