一种用于汽车保险杠加工的新型机加夹具的制作方法
1.本实用新型属于一种汽车零部件加工设备领域,涉及一种能够保证保险杠在三轴加工中心上实现四轴加工的新型机加夹具,特别是一种用于汽车保险杠加工的新型机加夹具。
背景技术:
2.汽车保险杠机加工,目的是保证能够加工出保险杠的所有孔,以保证保险杠的与其他对手件的合理装配。
3.传统的汽车保险杠机加工的生产工艺为:机械加工采用固定的夹具将需要加工的产品固定在加工中心的台面上,对于需要转换角度或者翻转的产品加工,需要二次定位、多次定位或采用5轴的加工设备才能进行加工,生产效率低,无法满足大批量的产品生产。
4.目前,铝型材保险杠横梁上的孔需要在三轴加工设备上进行加工,部分孔位需要转换角度或者翻转才能进行产品加工,此三轴加工设备不满足适用。
5.因此,设计一种能够保证保险杠在三轴加工中心上实现四轴加工的新型机加夹具是十分有必要的。
技术实现要素:
6.本实用新型的目的在于克服现有技术的不足,提供一种结构设计科学合理、减轻劳动强度、方便操作、定位稳定、提高加工效率、满足加工要求、易于实现的用于汽车保险杠加工的新型机加夹具。
7.本实用新型解决其技术问题是采取以下技术方案实现的:
8.一种用于汽车保险杠加工的新型机加夹具,其特征在于:包括基座、水平旋转座、旋转驱动机构及快装夹具,所述的基座为一中部镂空的矩形框架,在矩形框架的内部设置有水平旋转座,该水平旋转座的中部宽度方向安装有转轴,该转轴的两端通过轴座架装在矩形框架上,该水平旋转座由置于其下方的旋转驱动机构旋转驱动,在水平旋转座上安装有仿形胎具,在仿形胎具的外圈上间隔设置有快装夹具。
9.而且,所述的旋转驱动机构由减速电机、主动齿轮及从动齿轮构成在所述转轴上固装有从动齿轮,在从动齿轮上啮合安装有由减速电机驱动的主动齿轮。
10.而且,还包括安装在基座上的定位机构,该定位机构由销定位单元及压接定位单元构成,在所述水平旋转座的前后两端转轴的两侧均设置有沿转动弧度设置的销孔,在基座上轴座的两端安装有由销接气缸驱动水平伸缩的销,该销通过销接在销孔内实现对水平旋转座的定位;在所述基座的两端设置有纵向排列的压接气缸,在压接气缸的缸杆上安装有压接头,在所述水平旋转座前后两端的左右两侧上均设置有压接板,所述的压接头通过压接在该压接板上实现对水平旋转座的固定。
11.本实用新型的优点和积极效果是:
12.1.本用于汽车保险杠加工的新型机加夹具,使用时,将保险杠置于仿形胎具上,并
通过快装夹具将其定位;然后启动减速电机,通过齿轮的啮合,实现对水平旋转座的旋转驱动,当其转动到所需的位置后,通过销及压接头对水平旋转座进行双重固定,保证其在工作中的稳定性,提高产品的加工质量。
13.2.本实用新型设计科学合理,具有减轻劳动强度、方便操作、定位稳定、提高加工效率、满足加工要求、易于实现的优点,是一种具有较高创新性的用于汽车保险杠加工的新型机加夹具。
附图说明
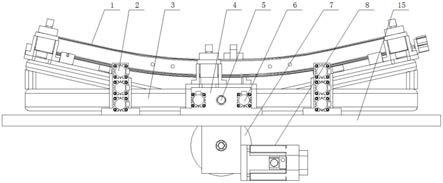
14.图1为本实用新型的结构示意图;
15.图2为图1的立体图
16.图3本实用新型省略基座的结构示意图;
17.图4为本实用新型省略基座的底部立体图。
18.附图标记说明
[0019]1‑
保险杠、2
‑
压接气缸、3
‑
水平旋转座、4
‑
轴座、5
‑
转轴、6
‑
销接气缸、7
‑
主动齿轮、8
‑
减速电机、9
‑
压接头、10
‑
压接板、11
‑
销、12
‑
快装夹具、13
‑
销孔、14
‑
从动齿轮、15
‑
基座。
具体实施方式
[0020]
以下结合附图对本实用新型的实施例做进一步详述:
[0021]
一种用于汽车保险杠加工的新型机加夹具,其创新之处在于:包括基座15、水平旋转座3、旋转驱动机构及快装夹具12,所述的基座为一中部镂空的矩形框架,在矩形框架的内部设置有水平旋转座,该水平旋转座的中部宽度方向安装有转轴5,该转轴的两端通过轴座4架装在矩形框架上,该水平旋转座由置于其下方的旋转驱动机构旋转驱动,在水平旋转座上安装有仿形胎具,在仿形胎具的外圈上间隔设置有快装夹具。
[0022]
所述的旋转驱动机构由减速电机8、主动齿轮7及从动齿轮14构成在所述转轴上固装有从动齿轮,在从动齿轮上啮合安装有由减速电机驱动的主动齿轮。
[0023]
还包括安装在基座上的定位机构,该定位机构由销定位单元及压接定位单元构成,在所述水平旋转座的前后两端转轴的两侧均设置有沿转动弧度设置的销孔13,在基座上轴座的两端安装有由销接气缸6驱动水平伸缩的销11,该销通过销接在销孔内实现对水平旋转座的定位;在所述基座的两端设置有纵向排列的压接气缸2,在压接气缸的缸杆上安装有压接头9,在所述水平旋转座前后两端的左右两侧上均设置有压接板10,所述的压接头通过压接在该压接板上实现对水平旋转座的固定。
[0024]
使用时,将保险杠1置于仿形胎具上,并通过快装夹具将其定位;然后启动减速电机,通过齿轮的啮合,实现对水平旋转座的旋转驱动,当其转动到所需的位置后,通过销及压接头对水平旋转座进行双重固定,保证其在工作中的稳定性,提高产品的加工质量。
[0025]
尽管为说明目的公开了本实用新型的实施例和附图,但是本领域的技术人员可以理解:在不脱离本实用新型及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本实用新型的范围不局限于实施例和附图所公开的内容。
技术特征:
1.一种用于汽车保险杠加工的新型机加夹具,其特征在于:包括基座、水平旋转座、旋转驱动机构及快装夹具,所述的基座为一中部镂空的矩形框架,在矩形框架的内部设置有水平旋转座,该水平旋转座的中部宽度方向安装有转轴,该转轴的两端通过轴座架装在矩形框架上,该水平旋转座由置于其下方的旋转驱动机构旋转驱动,在水平旋转座上安装有仿形胎具,在仿形胎具的外圈上间隔设置有快装夹具。2.根据权利要求1所述的一种用于汽车保险杠加工的新型机加夹具,其特征在于:所述的旋转驱动机构由减速电机、主动齿轮及从动齿轮构成,在所述转轴上固装有从动齿轮,在从动齿轮上啮合安装有由减速电机驱动的主动齿轮。3.根据权利要求1所述的一种用于汽车保险杠加工的新型机加夹具,其特征在于:还包括安装在基座上的定位机构,该定位机构由销定位单元及压接定位单元构成,在所述水平旋转座的前后两端转轴的两侧均设置有沿转动弧度设置的销孔,在基座上轴座的两端安装有由销接气缸驱动水平伸缩的销,该销通过销接在销孔内实现对水平旋转座的定位;在所述基座的两端设置有纵向排列的压接气缸,在压接气缸的缸杆上安装有压接头,在所述水平旋转座前后两端的左右两侧上均设置有压接板,所述的压接头通过压接在该压接板上实现对水平旋转座的固定。
技术总结
本实用新型涉及一种用于汽车保险杠加工的新型机加夹具,其特征在于:包括基座、水平旋转座、旋转驱动机构及快装夹具,所述的基座为一中部镂空的矩形框架,在矩形框架的内部设置有水平旋转座,该水平旋转座的中部宽度方向安装有转轴,该转轴的两端通过轴座架装在矩形框架上,该水平旋转座由置于其下方的旋转驱动机构旋转驱动,在水平旋转座上安装有仿形胎具,在仿形胎具的外圈上间隔设置有快装夹具。本实用新型设计科学合理,具有减轻劳动强度、方便操作、定位稳定、提高加工效率、满足加工要求、易于实现的优点,是一种具有较高创新性的用于汽车保险杠加工的新型机加夹具。汽车保险杠加工的新型机加夹具。汽车保险杠加工的新型机加夹具。
技术研发人员:周志家 赵庆伟 何刚 任宝磊 李树宇 于皓然 刘康 姚立锋 赵鑫
受保护的技术使用者:天津凌云高新汽车科技有限公司
技术研发日:2020.12.31
技术公布日:2021/11/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1