壳体成型及冲孔装置的制作方法
1.本实用新型涉及一种工件成型装置,尤其涉及一种壳体成型及冲孔装置。
背景技术:
2.在平面工件中心冲孔,并冲压成壳体这一零件加工过程中,目前常用的方法为:首先利用冲头在平面工件上冲孔,然后将冲孔后的工件放置在成型压机上成型,由于是分布操作易导致加工效率不高,另外采用先冲孔后成型加工时,易导致中心孔产生变形。
技术实现要素:
3.本实用新型的目的在于提出一种壳体成型及冲孔装置,可将平面工件成型为壳体并冲孔,该装置构思巧妙,设计合理,成型冲孔一次成型,退料方便,保证了冲孔质量,提高了生产节拍,降低了工人劳动强度,降低了生产成本。
4.本实用新型所述的壳体成型及冲孔装置,包括上模座和下模座,以及连接所述上模座和下模座的滑动导柱,还包括固定于上模座底部的成模腔;竖向固定于成模腔内的冲子;一端设置于成模腔内,另一端贯穿所述成模腔及上模座的退料机构;竖直贯穿所述下模座的退料杆;固定于退料杆顶部的退料盘;固定于退料杆底部,并与所述下模座固定连接的弹性件;以及一端贯穿所述退料盘,另一端与所述下模座固定连接的冲孔凹模;所述冲孔凹模设置于成模腔正下方,所述冲孔凹模内设有供冲子通过的通道。
5.优选的,所述退料机构包括设置于成模腔内的卸料盘;固定于卸料盘顶部的导向柱;固定与导向柱顶部的打料杆;以及固定于上模座顶部,并与打料杆套装的导向套;所述导向柱顶端贯穿所述成模腔及上模座,所述卸料盘上设有供冲子通过的通过孔。
6.优选的,所述弹性件包括橡胶弹垫;以及固定于下模座底部,并贯穿所述橡胶弹垫的拉杆;所述橡胶弹垫顶部与退料杆固定连接,所述拉杆底部设置用于阻挡橡胶弹垫的挡头。
7.为了方便冲孔冲下的废料排出,冲孔凹模内供冲子通过的通道与外界连通。
8.工作原理及使用过程:初始位置时,橡胶弹垫处于舒张状态,固定于橡胶弹垫顶部的退料杆将退料盘顶起,冲孔凹模顶端缩在退料盘内;工作时,将工件放在退料盘上的定位槽内,上模座下压,带动成模腔下移,成模腔与退料盘接触后,持续的下压使退料盘向下移动,冲孔凹模开始露头并将工件顶入成模腔内,伴随退料盘的下移,退料杆向下移动,使橡胶弹垫受压;工件进入成模腔成型过程中,由位于成模腔顶部的冲子完成冲孔。退料时,下压打料杆,打料杆沿导向套向下移动,使导向柱带动卸料盘向下移动,卸料盘将成型、冲压后的工件顶出成模腔。
9.本实用新型的有益效果是:可将平面工件成型为壳体并冲孔,该装置构思巧妙,设计合理,成型冲孔一次成型,退料方便,保证了冲孔质量,提高了生产节拍,降低了工人劳动强度,降低了生产成本。
附图说明
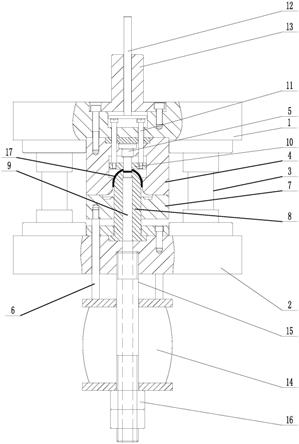
10.图1是一种实施例工作结构示意图;
11.图2是一种实施例初始结构示意图;
12.图中:1、上模座;2、下模座;3、滑动导柱;4、成模腔;5、冲子;6、退料杆;7、退料盘;8、冲孔凹模;9、通道;10、卸料盘;11、导向柱;12、打料杆;13、导向套;14、橡胶弹垫;15、拉杆;16、挡头;17、工件。
具体实施方式
13.下面结合附图对本实用新型作进一步说明。
14.如图1、2所示,本实用新型所述的壳体成型及冲孔装置包括上模座1和下模座2,以及连接所述上模座1和下模座2的滑动导柱3,还包括固定于上模座1底部的成模腔4;竖向固定于成模腔4内的冲子5;一端设置于成模腔4内,另一端贯穿所述成模腔4及上模座1的退料机构;竖直贯穿所述下模座2的退料杆6;固定于退料杆6顶部的退料盘7固定于退料杆6底部,并与所述下模座1固定连接的弹性件;以及一端贯穿所述退料盘7,另一端与所述下模座2固定连接的冲孔凹模8;所述冲孔凹模8设置于成模腔4正下方,所述冲孔凹模8内设有供冲子5通过的通道9。所述退料机构包括设置于成模腔4内的卸料盘10;固定于卸料盘10顶部的导向柱11;固定与导向柱11顶部的打料杆12;以及固定于上模座1顶部,并与打料杆12套装的导向套13;所述导向柱11顶端贯穿所述成模腔4及上模座1,所述卸料盘10上设有供冲子5通过的通过孔。所述弹性件包括橡胶弹垫14;以及固定于下模座2底部,并贯穿所述橡胶弹垫14的拉杆15;所述橡胶弹垫14顶部与退料杆6固定连接,所述拉杆15底部设置用于阻挡橡胶弹垫14的挡头16。
15.该实施例中,为方便冲孔冲下的废料排出,可在下模座上设置通过孔,冲孔凹模内供冲子通过的通道与该通过孔连通。初始位置时,橡胶弹垫处于舒张状态,固定于橡胶弹垫顶部的退料杆将退料盘顶起,冲孔凹模顶端缩在退料盘内;工作时,将工件放在退料盘上的定位槽内,上模座下压,带动成模腔下移,成模腔与退料盘接触后,持续的下压使退料盘向下移动,冲孔凹模开始露头并将工件顶入成模腔内,伴随退料盘的下移,退料杆向下移动,使橡胶弹垫受压;工件进入成模腔成型过程中,由位于成模腔顶部的冲子完成冲孔。退料时,下压打料杆,打料杆沿导向套向下移动,使导向柱带动卸料盘向下移动,卸料盘将成型、冲压后的工件顶出成模腔。
16.当然,上述内容仅为本实用新型的较佳实施例,不能被认为用于限定对本实用新型的实施例范围。本实用新型也并不仅限于上述举例,本技术领域的普通技术人员在本实用新型的实质范围内所做出的均等变化与改进等,均应归属于本实用新型的专利涵盖范围内。
技术特征:
1.一种壳体成型及冲孔装置,包括上模座(1)和下模座(2),以及连接所述上模座(1)和下模座(2)的滑动导柱(3),其特征在于还包括:固定于上模座(1)底部的成模腔(4);竖向固定于成模腔(4)内的冲子(5);一端设置于成模腔(4)内,另一端贯穿所述成模腔(4)及上模座(1)的退料机构;竖直贯穿所述下模座(2)的退料杆(6);固定于退料杆(6)顶部的退料盘(7);固定于退料杆(6)底部,并与所述下模座(2)固定连接的弹性件;以及一端贯穿所述退料盘(7),另一端与所述下模座(2)固定连接的冲孔凹模(8);所述冲孔凹模(8)设置于成模腔(4)正下方,所述冲孔凹模(8)内设有供冲子(5)通过的通道(9)。2.根据权利要求1所述的壳体成型及冲孔装置,其特征在于:所述退料机构包括,设置于成模腔(4)内的卸料盘(10);固定于卸料盘(10)顶部的导向柱(11);固定于导向柱(11)顶部的打料杆(12);以及固定于上模座(1)顶部,并与打料杆(12)套装的导向套(13);所述导向柱(11)顶端贯穿所述成模腔(4)及上模座(1),所述卸料盘(10)上设有供冲子(5)通过的通过孔。3.根据权利要求1所述的壳体成型及冲孔装置,其特征在于:所述弹性件包括,橡胶弹垫(14);以及固定于下模座(2)底部,并贯穿所述橡胶弹垫(14)的拉杆(15);所述橡胶弹垫(14)顶部与退料杆(6)固定连接,所述拉杆(15)底部设置用于阻挡橡胶弹垫(14)的挡头(16)。
技术总结
本实用新型涉及一种工件成型装置,尤其涉及一种壳体成型及冲孔装置。本实用新型可将平面工件成型为壳体并冲孔,该装置构思巧妙,设计合理,成型冲孔一次成型,退料方便,保证了冲孔质量,提高了生产节拍,降低了工人劳动强度,降低了生产成本。本实用新型包括固定于上模座底部的成模腔;竖向固定于成模腔内的冲子;一端设置于成模腔内,另一端贯穿所述成模腔及上模座的退料机构;竖直贯穿所述下模座的退料杆;固定于退料杆顶部的退料盘;固定于退料杆底部,并与所述下模座固定连接的弹性件;以及一端贯穿所述退料盘,另一端与所述下模座固定连接的冲孔凹模;所述冲孔凹模设置于成模腔正下方,所述冲孔凹模内设有供冲子通过的通道。所述冲孔凹模内设有供冲子通过的通道。所述冲孔凹模内设有供冲子通过的通道。
技术研发人员:李志勇 于文强 郑洁 常庆 王兴伟 冯勇 李玉波 王金 李春鹏 李孟珠
受保护的技术使用者:山东北方滨海机器有限公司
技术研发日:2020.12.14
技术公布日:2021/10/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1