轴坯下料输送生产线的制作方法
1.本实用新型涉及轴坯下料生产技术领域,特别涉及轴坯下料输送生产线。
背景技术:
2.在锻造生产领域中,为了方便将钢坯下料连续输送至加热炉,所以生产线是十分必要的。
3.以往的生产线存在以下缺点:1、不能方便实现从钢坯下料到炉前加热过程的半自动化作业;2、不具备安全通道,不能方便操作人员进行走动。为此,我们提出轴坯下料输送生产线。
技术实现要素:
4.本实用新型的主要目的在于提供轴坯下料输送生产线,可以有效解决背景技术中的问题。
5.为实现上述目的,本实用新型采取的技术方案为:
6.轴坯下料输送生产线,包括配电室、工艺角铁输送平车、轴坯加热炉、炉前喂料平车、机械抓手、简易厂房、物料转运平车和锯床,所述配电室一侧设置有老快锻机维修室,所述配电室另一端设置有高压开关室,所述配电室两端均设置有变压器室,所述老快锻机维修室一侧设置有控制室,所述变压器室一端设置有冷却循环水站房,所述轴坯加热炉的进料口一端设置有钢坯送料机构,所述钢坯送料机构为炉前喂料平车和机械抓手组成,所述锯床一端分别设置有第一大料存放场地和第二大料存放场地,所述锯床另一端设置有直角输送单元,所述直角输送单元一侧连接有输送单元,所述输送单元端部位于机械抓手下端,所述锯床一侧设置有铁线路,所述铁线路一侧、第一大料存放场地和第二大料存放场地边缘处均设置有安全通道。
7.进一步地,所述控制室和配电室内均设置有灭火器。
8.进一步地,所述冷却循环水站房的冷却管道通入轴坯加热炉内侧。
9.与现有技术相比,本实用新型具有如下有益效果:
10.1.本实用新型轴坯下料输送生产线,利用铁线路可以方便对待加工的坯料进行输送,并将大料摆放到第二大料存放场地和第一大料存放场地,将坯料经过锯床的锯断后,经由直角输送单元和输送单元进行输送,再利用机械抓手对输送至输送单元端部的坯料进行夹取,并利用炉前喂料平车带动坯料输送至轴坯加热炉的进料口一端,完成对坯料的送料,能方便实现从钢坯下料到炉前加热过程的半自动化作业,大大提升了坯料的输送效率。
11.2.本实用新型轴坯下料输送生产线,利用安全通道,安全通道布局合理,可以方便人员在本生产线内进行安全走动,方便人员对生产过程进行查看和辅助操作。
附图说明
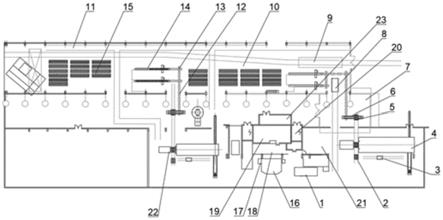
12.图1为本实用新型轴坯下料输送生产线的整体结构示意图。
13.图中:1、型砧堆放区;2、装工艺角铁工位;3、工艺角铁输送平车;4、轴坯加热炉;5、炉前喂料平车;6、机械抓手;7、简易厂房;8、物料转运平车;9、铁线路;10、第一大料存放场地;11、安全通道;12、输送单元;13、直角输送单元;14、锯床;15、第二大料存放场地;16、控制室;17、灭火器;18、老快锻机维修室;19、配电室;20、变压器室;21、冷却循环水站房;22、钢坯送料机构;23、高压开关室。
具体实施方式
14.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
15.如图1所示,轴坯下料输送生产线,包括配电室19、工艺角铁输送平车3、轴坯加热炉4、炉前喂料平车5、机械抓手6、简易厂房7、物料转运平车8和锯床14,所述配电室19一侧设置有老快锻机维修室18,所述配电室19另一端设置有高压开关室23,所述配电室19两端均设置有变压器室20,所述老快锻机维修室18一侧设置有控制室16,所述变压器室20一端设置有冷却循环水站房21,所述轴坯加热炉4的进料口一端设置有钢坯送料机构22,所述钢坯送料机构22为炉前喂料平车5和机械抓手6组成,所述锯床14一端分别设置有第一大料存放场地10和第二大料存放场地15,所述锯床14另一端设置有直角输送单元13,所述直角输送单元13一侧连接有输送单元12,所述输送单元12端部位于机械抓手6下端,所述锯床14一侧设置有铁线路9,所述铁线路9一侧、第一大料存放场地10和第二大料存放场地15边缘处均设置有安全通道11。
16.其中,所述控制室16和配电室19内均设置有灭火器17。
17.本实施例中如图1所示,利用灭火器17,可以在控制室16或配电室19内意外起火时,方便人员取用灭火器17对明火进行扑灭,防止造成更大的损失。
18.其中,所述冷却循环水站房21的冷却管道通入轴坯加热炉4内侧。
19.本实施例中如图1所示,利用冷却循环水站房21可以方便为轴坯加热炉4进行冷却,防止轴坯加热炉4内的横梁在长时间高温下使用性能下降。
20.需要说明的是,本实用新型为轴坯下料输送生产线,工作时,利用高压开关室23、配电室19、控制室16和变压器室20可以方便将高压电转化为各用电器的输入电压进行供电,利用冷却循环水站房21可以方便为轴坯加热炉4进行冷却,防止轴坯加热炉4内的横梁在长时间高温下使用性能下降,利用铁线路9可以方便对待加工的坯料进行输送,并将大料摆放到第二大料存放场地15和第一大料存放场地10,将坯料经过锯床14的锯断后,经由直角输送单元13和输送单元12进行输送,再利用机械抓手6对输送至输送单元12端部的坯料进行夹取,并利用炉前喂料平车5带动坯料输送至轴坯加热炉4的进料口一端,完成对坯料的送料,能方便实现从钢坯下料到炉前加热过程的半自动化作业,大大提升了坯料的输送效率,利用安全通道11,安全通道11布局合理,可以方便人员在本生产线内进行安全走动,方便人员对生产过程进行查看和辅助操作。
21.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型
要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.轴坯下料输送生产线,其特征是:包括配电室(19)、工艺角铁输送平车(3)、轴坯加热炉(4)、炉前喂料平车(5)、机械抓手(6)、简易厂房(7)、物料转运平车(8)和锯床(14),所述配电室(19)一侧设置有老快锻机维修室(18),所述配电室(19)另一端设置有高压开关室(23),所述配电室(19)两端均设置有变压器室(20),所述老快锻机维修室(18)一侧设置有控制室(16),所述变压器室(20)一端设置有冷却循环水站房(21),所述轴坯加热炉(4)的进料口一端设置有钢坯送料机构(22),所述钢坯送料机构(22)为炉前喂料平车(5)和机械抓手(6)组成,所述锯床(14)一端分别设置有第一大料存放场地(10)和第二大料存放场地(15),所述锯床(14)另一端设置有直角输送单元(13),所述直角输送单元(13)一侧连接有输送单元(12),所述输送单元(12)端部位于机械抓手(6)下端,所述锯床(14)一侧设置有铁线路(9),所述铁线路(9)一侧、第一大料存放场地(10)和第二大料存放场地(15)边缘处均设置有安全通道(11)。2.根据权利要求1 所述的轴坯下料输送生产线,其特征在于:所述控制室(16)和配电室(19)内均设置有灭火器(17)。3.根据权利要求1 所述的轴坯下料输送生产线,其特征在于:所述冷却循环水站房(21)的冷却管道通入轴坯加热炉(4)内侧。
技术总结
本实用新型公开了轴坯下料输送生产线,包括配电室、工艺角铁输送平车、轴坯加热炉、炉前喂料平车、机械抓手、简易厂房、物料转运平车和锯床,所述配电室一侧设置有老快锻机维修室,所述配电室另一端设置有高压开关室,所述配电室两端均设置有变压器室,所述老快锻机维修室一侧设置有控制室,所述变压器室一端设置有冷却循环水站房,所述轴坯加热炉的进料口一端设置有钢坯送料机构,所述钢坯送料机构为炉前喂料平车和机械抓手组成。该新型能方便实现从钢坯下料到炉前加热过程的半自动化作业,具备安全通道,能方便操作人员进行走动,有利于对生产线的生产情况进行观察,对生产过程进行辅助操作,适合广泛推广使用。适合广泛推广使用。适合广泛推广使用。
技术研发人员:李立群 向尚林 第明生 张世宏 王晓彬 吴继
受保护的技术使用者:中车长江铜陵车辆有限公司
技术研发日:2020.10.30
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1