一种燃料电池金属双极板焊接夹具
1.本实用新型涉及燃料电池技术领域,具体涉及一种燃料电池金属双极板焊接夹具。
背景技术:
2.燃料电池是一项很有前景的新能源技术,与传统的能量转化技术相比,它具有诸多优点。比如更高的能量转化效率、污染物零排放、无运动部件、工作安静等。质子交换膜燃料电池是目前比较流行的一种燃料电池,它的核心部件是双极板。常见的双极板有石墨双极板和金属双极板。而对于金属双极板,常采用厚度为0.1mm左右的不锈钢板或钛板来制作,通常是由一片阳极板和一块阴极板通过激光焊接而成。对于做好该项工艺,除了要选择合适的激光焊接机之外,在焊接过程中,还要保证两片极板的焊接部位贴合紧密。影响其贴合的因素主要有两个:
①
两片极板焊接部位的平整度;
②
两片极板焊接部位的压紧度。平整度由冲压工序和检测控制;压紧度通过焊接夹具调节。现有的焊接夹具常采用压板、卡扣等方式对金属双极板进行物理接触式压紧。但由于双极板的结构复杂,压板常常被分解成多块,使得夹具安装繁琐。
技术实现要素:
3.因此,本实用新型是提供一种燃料电池金属双极板焊接夹具,这种焊接夹具不仅结构简单、安装方便,且压紧可靠,可有效保证焊接质量。
4.为了实现上述条件,本实用新型所采用的技术方案是:焊接夹具由上下两块厚度10mm的钢板构成,金属双极板置于两板之间,在上压板的重力作用下,双极板紧密贴合。由于双极板的对称性,上压板仅半边开有焊接时供激光通过的通槽,且通槽轨迹连续并与双极板焊接轨迹相匹配。这样,只需上板翻转一次,就可以将整片双极板焊完。而上压板也不会被分成多块,造成安装繁琐。上压板的四个角开有定位孔,并与固定在下支撑板上的定位柱通过间隙配合,这样方便上压板的取放。下支撑板的中部是连续的与双极板焊接凹槽匹配的凸起纹路,凸起深入双极板焊接凹槽,其上表面与双极板的下板接触,在焊接过程中起支撑作用,以保证双极板的上下两板的焊接部位贴合紧密。同样,下支撑板的四个角开有与上板对应的定位孔,并与四根定位柱通过过盈配合固定在一起。
5.本实用新型的有益效果是,焊接夹具结构简单、装夹方便快速且压紧可靠。
6.一种燃料电池金属双极板焊接夹具,焊接夹具由上压板和下支撑板构成,金属双极板置于两板之间,上压板的半边开有焊接激光避让槽,下支撑板中部有凸起的支撑纹路。
7.燃料电池金属双极板焊接夹具,上压板是厚度10mm的钢板,通过重力作用使双极板紧密贴合。
8.燃料电池金属双极板焊接夹具,上压板的焊接激光避让槽在板的对称中心线处向未开槽的半边延伸了5mm,以防止压板翻转后焊缝在对称心中线处无法连接上。
9.燃料电池金属双极板焊接夹具,下支撑板中部有凸起的支撑纹路,凸起纹路的上
表面与下极板焊接凹槽顶部接触,支撑起下极板焊接凹槽,并与上极板焊接凹槽贴合紧密,以保证焊接质量。
附图说明
10.下面结合附图和实施例对本实用新型进一步说明。
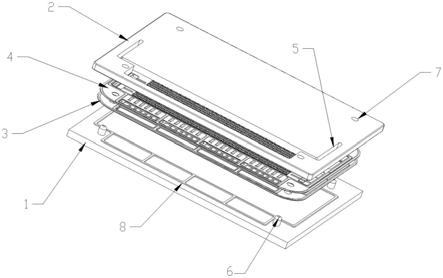
11.图1为本实用新型实施例的燃料电池金属双极板焊接夹具的结构原理图;
12.图2为金属双极板的结构示意图;
13.图3为本实用新型实施例的燃料电池金属双极板焊接夹具的下支撑板的立体结构图;
14.图4为本实用新型实施例的燃料电池金属双极板焊接夹具的上压板的立体结构图。
15.附图标记表示为:
16.1、下支撑板;2、上压板;3、下极板;4、上极板;5、焊接激光避让槽;6、定位柱;7、定位孔;8、凸起支撑纹路;
具体实施方式
17.结合参见图1至图4所示,根据本实用新型的实施例,燃料电池金属双极板焊接夹具由上压板(2)和下支撑板(1)构成,图2所示的金属双极板置于两板之间。上压板(2)由定位孔(7)与定位柱(6)来保证与下支撑板(1)的相对位置,并且上压板(2)通过自身的重力作用使得双极板贴合紧密。同时,下支撑板(1)中部的凸起支撑纹路(8)保证上下极板焊接凹槽贴合紧密。在焊接过程中,激光束穿过上压板(2)上的焊接激光避让槽(5)直接作用在双极板的焊接凹槽里进行焊接,由于焊接激光避让槽(5)是连续的整段,因此双极板半边的焊接可一次完成,无需分段焊接。在焊接完半边后,由于双极板的对称性,只需翻转上压板(2),便可继续焊接双极板另外半边。
技术特征:
1.一种燃料电池金属双极板焊接夹具,焊接夹具由上压板和下支撑板构成,金属双极板置于两板之间,其特征是:上压板的半边开有焊接激光避让槽,下支撑板中部有凸起的支撑纹路,下支撑板中部有凸起的支撑纹路,凸起纹路的上表面与下极板焊接凹槽顶部接触,支撑起下极板焊接凹槽,并与上极板焊接凹槽贴合紧密,以保证焊接质量。2.根据权利要求1所述的燃料电池金属双极板焊接夹具,其特征是:上压板是厚度10mm的钢板,通过重力作用使双极板紧密贴合。3.根据权利要求1所述的燃料电池金属双极板焊接夹具,其特征是:上压板的焊接激光避让槽在板的对称中心线处向未开槽的半边延伸了5mm,以防止压板翻转后焊缝在对称心中线处无法连接上。
技术总结
本实用新型提供一种燃料电池金属双极板焊接夹具。该燃料电池金属双极板焊接夹具由上下两块厚度10mm的钢板构成,金属双极板置于两板之间,在上压板的重力作用下,双极板紧密贴合。上压板仅半边开有焊接时供激光通过的通槽,且通槽轨迹连续并与双极板焊接轨迹相匹配。下支撑板的中部是连续的与双极板焊接凹槽匹配的凸起纹路,在焊接过程中起支撑作用,以保证双极板的上下两板的焊接部位贴合紧密。保证双极板的上下两板的焊接部位贴合紧密。保证双极板的上下两板的焊接部位贴合紧密。
技术研发人员:张焱 肖朝阳 刘登科
受保护的技术使用者:湖南理工学院
技术研发日:2020.10.21
技术公布日:2022/1/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1