一种自动焊接过程监控装置的制作方法
1.本实用新型涉及焊接设备技术领域,特别是涉及一种自动焊接过程监控装置。
背景技术:
2.轨道交通车辆动车组及地铁车辆车体侧墙、顶棚及地板等通过长大型材采用熔化极气体保护焊焊接成形,在轨道车辆车体焊接车间中,存在较多的长直焊缝需要进行焊接。目前采用机器手臂进行自动焊接,并配备有焊缝跟踪系统,辅以人工观察焊接区域,以便对焊接过程中出现的各种缺陷进行实时观察与人工干涉。现场一台龙门架配备两台焊枪,焊接时由两个工人同时佩戴面罩对焊接熔池区域进行观察,由于需要焊工长时间专门对焊接弧光区域进行观察进行品控,存在劳动强度大、人员配备多、作业人员潜在职业病危害大等问题。此外,焊工在车体焊接观察时,需站在部件上随焊枪移动,存在严重的安全隐患。并且工人工作环境差,虽配有遮弧面罩及过滤装置,但长时间的观察对视力损伤及呼吸道损伤依然不可避免。工人工作时往往由于视觉疲劳及眼花,只能转身停顿数秒休息,然后继续进行焊接区观察,难以符合生产要求。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种提高焊接生产的自动化程度的自动焊接过程监控装置。
4.本实用新型第一方面实施例的一种自动焊接过程监控装置,其包括能在电机带动下实现轴移动的导轨,所述导轨上滑动安装有主焊接机以及副焊接机,所述主焊接机以及副焊接机在驱动电机的带动下沿导轨左右移动,所述主焊接机以及副焊接机上分别安装有摄像头,所述摄像头检测到的视频图像发送到显示控制器上,所述显示控制器分别显示主焊接机以及副焊接机的实时焊接视频。
5.根据本实用新型的一些实施例,所述显示控制器内设置有焊接视频存储功能。
6.根据本实用新型的一些实施例,所述显示控制器上设置有视频拷贝接口。
7.根据本实用新型的一些实施例,所述显示控制器上设置有停止开关,用于控制设备的紧急停止。
8.根据本实用新型的一些实施例,所述显示控制器上设置有通电指示装置。
9.根据本实用新型的一些实施例,所述显示控制器上设置有开始开关。
10.根据本实用新型的一些实施例,所述的主焊接机为多轴机械手。
11.根据本实用新型的一些实施例,所述的副焊接机为多轴机械手。
12.根据本实用新型的一些实施例,所述监控装置还包括计算机,用于控制主焊接机以及副焊接机进行自动焊接。
13.本实用新型的有益效果是:本装置能够实现焊接位置的实时焊接情况的跟踪和记录,由显示控制器同时显示主焊接机以及副焊接机实时焊接状态,发现焊接出现焊偏、融合不良、焊穿等缺陷时,可停止焊接后通过查看视频存储记录查找缺陷产生原因。从而提高焊
接生产的自动化程度和降低工人劳动强度与职业病危害,节约企业的生产成本。
14.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
15.下面结合附图和实施例对本实用新型做进一步的说明,其中:
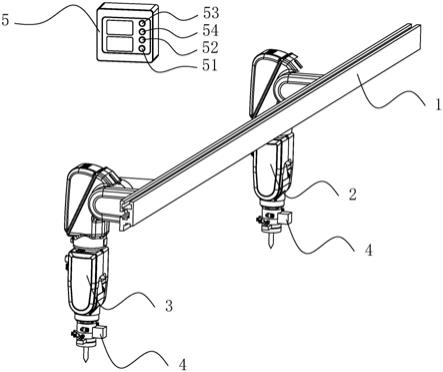
16.图1为本实用新型一种实施例的结构示意图。
具体实施方式
17.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
18.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
19.在本实用新型的描述中,多个指的是两个以上。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
20.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
21.参照图1,一种自动焊接过程监控装置,其特征在于:包括能在电机带动下实现6轴移动的导轨1,所述导轨1上滑动安装有主焊接机2以及副焊接机3,所述主焊接机2以及副焊接机3均为多轴机械手,所述主焊接机2以及副焊接机3在驱动电机的带动下沿导轨1左右移动,采用计算机用于控制主焊接机2以及副焊接机3进行自动焊接,实际产品自动化程度高。
22.所述主焊接机2以及副焊接机3上分别安装有摄像头4,所述摄像头4检测到的视频图像发送到显示控制器5上,所述显示控制器5分别显示主焊接机2以及副焊接机3的实时焊接视频,从而实现铝合金车体车顶、侧墙、底架地板、总成等多部件的焊接实时监控。
23.所述显示控制器5内设置有焊接视频存储功能,所述显示控制器5上设置有视频拷贝接口52,视频拷贝接口用于拷贝存储的焊接视频内容。所述显示控制器5上设置有停止开关51,用于控制设备的紧急停止;所述显示控制器5上设置有通电指示装置53,通电指示装置53为指示灯,当系统处于上电工作状态时,红色指示灯亮,当系统处于断电未工作状态时,红色指示灯灭;所述显示控制器5上设置有开始开关54,顺时针旋开将产品通电,逆时针旋转将产品断电。
24.本装置能够实现焊接位置的实时焊接情况的跟踪和记录,由显示控制器同时显示主焊接机以及副焊接机实时焊接状态,发现焊接出现焊偏、融合不良、焊穿等缺陷时,可停止焊接后通过查看视频存储记录查找缺陷产生原因。从而提高焊接生产的自动化程度和降
低工人劳动强度与职业病危害,节约企业的生产成本。
25.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
技术特征:
1.一种自动焊接过程监控装置,其特征在于:包括能在电机带动下实现6轴移动的导轨(1),所述导轨(1)上滑动安装有主焊接机(2)以及副焊接机(3),所述主焊接机(2)以及副焊接机(3)在驱动电机的带动下沿导轨(1)左右移动,所述主焊接机(2)以及副焊接机(3)上分别安装有摄像头(4),所述摄像头(4)检测到的视频图像发送到显示控制器(5)上,所述显示控制器(5)分别显示主焊接机(2)以及副焊接机(3)的实时焊接视频。2.根据权利要求1所述的一种自动焊接过程监控装置,其特征在于:所述显示控制器(5)内设置有焊接视频存储功能。3.根据权利要求2所述的一种自动焊接过程监控装置,其特征在于:所述显示控制器(5)上设置有视频拷贝接口(52)。4.根据权利要求1所述的一种自动焊接过程监控装置,其特征在于:所述显示控制器(5)上设置有停止开关(51),用于控制设备的紧急停止。5.根据权利要求1所述的一种自动焊接过程监控装置,其特征在于:所述显示控制器(5)上设置有通电指示装置(53)。6.根据权利要求1所述的一种自动焊接过程监控装置,其特征在于:所述显示控制器(5)上设置有开始开关(54)。7.根据权利要求1所述的一种自动焊接过程监控装置,其特征在于:所述的主焊接机(2)为多轴机械手。8.根据权利要求1所述的一种自动焊接过程监控装置,其特征在于:所述的副焊接机(3)为多轴机械手。9.根据权利要求1所述的一种自动焊接过程监控装置,其特征在于:所述监控装置还包括计算机,用于控制主焊接机(2)以及副焊接机(3)进行自动焊接。
技术总结
本实用新型公开了一种自动焊接过程监控装置,其包括能在电机带动下实现轴移动的导轨,导轨上滑动安装有主焊接机以及副焊接机,主焊接机以及副焊接机在驱动电机的带动下沿导轨左右移动,主焊接机以及副焊接机上分别安装有摄像头,摄像头检测到的视频图像发送到显示控制器上,显示控制器分别显示主焊接机以及副焊接机的实时焊接视频;本装置能够实现焊接位置的实时焊接情况的跟踪和记录,由显示控制器同时显示主焊接机以及副焊接机实时焊接状态,发现焊接出现焊偏、融合不良、焊穿等缺陷时,可停止焊接后通过查看视频存储记录查找缺陷产生原因。从而提高焊接生产的自动化程度和降低工人劳动强度与职业病危害,节约企业的生产成本。产成本。产成本。
技术研发人员:褚玉佳 庄晓忠 陈刚辉 张曦 谭旺有 候建芬 谢凯 谈建宏 胡济超
受保护的技术使用者:中车广东轨道交通车辆有限公司
技术研发日:2020.11.26
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1