用于加工工件的工具和方法与流程
1.本发明涉及一种用于加工工件的工具和方法。根据本发明的工具和根据本发明的方法特别适合于在工件上产生外轮廓,该外轮廓在工件的横截面廓形中基本上对应于规则凸多边形。
背景技术:
2.规则凸多边形是其边缘仅在顶点处接触或相交的多边形,其中所有内角小于180
°
,并且是等边和等角的。这种规则凸多边形的示例是正三角形、正方形、正五边形、正六边形等。
3.这种横截面廓形的典型应用是在工件上产生六边形杆。例如,工件可以是具有六边形杆的螺钉或螺栓。在该典型应用中,工件因此另外具有圆形横截面,并且仅在六边形杆或多边形杆所在的区域中,在另外的圆形或圆柱形工件的外围上包括平坦表面。
4.通常,借助于铣削来在另外的圆形工件上产生这种多边形形状。由于要在工件上产生平坦表面,因此常规的车削加工是不可行的。
5.然而,不断增加的降低工业成本的压力(特别是系列生产和批量生产零件的情况下,如在作为示例所提到的螺栓的情况下是这样)正在迫使不断地审视磨合过程,该磨合过程还包括在圆形钢制工件的侧表面上铣削若干平坦表面。在较大系列生产中,即使是零件生产中的小的时间节省也使得在成本节省和加工能力增益方面倍增显著的潜力。
6.作为经典铣削的替代方案,所谓的多边形车削因此已经作为用于产生多边形廓形(对应于规则凸多边形的横截面廓形)的方法而出现。与经典铣削相比,多边形车削实现了先前提到的节省潜力。
7.多边形车削使得能够在工件的其他圆形侧表面上产生平坦表面。该加工过程通常在车床上执行,其中不仅驱动工件也驱动工具。主轴中的工件和机器转塔中的旋转工具以彼此同步的传动比运行。在工件上产生的表面的数量取决于工件与工具之间的传动比以及工具上的切割边缘的数量。在现有技术中,例如,工具以两倍于工件速度的速度旋转,并且切割边缘的数量的2倍为所产生的多边形面的数量。因此,在这种情况下,可以利用包括绕周向规则地分布的三个切割刀片的工具,借助于多边形车削,来产生六边形廓形。
8.由于通常在车床上执行多边形车削的事实,因此该加工过程通常也称为多边形车削。关于这种类型的加工过程的进一步信息可以在例如de 20 2015 002 876 u1中找到。
9.尽管多边形车削已经将其本身建立为用于生产多边形廓形的成本有效且技术先进的常规铣削的替代方案,但是由于过程原因仍然出现了缺点。如可以容易地理解的,该过程不会在多边形廓形上产生精确的平坦表面。相反,多边形廓形的各个表面会略微凸起。另外,不可能实现与例如常规铣削的情况相同的表面质量。然而,只要不需要更高的精度并且重点在于成本节省,那么用于在工件上产生多边形廓形的多边形车削仍然是重要的替代方案。
10.然而,需要通过不具有出现凸表面的缺点的替代制造方法以相对成本有效的方式
产生多边形廓形。
11.因此,本发明的目的是提供一种能够以成本有效并且方法可靠的方式在工件上产生多边形廓形,并且与已知的多边形车削相比能够在工件上获得更好的加工结果的工具以及方法。
技术实现要素:
12.根据本发明的第一方面,该目的通过一种动力切削工具来解决,该动力切削工具包括沿工具的纵向轴线延伸的柄和布置在柄的端面处的切割头,其中切割头包括周向布置的多个齿,其中当在正交于纵向轴线的横截面中观察时,每个齿包括凸圆形轮廓,该凸圆形轮廓在第一端处直接地或经由布置在其间的第一凹过渡轮廓而过渡到多个齿中的第一相邻齿的凸圆形轮廓,并且在与第一端相对的第二端处直接地或经由布置在其间的第二凹过渡轮廓而过渡到多个齿中的第二相邻齿的凸圆形轮廓,并且其中,在横截面中被测量的多个齿中的每个齿的作为第一端与第二端之间的距离的宽度大于在正交于该宽度的横截面中并且在第一端与第二端之间的中心处测量的相应齿的高度。
13.根据本发明的第二方面,上述目的通过一种用于加工工件的方法来解决,该方法包括以下步骤:
14.提供动力切削工具和待加工的工件;
15.在动力切削加工期间,借助于动力切削工具在工件上产生外轮廓,其中待产生的外轮廓在工件的横截面廓形中基本上对应于规则凸多边形,并且其中在动力切削加工期间,动力切削工具和工件以彼此相反的旋转方向旋转,其中动力切削工具的旋转轴线相对于工件的旋转轴线以所限定的轴线交叉角对准,并且动力切削工具和/或工件同时平移地移动以产生进给运动。
16.在根据本发明的方法中使用的动力切削工具优选是根据本发明的动力切削工具。
17.因此,本发明采用全新的方法。代替先前已知的制造方法(例如铣削和多边形车削),通过使用合适的动力切削工具来使用动力切削加工产生多边形廓形。动力切削加工本身在相当一段时间内是已知的。然而,使用动力切削来产生多边形廓形的想法是全新的。
18.动力切削通常用于生产齿轮齿,该齿轮齿可以是内齿轮齿或外齿轮齿。典型的应用领域是齿轮的制造。
19.动力切削本身已经被已知超过100年。本领域中的第一专利申请(专利号de243514)可追溯到1910年。在随后的几年中,动力切削在较长的时间内没有吸引很多注意力。然而,在过去十年中,这种用于加工工件的非常旧的制造过程已经被再次开始使用,并且现在被广泛地用于生产各种齿轮齿。关于该主题的相对最近的专利申请是例如wo2012/152659a1。
20.动力切削通常用作齿轮制造中的滚齿或齿轮成形的替代方案。与滚齿和齿轮成形相比,它能够显著减少加工时间。另外,可以实现非常高的加工质量。因此,动力切削能够非常高效并且同时实现齿轮齿的高精度制造。
21.在动力切削中,以协调的(同步的)速度比驱动工件和工具。当生产外齿轮齿时,工件和工具以相反的旋转方向驱动。另一方面,在内齿轮齿的制造中,工件和工具以相同的旋转方向驱动。
22.以相对于工件成预定角度的角度来设定工具,该预定角度通常称为轴线交叉角。轴线交叉角表示动力切削工具的旋转轴线与待加工的工件的旋转轴线之间的角度。
23.为了产生进给运动,工具和/或工件也平移地移动。因此,在动力切削工具与工件之间产生的相对运动是一种螺旋运动,该螺旋运动具有转动分量(旋转分量)和进给分量(平移分量)。
24.工件被利用具有周向地布置在动力切削工具的切割头上的齿进行加工。交叉轴线布置在工具与工件之间产生相对速度。该相对运动被用作切割运动,并且具有沿工件的齿隙的主切割方向。因此,可以认为切屑在加工期间被“剥离”。切割速度的大小取决于进给运动的轴线交叉角的大小以及加工主轴的速度。
25.如上所述,使用这种动力切削加工来制造齿轮或其他类型的齿轮齿已经被建立。然而,本发明的发明人现在已经发现,这种动力切削加工也可以用于产生多边形廓形(对应于规则凸多边形的横截面廓形)。虽然这最初是令人惊讶的,但是已经证明是非常有利的,这是由于动力切削的典型优点也因此可用于多边形廓形的制造。
26.以这种方式,可以比利用多边形车削的情况更快地产生多边形廓形。此外,利用动力切削的情况的加工条件以及切割力显著好于利用多边形车削的情况,由于工件以“剥落”而不是“锤击”方式加工。因此,可以产生具有显著更高表面质量的多边形廓形。
27.此外,与多边形车削相比,不产生凸表面。相反,可以在工件上产生几乎完全平坦的表面。另外,相比于借助于多边形车削,多边形廓形的各个平坦表面之间的角度过渡也可以借助于动力切削来更精确地产生。总之,这导致了绝不可预见的非常有利的生产类型。
28.发明人想到借助于动力切削能够产生多边形廓形的设想在于使动力切削工具上的齿具有特定形状的构思。与用于齿轮齿的典型制造的动力切削工具不同,根据本发明的动力切削工具配备有明显更平坦或不太弯曲的凸圆形齿。
29.优选地,各个齿是连续弯曲的。换言之,当在正交于工具的纵向轴线的横截面中观察时,齿没有尖角或拐角。在横截面中,每个齿因此具有连续且稳定的切线斜率。
[0030]“凸圆形”轮廓在本文中被理解为任何类型的向外弯曲的圆形的轮廓,即没有清晰的拐角和边缘。然而,在所描述的横截面中,该轮廓不是必须符合圆形形状或精确的圆形,而是也可以是椭圆形或卵形或具有一些其他圆形自由形式。优选地,在正交于纵向轴线的横截面中,实际上将凸圆形自由形状用作轮廓。
[0031]
在具有凸圆形轮廓的这些齿之间,可以在每种情况中设置凹过渡轮廓,或者可以在各个齿之间实现直接过渡。如果在各个齿之间设置凹过渡结构,则与齿相比,该凹过渡结构优选地更小。该过渡结构越小,则可以在工件上产生的多边形廓形的拐角越好。凹过渡结构也可以具有很大角度,并且与齿的凸圆形轮廓不同,凹过渡结构不必须被圆化。
[0032]
如已经提到的,根据本发明的动力切削工具的基本特征在于配置各个齿的方式,在正交于纵向轴线的横截面中观察时,各个齿的宽度优选明显大于各个齿的高度。在这种情况下,宽度b被测量为每个齿的第一端与第二端之间的距离。高度h被测量为在正交于宽度的相同横截面中并且在第一端与第二端之间的中心测量的相应齿的高度。优选地,高度h是齿的轮廓上的与第一端和第二端等距的点到第一端和第二端之间的连接线的距离。后者连接线的长度等于齿的宽度。
[0033]
由于动力切削工具的齿的这种非常平坦且略微弯曲的配置,因此还可以借助于动
力切削来在工件上产生几乎完全平坦的表面。
[0034]
多边形廓形的拐角加工主要通过各个齿之间的过渡来完成。
[0035]
通过合适地协调工件或工具的旋转速度的速度比,可以在工件上产生不同的规则多边形横截面。优选地,动力切削工具以第一速度旋转并且工件以第二速度旋转,第二速度是第一速度的整数倍。因此,工件通常比工具旋转得更快。然而,这本身以及动力切削加工的其他参数与用于产生齿轮齿的常规动力切削加工一致。
[0036]
根据优选的改进,多个齿中的每个齿的宽度大于/是相应齿的高度的两倍。特别优选地,每个齿的宽度大于/是相应齿的高度的三倍。
[0037]
因此,与经典动力切削工具的齿相比,该齿非常平坦。这对于确保待在多边形廓形上产生的平坦表面的最精确的可能平面度是特别有利的。根据本发明,甚至可以将每个齿的宽度与高度的比设置为甚至大于5:1、6:1或7:1。
[0038]
所描述的各个齿的平坦或略微弯曲配置的其他特征可以在于,在正交于工具的纵向轴线的横截面中的每个齿的凸圆形轮廓的第一端的第一切线与横截面中的凸圆形轮廓的第二端的第二切线以角度α相交,其中60
°
≤α≤140
°
。优选地,甚至应用80
°
≤α≤130
°
。
[0039]
相比之下,常规动力切削工具的齿通常具有两个相对的侧面,这两个侧面在各个齿之间的过渡处,以几乎彼此平行或甚至完全彼此平行的方式对准,使得在这种情况下,所描述的切线将根本不具有交点或将包围出非常小的角度。
[0040]
根据进一步的改进,当在正交于纵向轴线的横截面中观察时,第一凹过渡结构和第二凹过渡结构(即,动力切削工具的各个齿之间的过渡结构)是圆角(radius)。如已经提到的,被配置为过渡轮廓的该圆角在加工期间也进行切割,并且因此加工工件。
[0041]
此外,优选的是,多个齿中的每个齿具有与多个齿中的其他齿相同的形状。通常,实际上,在动力切削期间,动力切削工具沿整个外围切割,其中每个齿在多边形廓形的产生期间待被加工的平坦表面的一个上滚动。
[0042]
根据进一步的改进,多个齿中的每一个包括在切割头的背离柄的端部处的平坦倾斜面,该倾斜面以相对于纵向轴线的除了90
°
以外的角度倾斜。
[0043]
因此,倾斜面通常位于齿的上表面上;它们形成了切割头的背离动力切削工具的柄的面端。通常,倾斜面被设计为平坦表面。相对于动力切削工具的纵向轴线,倾斜面优选是倾斜的,即不垂直于纵向轴线。
[0044]
取决于根据本发明的动力切削工具的配置,所有齿的倾斜面可以被布置在相对于纵向轴线旋转对称的共同锥形面中。可选地,过渡表面被布置在两个相邻齿中的每一个的倾斜面之间,该过渡表面还被布置在切割头的前端处并且与两个相邻齿的倾斜面直接相邻。在各种情况中齿的,各个倾斜面则位于不同的平面中。然后,在各个齿之间,在面端上或者在倾斜面之间形成单个阶梯式台阶。后者的产生特别是因为齿的倾斜面通常由砂轮制成。这通常导致在一个齿的倾斜面与相邻齿的倾斜面之间具有台阶,这看起来像一种阶梯台阶。然而,如已经提到的,根据本发明的动力切削工具也可以以将所有倾斜面布置在共同锥形表面中的方式来配置。
[0045]
根据优选的改进,动力切削工具包括总共二十四个齿。由于这种相对大量的齿,多边形廓形的产生明显比借助于经典铣削的方式更快,并且甚至比借助于多边形车削的方式更快。
[0046]
根据进一步的改进,提供了每个齿包括沿周向布置的、相对于纵向轴线偏斜取向的侧面。因此,齿的侧面优选地不平行于纵向轴线延伸。
[0047]
根据动力切削工具的进一步改进,切割头可以可拆卸地附接到轴。在这种情况下,切割头可以在磨损时作为整体替换,并且由新的切割头替换。各种接口可以被认为是切割头与柄之间的接口。优选地,接口包括螺纹连接。
[0048]
切割头或至少布置在切割头上的齿优选地由硬质合金制成,而根据本发明的动力切削工具的柄通常由钢制成。然而,根据动力切削工具的尺寸,整个工具也可以由碳化钨合金制成。类似地,可以为产生工具的切割头配备形成齿的单独可转位刀片。此外,形成齿的硬质合金切割边缘可以被钎焊到可替换头部上。
[0049]
应当理解,在不脱离本发明的范围的情况下,上述特征和下面待解释的那些特征不仅可以以在每种情况中示出的组合使用,而且可以以其他组合使用或它们自己单独使用。
附图说明
[0050]
本发明的实施例被示出在下面的附图中并且在下面的描述中被更详细地解释。其示出了:
[0051]
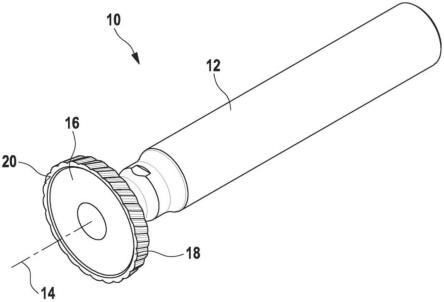
图1是根据本发明的动力切削工具的实施例的立体图;
[0052]
图2是图1中所示的动力切削工具的侧视图;
[0053]
图3是图2的详细视图;
[0054]
图4是从图1和图2中所示的动力切削工具的下方的俯视图;
[0055]
图5是图4的细节;
[0056]
图6是图5的正交于动力切削工具的纵向轴线的剖视图的细节;
[0057]
图7是图1中所示的动力切削工具的切割头的立体图;
[0058]
图8是图7的细节;
[0059]
图9是图1中所示的动力切削工具以及待加工的工件的立体图;以及
[0060]
图10a-d是示出了使用根据本发明的动力切削工具在工件上的动力切削操作的几个视图。
具体实施方式
[0061]
图1示出了根据本发明的动力切削工具的实施例的立体图。动力切削工具在图1中整体用附图标记10表示。
[0062]
根据本发明的动力切削工具10包括沿纵向轴线14延伸的柄12。在所示实施例中,柄12是圆柱形的。然而,原则上它也可以具有不同的形状,例如长方体形状。
[0063]
此外,动力切削工具10包括布置在轴的前端处的切割头16。多个齿18布置在切割头12上,这些齿围绕切割头16的外围分布。
[0064]
如具体在图4-6中可见的,齿18包括凸圆形轮廓。更具体地,如图6中所示,齿18在正交于纵向轴线14的横截面中包括该凸圆形轮廓。
[0065]
与传统的动力切削工具的齿不同,根据本发明的动力切削工具10的齿18既不是成角度的也不是尖的。它们具有更圆的设计,这意味着它们没有拐角或尖锐边缘。根据本发明
的动力切削工具10的其他特征可以在以下事实中看到:齿18被设计成比在用于产生齿轮齿的常规动力切削工具的情况明显地更平坦或弯曲得不太强烈。
[0066]
齿18包括在齿18的背离柄12的前端处的倾斜面20。如从图4中具体可见的,在根据本文所示的实施例的动力切削工具10中,所有齿18的倾斜面20位于共同平面中。该平面是相对于纵向轴线14以恒定角度向四周延伸的圆锥平面。然而,可选地,各个齿的倾斜面20也可以布置在不同的平面中,在这种情况下,在每种情况中都在两个相邻齿18的倾斜面20之间形成一种台阶。
[0067]
根据本文所示实施例的动力切削工具10包括总共二十四个这样的齿18。这二十四个齿18围绕切割头16的外围均匀地分布,并且从切割头16的外围以星形状突出。然而,如从附图中可见,齿18不是精确地沿径向方向(正交于纵向轴线14)从切割头16的外围突出。
[0068]
在外围侧上,每个齿18包括侧面22,侧面22表示每个齿18的径向最外部分,因此还表示切割头16的径向最外部分。这些侧面22相对于纵向轴线14倾斜取向,这在图3中具体可见。
[0069]
图5和6示出了根据本发明的动力切削工具10的齿18的低曲率和平坦配置特性。在这方面,图6示出了切割头16的在正交于纵向轴线14取向的横截面中的细节。除了每个齿18的凸圆形轮廓之外,从图5和图6进一步显而易见的是,根据本文所示的实施例,齿18彼此直接结合。也就是说,换言之,具有图6中所示的横截面的每个齿18在其第一端24处直接结合到相邻齿18’的凸圆形轮廓,并且在其与第一端24相对的第二端26处直接结合到第二相邻齿18’的凸圆形轮廓。
[0070]
代替将各个齿18的凸圆形轮廓彼此直接过渡,也可以在各个齿18之间设置凹过渡轮廓,但是相比于在所示横截面中的由齿18形成的凸圆形轮廓,这些凹过渡轮廓相对较小。例如,可以将各个齿18之间的凹过渡轮廓认为是圆角。
[0071]
各个齿的平坦或略微弯曲配置可以具体由以下特征表征:在图6所示的横截面中测量的、作为第一端24与第二端26之间的距离的每个齿18的宽度b显著大于在正交于宽度b的横截面中并且在第一端24与第二端26之间的中心处测量的相应齿18的高度h。如图6中所示,高度被测量为从齿18的轮廓上的点28至第一端24与第二端26之间的连接线30的距离。连接线30的长度对应于齿18的宽度b。点28是位于齿的顶点处的点,该点28具有距第一端24和第二端26相等的距离。
[0072]
优选地,宽度b与高度h之间的比为至少2:1,优选地至少3:1或甚至至少5:1。
[0073]
图6中所示的横截面中的在齿18的凸圆形轮廓的第一端24的第一切线32和在该横截面中的在齿18的凸圆形轮廓的第二端26的第二切线34以角度α相交,角度α优选在60
°
≤α≤140
°
的范围内。如从图6可以看到,角度α是在假想三角形内的两个切线32、34的交点处测量的内角,该假想三角形的三个角是两个切线32、34、第一端24和第二端26的交点36。
[0074]
优选地,各个齿18都具有与先前所描述形状对应的相同形状。齿18优选由硬质合金制成,而柄12优选由钢制成。
[0075]
根据本发明的动力切削工具10特别适合于产生外轮廓,该外轮廓在工件的横截面廓形中基本上对应于规则凸多边形。与术语“规则凸多边形”相关联的术语“基本上”意在澄清以下一点:待在工件上产生的轮廓在整体视图中是规则多边形横截面廓形,然而由于制造不准确性,该轮廓不必须在微观水平上或者如已经在详细视图中的那样精确地对应于规
则多边形。例如,可以在多边形廓形的拐角中产生各自的倒圆部。
[0076]
图9以非常一般的方式示出了动力切削工具10与工件38相互作用的方式。在动力切削加工期间,动力切削工具10和工件38都旋转。然而,动力切削工具10和工件38以相对于彼此相反或相对的旋转方向旋转。在图9所示的示例中,工件38顺时针旋转,并且动力切削工具10逆时针旋转。
[0077]
动力切削工具10围绕其纵向轴线14旋转。将工件38的纵向轴线用作工件38的旋转轴线40。尽管在图9中没有清楚地示出,但是两个旋转轴线14、40并不是平行的,而是以所谓的轴线交叉角彼此横向定取向。旋转轴线14、40相对于彼此的这种倾斜布置是动力切削的特点。交叉的轴线布置使得在动力切削工具10于工件38之间存在相对速度。
[0078]
在动力切削加工期间,各个齿18在工件38上滑动,从而从工件38升起(lift)切屑。例如,这可以在图10a-10d中示意性示出的系列附图中看到,图10a-10d用于说明动力切削过程。
[0079]
在动力切削期间,除了工件38和工具10的旋转之外,工具10和/或工件38还平移地移动。以这种方式,产生了一种螺旋运动,通过该螺旋运动将从工件38升起的切屑“剥掉”。
[0080]
在当前情况下,以所描述方式借助于动力切削工具10,在工件38上产生了外轮廓,当以横截面观察时,该外轮廓对应于规则六边形。例如,这种外轮廓对应于螺钉或螺栓上的六边形的外轮廓。
[0081]
如从图10a-10d中示意性示出的系列附图中可具体看出的,借助于齿18产生了六边形廓形的平坦表面,齿18具有如上所述的平坦的且相对略微弯曲的凸圆形轮廓。另一方面,六边形廓形的拐角是借助于齿18之间的过渡轮廓或齿隙产生的,使得在工件38上产生了差不多精确的拐角。
[0082]
在动力切削操作期间,工件38优选以比动力切削工具10更高的速度旋转。例如,可以设置3:1的速度比,以在工件38上产生示例性六边形廓形。例如,动力切削工具10可以以在3,000rpm的范围内的速度旋转,而工件38以12,000rpm范围内的速度旋转。仅在图9中示意性示出的轴线交叉角β可以是例如25
°
。切割速度可以设定为100m/min。
[0083]
以这种方式,可以非常容易、便宜且非常快速的在工件38上形成横截面对应于规则凸多边形的外轮廓。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1