一种内孔及孔内球面加工刀具的制作方法
1.本实用新型涉及机械加工技术领域,具体涉及一种内孔及孔内球面加工刀具。
背景技术:
2.在机械行业及某些产品生产中,可能会遇到待加工内孔,在孔内底部还设有球面,在精度要求较高和批量较大时,要求内孔及孔内球面的加工必须准确、可靠、快速。
3.目前常用方法有粗钻、精钻、加工球面三道工序完成。这样操作辅助时间较长,生产效率低下,不宜满足大批量生产的需要。通过加工试验:1.孔径φd不宜保证。2.sr的光洁度不宜保证。3. sr的球面中心处有高点。4.深度d不宜保证。为此,急需设计了一种能保证加工质量和加工效率的内孔及孔内球面加工刀具。
技术实现要素:
4.本实用新型的目的是针对上述存在的问题和不足,提供一种内孔及孔内球面加工刀具,其结构简单,操作方便,成本低廉,通过使刀刃中心向刀柄另一侧延伸超过刀柄中心线一定距离,一是能解决sr的光洁度,二是能解决sr的球面中心处有高点的问题,同时通过刀具的一次成型加工,解决了孔径φd及深度d的尺寸问题,另外也极大地提高了加工效率。
5.为实现上述实用新型目的,本实用新型的技术方案是:
6.一种内孔及孔内球面加工刀具,包括刀柄和刀刃,所述刀刃设置在刀柄的前端一侧,所述刀刃外侧距离刀柄中心线的距离与待加工内孔的半径相等,刀刃内侧中心设置为与孔内球面对应的弧形刃,所述待加工球面的中心在刀柄的中心线上,所述刀刃中心向刀柄另一侧延伸超过刀柄中心线一定距离。
7.进一步地,在上述的一种内孔及孔内球面加工刀具中,所述刀刃中心向刀柄另一侧延伸超过刀柄中心线0.1 mm
ꢀ‑
0.2mm。
8.进一步地,在上述的一种内孔及孔内球面加工刀具中,所述刀刃内侧中心与刀柄之间设有排屑槽。
9.进一步地,在上述的一种内孔及孔内球面加工刀具中,所述排屑槽为弧面排屑槽。
10.进一步地,在上述的一种内孔及孔内球面加工刀具中,所述刀刃外侧与刀柄之间的连接处设置为倒角状的斜线刃。
11.进一步地,在上述的一种内孔及孔内球面加工刀具中,所述刀刃前端相对刀柄中心线垂直设置,所述刀刃外侧与刀刃前端之间圆角过渡。
12.进一步地,在上述的一种内孔及孔内球面加工刀具中,所述刀刃内侧前部设置有与所述弧形刃平滑过渡的直线刃。
13.进一步地,在上述的一种内孔及孔内球面加工刀具中,所述刀刃的材质为硬质合金。
14.本实用新型的一种内孔及孔内球面加工刀具的有益效果:
15.本实用新型的一种内孔及孔内球面加工刀具结构简单,操作方便,成本低廉,通过
使刀刃中心向刀柄另一侧延伸超过刀柄中心线一定距离,一是能解决sr的光洁度,二是能解决sr的球面中心处有高点的问题,同时通过刀具的一次成型加工,解决了孔径φd及深度d的尺寸问题;该内孔及孔内球面加工刀具在数控加工中得到了很好的利用,能够减少了多工序加工的辅助时间,较大地提高了加工效率,且经实际应用,效果良好;该技术如果进一步推广,将使同类内孔及孔内球面加工产品提高效率、降低成本和提高质量,同时该刀具也便于本单位制造和鉴定,特别是对于机械加工企业,更具有适用性、通用性和经济性,具有较高的社会效益。
附图说明
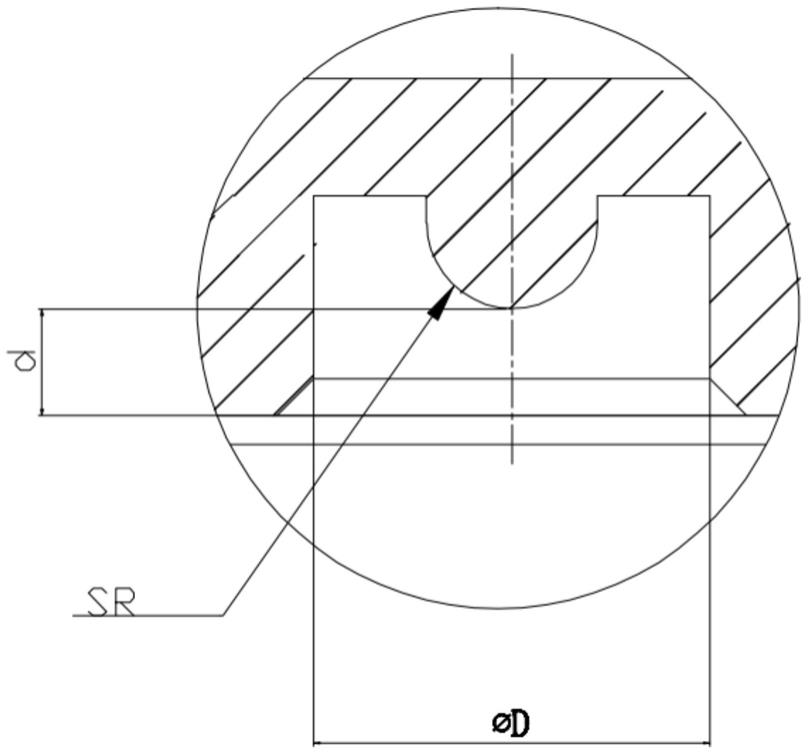
16.图1是根据本实用新型实施例的待加工内孔及孔内球面的结构示意图。
17.图2是根据本实用新型实施例的一种内孔及孔内球面加工刀具的结构示意图。
18.图中:1是刀柄,2是刀刃,2
‑
1是弧形刃,2
‑
2是直线刃,2
‑
3是倒角状的斜线刃,3是排屑槽。
具体实施方式
19.下面结合附图并通过具体的实施方式对本实用新型的一种内孔及孔内球面加工刀具做更加详细的描述。
20.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.参见图2,本实施例公开了一种内孔及孔内球面加工刀具,包括刀柄和刀刃,刀柄可设置为圆柱形,刀刃设置在刀柄的前端一侧,刀刃外侧距离刀柄中心线的距离与待加工内孔的半径相等,可以保证待加工内孔的孔径φd,刀刃内侧中心设置为与孔内球面对应的弧形刃,用于加工孔内球面,待加工球面的中心在刀柄的中心线上,刀刃中心向刀柄另一侧延伸超过刀柄中心线一定距离,一是能解决sr1.17的光洁度,二是能解决sr1.17的球面中心处有高点的问题。
22.本实施例中,优选地,刀刃中心向刀柄另一侧延伸超过刀柄中心线0.1 mm
ꢀ‑
0.2mm。
23.本实施例中,优选地,刀刃内侧中心与刀柄之间设有排屑槽,方便排屑,具体地,排屑槽为弧面排屑槽。
24.本实施例中,优选地,刀刃外侧与刀柄之间的连接处设置为倒角状的斜线刃,可以直接加工出内孔倒角,可以使内孔一次成型。
25.本实施例中,具体地,刀刃前端相对刀柄中心线垂直设置,刀刃外侧与刀刃前端之间圆角过渡,保证圆角位置也与内孔一次成型。
26.本实施例中,具体地,刀刃内侧前部设置有与弧形刃平滑过渡的直线刃,可以根据具体需要进行设置。
27.本实施例中,优选地,刀刃的材质为硬质合金,保证加工产品不宜磨损。
28.除非另作定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内
具有一般技能的人士所理解的通常意义。本申请说明书以及权利要求书中如使用“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,如使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。
29.上文中参照优选的实施例详细描述了本实用新型的示范性实施方式,然而本领域技术人员可理解的是,在不背离本实用新型理念的前提下,可以对上述具体实施例做出多种变型和改型,且可以对本实用新型提出的各技术特征、结构进行多种组合,而不超出本实用新型的保护范围。
技术特征:
1.一种内孔及孔内球面加工刀具,其特征在于,包括刀柄和刀刃,所述刀刃设置在刀柄的前端一侧,所述刀刃外侧距离刀柄中心线的距离与待加工内孔的半径相等,刀刃内侧中心设置为与孔内球面对应的弧形刃,待加工球面的中心在刀柄的中心线上,所述刀刃中心向刀柄另一侧延伸超过刀柄中心线一定距离。2. 根据权利要求1所述的一种内孔及孔内球面加工刀具,其特征在于,所述刀刃中心向刀柄另一侧延伸超过刀柄中心线0.1 mm
ꢀ‑
0.2mm。3.根据权利要求1所述的一种内孔及孔内球面加工刀具,其特征在于,所述刀刃内侧中心与刀柄之间设有排屑槽。4.根据权利要求3所述的一种内孔及孔内球面加工刀具,其特征在于,所述排屑槽为弧面排屑槽。5.根据权利要求1所述的一种内孔及孔内球面加工刀具,其特征在于,所述刀刃外侧与刀柄之间的连接处设置为倒角状的斜线刃。6.根据权利要求1所述的一种内孔及孔内球面加工刀具,其特征在于,所述刀刃前端相对刀柄中心线垂直设置,所述刀刃外侧与刀刃前端之间圆角过渡。7.根据权利要求1所述的一种内孔及孔内球面加工刀具,其特征在于,所述刀刃内侧前部设置有与所述弧形刃平滑过渡的直线刃。8.根据权利要求1所述的一种内孔及孔内球面加工刀具,其特征在于,所述刀刃的材质为硬质合金。
技术总结
本实用新型涉及机械加工技术领域,具体涉及一种内孔及孔内球面加工刀具,包括刀柄和刀刃,所述刀刃设置在刀柄的前端一侧,所述刀刃外侧距离刀柄中心线的距离与待加工内孔的半径相等,刀刃内侧中心设置为与孔内球面对应的弧形刃,所述待加工球面的中心在刀柄的中心线上,所述刀刃中心向刀柄另一侧延伸超过刀柄中心线一定距离。本申请结构简单,操作方便,成本低廉,通过使刀刃中心向刀柄另一侧延伸超过刀柄中心线一定距离,一是能解决SR的光洁度,二是能解决SR的球面中心处有高点的问题,同时通过刀具的一次成型加工,解决了孔径ΦD及深度d的尺寸问题,另外也极大地提高了加工效率。另外也极大地提高了加工效率。另外也极大地提高了加工效率。
技术研发人员:马跃勋 王新政 刘大恩 张永统 刘玉卿 钱学宁 周国灿
受保护的技术使用者:河南江河机械有限责任公司
技术研发日:2020.11.28
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1