线圈状金属板的尾端检测装置及检测方法与流程
1.本发明涉及针对例如卷绕成线圈状的轧制钢带、纸等线圈状带状物的带状体的顶端检测装置及顶端检测方法。
背景技术:
2.例如在工业上在各种用途中使用的轧制钢带由于输送上的限制等理由而卷绕成线圈状,通常在外观为圆筒状的形态(以下也将其称为“线圈状带状物”)下进行输送。此外,此时,上述线圈状带状物大多由金属制等捆扎带约束以便在输送的过程中不会解开卷绕。
3.因此,在将线圈状带状物向工厂内输送之后,将捆扎该线圈状带状物的捆扎带切断。此时,根据构成线圈状带状物的带状体的顶端(以下也将其称为“尾端”)的位置的不同,在解开带状体的卷绕时,也有可能会导致尾端大幅翘曲。
4.因此,对向工厂内输送的线圈状带状物进行如下动作:首先利用检测装置检测到上述尾端,然后将捆扎该线圈状带状物的捆扎带切断。作为这样的尾端的检测装置,以往大致分为接触型和非接触型而存在。
5.首先,作为前者的例子,例如已知有专利文献1、专利文献2。其中,例如在专利文献1所示的尾端的检测形态中,公开了如下结构:具备:助卷辊,所述助卷辊对线圈状的钢板的外周面施加推力;以及推力检测部,所述推力检测部检测该助卷辊对线圈状的钢板的外周面施加的推力,判别由该推力检测部检测出的推力是否发生变动,从而判断为钢板的尾端部通过了助卷辊。
6.另一方面,作为后者的例子,已知有例如使用相机通过图像来检测线圈状带状物的尾端的专利文献3、使用照射非接触的检测光的光学传感器来检测上述尾端的专利文献4~6等。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开2014
‑
69195号公报
10.专利文献2:日本特开2001
‑
150024号公报
11.专利文献3:日本特开平6
‑
147857号公报
12.专利文献4:日本特开2000
‑
111336号公报
13.专利文献5:日本特开平10
‑
227628号公报
14.专利文献6:日本特开昭61
‑
253117号公报
技术实现要素:
15.发明所要解决的课题
16.然而,不限于上述的各专利文献,在当前的技术中不能说适当地满足了市场的需求,在上述各方法中存在如下所述的课题。
17.首先,在上述专利文献1等的接触型的尾端检测方式中,由于必须与尾端进行物理
接触,因此难以实现耐久性的提高,而且根据情况的不同,也有可能对带状体的表面造成损伤。
18.相对于此,在包括专利文献3~6在内的非接触型的尾端检测方式中,虽然消除了对带状体的表面的损伤,但对于具有各种外径(以下在本说明书中也称为“线圈直径”)的线圈状带状物难以提高检测精度,也没有有关这样的课题的启示。
19.特别是近年来,极薄板的线圈状带状物等也在增加,除了提高针对具有各种外径的线圈状带状物的检测精度之外,即使是厚度相当薄的带状体(例如厚度为零点几mm左右),也必须能够可靠地检测出尾端。
20.这样,在现有的技术中,具有耐久性存在缺点并且也有可能对带状体的表面造成损伤、未意图应对多种多样的线圈直径、而且也难以应对厚度薄的带状体这样的各种课题,尚有较大的改善余地。
21.本发明是鉴于上述课题的一例而完成的,其目的在于提供一种线圈状带状物的尾端检测装置及检测方法,其能够抑制对带状体的表面的损伤并应对多种多样的线圈直径,并且即使对于厚度薄的带状体的尾端也能够以高精度进行尾端的检测。
22.用于解决课题的技术方案
23.为了解决上述课题,本发明的一实施方式的线圈状带状物的尾端检测装置是(1)对输送到载置单元上的线圈状带状物的尾端(外侧端部)进行检测的线圈状带状物的尾端检测装置,其特征在于,包括:第一检测单元,所述第一检测单元以非接触状态对利用所述载置单元绕轴旋转的所述线圈状带状物的尾端进行检测;传感器移动单元,在将直径互相不同的多个线圈状带状物分别载置于所述载置单元的情况下,所述传感器移动单元使所述第一检测单元沿相对于铅垂方向倾斜的倾斜方向移动,以使所述第一检测单元中的检测光的出射方向在所述尾端的检测时朝向各个所述线圈状带状物的中心;以及控制单元,所述控制单元进行使载置于所述载置单元的线圈状带状物绕所述轴旋转的控制。
24.此外,在上述(1)记载的尾端检测装置中,优选的是,(2)所述传感器移动单元具有:框架,所述框架具备与所述第一检测单元的移动轨迹平行地延伸的倾斜部;升降台,所述升降台载置所述第一检测单元并设置于所述倾斜部;以及驱动机构,所述驱动机构使所述升降台沿着所述倾斜部移动。
25.另外,在上述(2)记载的尾端检测装置中,优选的是,(3)所述驱动机构是滚珠丝杠机构、气缸及液压缸中的任一个。
26.另外,在上述(1)记载的尾端检测装置中,也可以是,(4)所述传感器移动单元是保持所述第一检测单元并相对于所述线圈状带状物接近或分离的机械手。
27.另外,在上述(1)~(4)中任一项记载的尾端检测装置中,优选的是,(5)还包括第二检测单元,所述第二检测单元利用所述传感器移动单元与所述第一检测单元一起移动来测量所述线圈状带状物与所述第一检测单元的距离,所述传感器移动单元基于所述第二检测单元的检测结果来停止所述第一检测单元的移动。
28.另外,在上述(1)~(5)中任一项记载的尾端检测装置中,优选的是,(6)还具备退避机构,所述退避机构在将所述线圈状带状物从所述载置单元搬出时使所述第一检测单元从所述线圈状带状物的搬出路径退避。
29.另外,为了解决上述课题,本发明的一实施方式的线圈状带状物的尾端检测方法
是对带状体卷绕成线圈状的线圈状带状物中的尾端进行检测的线圈状带状物的尾端检测方法,其特征在于,包括:载置步骤,在所述载置步骤中将所述线圈状带状物以能够绕轴旋转的方式载置于载置单元上;移动步骤,在所述移动步骤中使第一检测单元向接近所述线圈状带状物的方向移动,所述第一检测单元以非接触状态对载置于所述载置部的线圈状带状物的尾端进行检测;检测步骤,在所述检测步骤中一边经由所述载置单元使所述线圈状带状物旋转,一边利用所述第一检测单元检测所述尾端;以及再次旋转步骤,在所述再次旋转步骤中基于所述检测步骤的检测结果使所述线圈状带状物再次旋转,在所述移动步骤中,在将直径互相不同的线圈状带状物分别载置于所述载置单元的情况下,使所述第一检测单元沿相对于铅垂方向倾斜的倾斜方向移动,以使所述第一检测单元中的检测光的出射方向在所述尾端的检测时朝向各个所述线圈状带状物的中心。
30.发明效果
31.根据本发明,由于以非接触方式检测线圈状带状物的尾端,因此首先能够提高检测装置的耐久性,并且也能够避免对带状体的损伤。除此之外,即使线圈状带状物的线圈直径发生变化,由于检测光以朝向各个线圈状带状物的中心的方式射出,因此也能够使射出光向尾端的角度稳定,对于薄壁的尾端也能够确保充分的检测精度。
附图说明
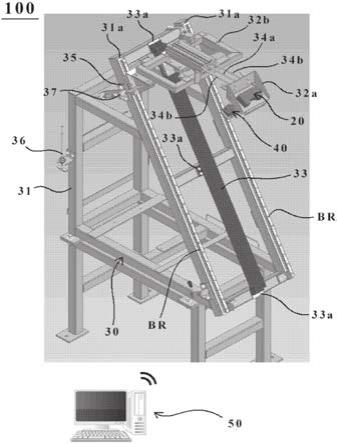
32.图1是示意性地示出第一实施方式的线圈状带状物1的尾端检测装置100的外观立体图。
33.图2是主要示出尾端检测装置100中的构成传感器移动单元30的升降台32的示意图。
34.图3是主要示出尾端检测装置100中的构成传感器移动单元30的制动机构35的示意图。
35.图4是示出搭载有第一检测单元20的升降台32的移动轨迹q和检测光的出射方向的示意图。
36.图5是说明基于第一检测单元20的检测线圈状带状物1的尾端1e的机制的示意图。
37.图6是用于与不同的线圈直径对应地算出用于使第一检测单元20的检测光始终朝向中心的移动轨迹的概念图。
38.图7是说明将具有不同的2种线圈直径的线圈状带状物应用于本实施方式的情况下的移动轨迹的例子的示意图。
39.图8是示出第一实施方式的线圈状带状物1的尾端检测方法的流程图。
40.图9是示出第二实施方式的线圈状带状物1的尾端检测装置110的外观示意图。
具体实施方式
41.对用于实施本发明的实施方式进行说明。此外,在以下的说明中,为了方便起见,将铅垂方向设为z方向,将载置于载置单元10的线圈状带状物1的轴向设为y方向,并将与这些y方向及z方向交叉的方向设为x方向来进行说明。然而,本发明并不限定于上述的方向的规定,当然不会对权利要求书的范围不恰当地进行缩减。
42.《第一实施方式》
43.<尾端检测装置100>
44.适当参照图1~图5对本发明的第一实施方式的尾端检测装置100进行说明。
45.首先,如图1及图5等所示,本实施方式的尾端检测装置100构成为具有对输送到后述的载置单元10上的线圈状带状物1的尾端1e(位于最外侧的带状体的终端部)进行检测的功能。
46.线圈状带状物1是将预定长度的带状体以线圈的方式卷绕而成的结构,在金属薄板的情况下也称为“环箍”或“线圈”。在这样的带状体卷绕成线圈状的情况下,带状体的终端部位于最外侧。并且,在实际的输送时,利用公知的捆扎带等进行约束以使尾端1e不会解开。
47.此外,适合于本实施方式的线圈状带状物1的材质例如除了上述的钢板等金属以外,还能够应用纸材、树脂膜等。换言之,本实施方式能够应用于带状的金属板、树脂膜或纸材的带状体卷绕成卷筒状的线圈状带状物的尾端检测。
48.在检测尾端之前,首先利用起重机等输送机构将线圈状带状物1吊起并向载置单元10的上方输送,然后缓慢地下降而将线圈状带状物1载置到载置单元10上。由于在该状态下不清楚尾端1e位于哪个位置,所以之后执行使用本实施方式的尾端检测装置100的尾端1e的检测。
49.更具体而言,如图1所示,尾端检测装置100构成为至少包括第一检测单元20、传感器移动单元30及控制单元50。
50.第一检测单元20具备以非接触状态检测利用所述载置单元10绕轴旋转的线圈状带状物1的尾端1e的功能。作为这样的第一检测单元20,能够使用公知的各种非接触型的测定器,例如能够例示照射激光的光学式传感器、能够利用超声波进行测距的超声波式传感器等。
51.在此,对能够应用于本实施方式的载置单元10进行说明。
52.如图4等所例示的那样,载置单元10构成为能够载置线圈状带状物1,并且具有使该载置的线圈状带状物1绕轴(绕图4中的y轴)旋转的功能。作为这样的载置单元10的例子,例如可列举也被称为摇架(日文:
クレードル
)的与线圈状带状物1的轴向长度对应的能够旋转的2根金属棒。此外,关于图6所示的被称为滑轨(日文:
スキッド
)的载置单元,只要构成为能够使载置的线圈状带状物1旋转则也可以应用。
53.另外,本实施方式的载置单元10具有在后述的控制单元50的控制下使线圈状带状物1绕轴旋转的功能。
54.控制单元50具有安装有执行后述的尾端检测方法等的软件的存储单元、cpu等,在该控制单元50的控制下统一控制上述的载置单元10、后述的传感器移动单元30等。作为该控制单元50,例如能够例示具备公知的运算装置、存储器等的个人计算机。此外,也可以构成为在控制单元50中装备公知的通信设备,通过有线或无线等与外部网络(互联网等)连接而能够进行远程操作。
55.接着,也一边参照图2~图4,一边对本实施方式的尾端检测装置100中的传感器移动单元30进行详细说明。
56.本实施方式的传感器移动单元30构成为具有如下功能(参照图4、图5):在将直径互相不同的多个线圈状带状物1分别载置于载置单元10的情况下,使第一检测单元20倾斜
(沿相对于铅垂z方向倾斜的方向)移动,以使第一检测单元20中的检测光l的出射方向在尾端1e的检测时朝向各个线圈状带状物1的中心o。
57.作为更具体的结构,如图2~图4等所示,传感器移动单元30至少包括框架31、升降台32及驱动机构33,而且在本实施方式中构成为具有退避机构34及制动机构35。此外,在线圈状带状物1相对于载置单元10的搬入/搬出路径没有障碍的情况下,也可以省略退避机构34。另外,只要能够利用驱动机构33使升降台32的位置稳定,则也可以适当省略制动机构35。
58.如图1、图4所示,框架31构成为具备与所述第一检测单元20的移动轨迹q平行地延伸的倾斜部31a。这样的框架31的材质没有特别限制,但当考虑强度、耐久性时,优选钢材等公知的金属材料。另外,本实施方式的框架31成为将钢材组合而成的框体,但并没有特别限定于该形态。例如,框架31中的倾斜部31a也可以由板状的金属材料构成。
59.倾斜部31a以形成相对于铅垂方向倾斜预定的倾斜角度β(参照图6)的倾斜面的方式安装于框架31。换言之,倾斜部31a以相对于框架31成为期望的倾斜角度β并能够调整倾斜角的方式设置。此外,只要倾斜部31a的倾斜角度β能够调整为任意的角度,则也可以不与框架31分体而是一体地构成。在该情况下,例如能够利用公知的液压缸机构等未图示的角度调整机构来调整作为框架31整体的倾斜角度β。
60.此外,将在后面叙述倾斜角度β的具体的设定方法。
61.升降台32载置所述第一检测单元20并设置于所述倾斜部31a。该升降台32能够在载置第一检测单元20的状态下沿着倾斜部31a所形成的所述倾斜面移动。此外,如图1及图3所示,在本实施方式的框架31中,包括用于将升降台32固定于倾斜部31a的预定位置的固定销和固定部37。由此,例如能够在维护等中将升降台32稳定地维持、固定于倾斜部31a。
62.更详细而言,如图2所示,升降台32构成为包括传感器载置部32a、升降台主体32b、驱动机构连结部32c及制动器连结部32d。
63.传感器载置部32a构成为能够经由退避机构34相对于后述的升降台主体32b接近或分离。本实施方式的传感器载置部32a具有固定搭载上述的第一检测单元20和进一步后述的第二检测单元40的功能。由此,通过在维持第一检测单元20和第二检测单元40的位置关系的状态下,使升降台32沿着倾斜面升降,从而第一检测单元20及第二检测单元40能够沿着移动轨迹q进行移送。
64.这样的第二检测单元40具备利用传感器移动单元30与第一检测单元20一起移动来测量线圈状带状物1与第一检测单元20的距离的功能。
65.如图5所示,本实施方式的第一检测单元20对到线圈状带状物1的表面为止的距离的变化(即高度的变化)进行检测,并检测出该检测高度因尾端1e而大幅变化的情况。这样,第一检测单元20对由于尾端1e的有无而导致的检测高度的变化进行检测,因此存在针对线圈状带状物1的最佳的测量距离。
66.因此,在本实施方式中,利用第二检测单元40测量线圈状带状物1与第一检测单元20的距离,传感器移动单元30构成为基于该第二检测单元40的检测结果来停止第一检测单元20的移动(即利用升降台32进行的升降动作)。
67.此外,作为第二检测单元40的具体例,例如能够应用以激光测距器等光学式位移传感器为代表的、磁通式位移传感器或超声波式位移传感器等公知的各种测距传感器。
68.另外,使用这样的第二检测单元40的停止控制在上述的控制单元50的控制下执行。
69.升降台主体32b构成为分别具有接受来自后述的驱动机构33的动力传递的驱动机构连结部32c和接受来自制动机构35的制动作用的制动器连结部32d。另外,升降台主体32b如上述那样构成为搭载退避机构34并支承传感器载置部32a。
70.驱动机构33具有使所述升降台32沿着框架31的倾斜部31a移动的功能。驱动机构33为了发挥上述的功能而设置于倾斜部31a。作为这样的驱动机构33的具体例,优选为滚珠丝杠机构、气缸及液压缸中的任一个。
71.在本实施方式中,作为驱动机构33的一例,气缸仿照由倾斜部31a形成的倾斜面,经由安装部33a(参照图1及图3)而设置。由此,升降台32能够经由驱动机构33沿着倾斜面移动。另外,该驱动机构33(气缸)由控制单元50驱动控制,以升降台32在任意的高度/位置停止的方式控制驱动机构33。
72.如上所述,退避机构34使传感器载置部32a以能够相对于升降台主体32b接近或分离的方式移动。因此,本实施方式的退避机构34具有如下功能:例如在因某种原因而将线圈状带状物1从载置单元10搬出时,如图2(b)所示那样使第一检测单元20从线圈状带状物1的搬出路径退避。由此,例如能够抑制在利用起重机等从载置单元10吊起线圈状带状物1时第一检测单元20(第二检测单元40也是同样的)等发生干涉而损坏的情形等。
73.此外,如图2所示,本实施方式的退避机构34具有在水平方向上排列的驱动缸34a和以夹着该驱动缸34a的方式配置在两侧的两个引导缸34b。此外,上述配置结构是一个例子,例如也可以具有两个以上的驱动缸34a,也可以不是两个以上的引导缸34b而设为单一的引导缸34b。
74.如上所述,驱动缸34a具有产生用于使传感器载置部32a以能够相对于升降台主体32b接近或分离的方式移动的驱动力的功能。作为这样的驱动缸34a,例如能够例示气缸、液压缸等公知的缸机构。此外,作为驱动缸34a,也可以使用公知的滚珠丝杠机构等其他公知的直进运动机构。
75.引导缸34b具有引导利用驱动缸34a的驱动力移动的传感器载置部32a的移动的功能。作为这样的引导缸34b,例如能够应用公知的活塞机构等各种引导机构。如图所示,在本实施方式中,是以夹着驱动缸34a的方式将引导缸34b配置在两侧的形态,因此抑制了移动中的传感器载置部32a成为滚动等不规则、不稳定的状态的情形。
76.制动机构35具有对升降台32的移动进行制动的功能。更具体而言,根据图3等可明确,本实施方式的制动机构35通过对铺设于倾斜部31a的制动用轨道br进行夹压而发挥制动功能。另外,如图1所示,合计两根的制动用轨道br相互隔开预定的距离地设置于倾斜部31a。
77.因此,制动机构35也以与这一对制动用轨道br对应地跨在升降台32的两侧的方式设置有两个。由此,在利用制动机构35使升降台32的移动停止时等,与制动用轨道br和制动机构35分别仅为1根的情况相比,能够抑制升降台主体32偏转或滚动。
78.<倾斜角度β和检测光l的照射角θ的设定>
79.接着,除了图4之外,也一边适当参照图6及图7,一边对本实施方式中的倾斜角度β和检测光l的照射角θ的设定进行说明。
80.通过适当地设定这些倾斜角度β和检测光l的照射角θ,能够如上述那样使第一检测单元20倾斜(沿相对于铅垂z方向倾斜的方向)移动,以使第一检测单元20中的检测光l的出射方向在尾端1e的检测时朝向各个线圈状带状物1的中心o。
81.首先,如图4所示,即使线圈状带状物1的直径改变,为了使检测光l始终朝向其中心o,移动轨迹q相对于铅垂方向的倾斜角和检测光l的照射角θ(在图4中大致为θ1=θ2)成为重要的参数。
82.此时,移动轨迹q实质上与倾斜部31a的倾斜角度β同义(即移动轨迹q也相对于铅垂方向倾斜了角度β),因此在设置本实施方式的线圈状带状物的尾端检测装置100时,需要注意使该倾斜部31a的倾斜角和检测光l的照射角成为目标值。
83.基于以上内容,如图6所示,将倾斜部31a的倾斜角度设为测定角度β,将第一检测单元20中的检测光l相对于铅垂方向的角度设定为θ。
84.此时,作为载置单元10的滑轨的角度α是已知的,能够用该载置单元10能够载置的线圈状带状物1的最大直径φd1和最小直径φd2(参照图4)也分别是已知的。
85.并且,如图6所示,对于半径r的线圈状带状物1,将检测点z(从滑轨的中心os离开rx、ry的点)作为第一检测单元20的测定点。
86.此时,当如图6那样将相对于与倾斜角度β正交的方向的倾斜角设为b,而且设为“a=sinβ/cosα
…
式(1)”时,下式(2)~(6)成立。
[0087][0088]
θ=β+b
···
式(3)
[0089]
a=r/cosα
···
式(4)
[0090]
rx=r
·
sinθ
···
式(5)
[0091]
ry=a+r
·
cosθ
···
式(6)
[0092]
因此,如果基于已知的滑轨的角度α及几个线圈状带状物1的半径r的值来计算上述式子,则能够求出通过检测点z且使检测光l朝向线圈状带状物1的中心o那样的照射角θ和倾斜部31a的倾斜角度β。
[0093]
在图7中示出了这样的设定方法的一例。
[0094]
如该图所示,将作为载置单元10的滑轨的角度α规定为31
°
,将能够载置的线圈状带状物1的最大直径φd1规定为φ1020,将最小直径φd2规定为φ600(此时,半径r分别成为r=510、300)。
[0095]
此时,鉴于式(1)~(6),作为检测角度的倾斜角度β成为15
°
。
[0096]
因此,在组装装置时,以倾斜部31a的倾斜角度β成为15
°
的方式倾斜而构成框架31,进而以检测光l相对于铅垂方向倾斜31
°
的方式将第一检测单元20固定于载置台32即可。
[0097]
此外,在上述内容中,作为载置单元10,使用作为公知的构造的滑轨,因此对于该滑轨上的线圈状带状物1而言,如果是相同的照射角度θ,则无论是怎样的直径,朝向中心的角度均是恒定的。然而,在使用摇架(同样公知的构造)作为载置单元10的情况下,该摇架上的线圈状带状物1会由于线圈状带状物1自身的重量而稍微变形。
[0098]
因此,在使用摇架作为载置单元10的情况下,将上述的线圈状带状物1的最大直径φd1和最小直径φd2的平均值定义为“基准照射角度θ”。换言之,在本实施方式中,在载置单
元10为摇架的情况下,将这样的基准照射角度θ与滑轨的情况同样地处理为恒定的照射角度。
[0099]
根据以上说明的本实施方式的线圈状带状物的尾端检测装置100,即使线圈状带状物1的线圈直径(相当于上述φ)发生变化,也能够以检测光l朝向各个线圈状带状物1的中心o的方式射出,因此能够使射出光向尾端1e射出的角度稳定,对于薄壁的金属带、尾端也能够确保充分的检测精度。
[0100]
<尾端检测方法>
[0101]
接着,一边参照图8一边对本实施方式的线圈状带状物的尾端检测方法进行说明。如该图所示,在本实施方式的尾端检测方法中,对金属等带状体卷绕成线圈状的线圈状带状物中的尾端进行检测。
[0102]
首先,在步骤1中,将所述线圈状带状物1以能够绕轴旋转的方式载置到载置单元10上(载置步骤)。此时,在载置单元10为摇架的情况下,线圈状带状物1的旋转没有问题,但在载置单元10为滑轨的情况下,可列举在该滑轨内设置公知的旋转驱动单元的情况。
[0103]
由此,在控制单元50的控制下,载置单元10上的线圈状带状物1能够绕其轴旋转而能够进行尾端1e的检测。
[0104]
在接下来的步骤2中,使升降台32沿着框架31的倾斜部31a移动,由此使固定搭载于升降台32的第一检测单元20向线圈状带状物1接近(移动步骤)。
[0105]
然后,在步骤3中,判定是否以能够进行基于第一检测单元20的尾端1e的检测的程度接近、即是否进入到第一检测单元20的检测范围内(可否测定判定步骤)。此时,第二检测单元40利用传感器移动单元30(升降台32)与第一检测单元20一起沿着倾斜部31a的倾斜移动,测量线圈状带状物1与第一检测单元20的距离。
[0106]
并且,控制单元50基于该第二检测单元40的检测结果,以线圈状带状物1的表面到达第一检测单元20的检测适当范围的方式控制传感器移动单元30,进行使升降台32(第一检测单元20)的移动停止的控制。此外,第一检测单元20中的最佳的测定距离根据测距传感器的种类而适当决定,因此根据这样的非接触式测距传感器的性能来进行第二检测单元40的检测阈值的设定。
[0107]
当在步骤3中判定为第一检测单元20到达可检测范围的情况下,在接下来的步骤4中,在控制单元50之下控制载置单元10而使卷筒状带状物1旋转。与该步骤4并行地,在步骤5中,利用第一检测单元20检测卷筒状带状物1的尾端1e。
[0108]
换言之,在该步骤4及步骤5中,一边经由所述载置单元10使线圈状带状物1旋转一边利用第一检测单元20检测尾端1e(检测步骤)。
[0109]
并且,当在步骤5中检测出尾端1e的情况下,在接下来的步骤6中,控制单元50存储该检测出时的尾端1e的位置。
[0110]
并且,如上所述,由于检测位置z是已知的位置,因此控制单元50基于该检测出的定时进行控制载置单元50而使卷筒状带状物1再次旋转的控制。此外,在本步骤中,以包含暂时停止的含义说明了“再次旋转”,但例如也可以直接继续在步骤4中进行的旋转控制,也可以朝向与步骤4的旋转相反的方向进行反向旋转。即,步骤7的“再次旋转”除了在进行了暂时停止的基础上再次旋转的形态之外,还包括继续步骤4的旋转的形态、进行上述反向旋转的形态。
[0111]
接着,在步骤8中,判定尾端1e的位置是否成为目标位置(即适于朝向下一工序搬出线圈状带状物1的姿势)。
[0112]
并且,当在步骤8中尾端1e的位置成为目标位置的情况下,之后利用未图示的切断装置等将捆扎线圈状带状物1的捆扎带切断,进而之后利用未图示的起重机等将线圈状带状物1从载置单元10吊起并搬出。
[0113]
在从该载置单元10吊起线圈状带状物1并搬出时,在步骤9中驱动退避机构34,使第一检测单元20从线圈状带状物1的搬出路径(即在用起重机等吊起时线圈状带状物1通过的区域)退避。此外,关于该步骤9,只要第一检测单元20相对于搬出路径处于安全的位置,则也可以适当省略。
[0114]
这样,在本实施方式中的线圈状带状物的尾端的检测方法中,在上述的移动步骤中,即使在将直径互相不同的线圈状带状物1分别载置于载置单元10的情况下,也使第一检测单元20倾斜(沿相对于铅垂z方向倾斜的方向)移动,以使第一检测单元20中的检测光l的出射方向在尾端1的检测时朝向各个线圈状带状物1的中心o。
[0115]
由此,能够使射出光向尾端射出的角度稳定,对于薄壁的尾端也能够确保充分的检测精度。
[0116]
《第二实施方式》
[0117]
<尾端检测装置110>
[0118]
接着,一边参照图9一边对第二实施方式的线圈状带状物1的尾端检测装置110进行说明。该第二实施方式中的尾端检测装置110的主要特征在于,采用具备机械手rh的传感器移动单元来代替具有框架31、升降台32及驱动机构33的传感器移动单元30,。
[0119]
因此,以下,对与第一实施方式相同的功能的构成要素标注相同的附图标记并适当省略其说明。
[0120]
如该图所示,尾端检测装置110的传感器移动单元具有保持所述第一检测单元20并相对于线圈状带状物1接近或分离的功能。此外,作为该尾端检测装置110的传感器移动单元的机械手还可以具备上述的第二检测单元40及退避机构34的功能。
[0121]
作为这样的机械手,例如能够例示6轴控制的公知的机械手。但是,如在第一实施方式中说明的那样,只要能够再现升降台32的移动轨迹q即可,因此并不一定必须是6轴控制。
[0122]
这样,机械手的轨迹基于升降台32的移动轨迹q预先通过示教等输入。
[0123]
控制单元50对作为上述的传感器移动单元的机械手的动作进行控制,执行如下控制:即使在将直径互相不同的线圈状带状物1分别载置于载置单元10的情况下,也使第一检测单元20倾斜(沿相对于铅垂z方向倾斜的方向)移动,以使第一检测单元20中的检测光l的出射方向在尾端1的检测时朝向各个线圈状带状物1的中心o。
[0124]
由此,与第一实施方式同样地,能够使射出光向尾端射出的角度稳定,对于薄壁的尾端也能够确保充分的检测精度。
[0125]
此外,上述的各实施方式是一例,只要不脱离本技术的主旨,也可以适当组合实施方式的各要素来构成新的尾端检测装置、检测方法。
[0126]
工业上的可利用性
[0127]
如以上说明的那样,本发明的尾端检测装置、检测方法适于构建如下检测系统,其
能够以简易的结构实现装置的小型化并且即使对于厚度薄的(薄壁)的尾端也能够确保充分的检测精度。
[0128]
附图标记说明
[0129]
1 线圈状带状物
[0130]
1e 尾端
[0131]
10 载置单元
[0132]
20 第一检测单元
[0133]
30 传感器移动单元
[0134]
31 框架
[0135]
31a 倾斜部
[0136]
32 升降台
[0137]
32a 传感器载置部
[0138]
32b 升降台主体
[0139]
32c 驱动机构连结部
[0140]
32d 制动器连结部
[0141]
33 驱动机构
[0142]
33a 安装部
[0143]
34 退避机构
[0144]
34a 驱动缸
[0145]
34b 引导缸
[0146]
35 制动机构
[0147]
36 固定销
[0148]
37 固定部
[0149]
40 第二检测单元
[0150]
50 控制单元
[0151]
br 制动用轨道。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1