一种板翅式换热器的真空钎焊设备及其真空钎焊方法与流程
1.本发明涉及换热器加工技术领域,具体为一种板翅式换热器的真空钎焊设备及其真空钎焊方法。
背景技术:
2.真空钎焊是指工件加热在真空室内进行,主要用于要求质量高的产品和易氧化材料的焊接。真空钎焊技术从四十年代开始至今,已成为一种极有发展前途的焊接技术。该技术最早出现在电子工业上钎焊铜和不锈钢的零件,后来又应用到航空工业、原子能工业,在1959年开始应用到制造不锈钢的板翅式换热器上。现在被广泛应用于空气分离设备、石油化工设备、工程机械、车、船和家电等工业部门的板翅式换热器和冷却器中;
3.例如cn106925855a公开了一种真空钎焊炉的加热系统,其包括炉体和炉门,炉体具有外筒体,炉门内壁上设置的加热器,外筒体的内设置四个加热器组成一个加热空间,在加热空间里设置二层隔层,外筒体的后壳体内壁上设置加热器,在加热器的后面设置有不锈钢金属辐射屏,在每一组加热器的位置设置有电热偶。本技术方案的优点是:在每一组加热器的位置设置有电热偶,控制炉内温度均匀,通过不锈钢金属辐射屏控制温度的升降时间,该技术方案可以用于板翅式换热器的焊接,但在采用上述的技术方案使用过程中,依旧存在以下缺陷:由于一般真空钎焊炉都较大,且呈轴线水平设置的圆筒状,因而一般都是直接放置多组板翅式换热器进行焊接,但由于炉体较长,多组板翅式换热器一般都是沿炉体的轴线方向排列放置于炉体内,对于炉体深处板翅式散热器的拿取和放置都较为不易,此外,当仅需焊接一组换热器时,炉体内部依然需要整体抽真空,并加热,浪费资源且效率较低,故亟需设计一种使用方便且可以临时焊接一组或同时焊接多组的真空钎焊设备,基于此,本发明设计了一种板翅式换热器的真空钎焊设备及其真空钎焊方法,以解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种板翅式换热器的真空钎焊设备及其真空钎焊方法,以解决上述背景技术中提出的亟需设计一种使用方便且可以临时焊接一组或同时焊接多组的真空钎焊设备的问题。
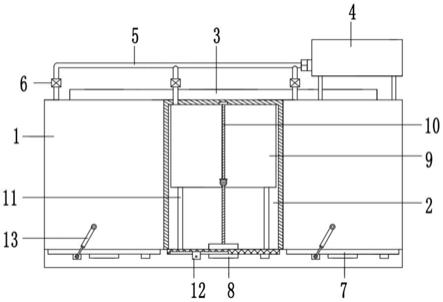
5.为实现上述目的,本发明提供如下技术方案:一种板翅式换热器的真空钎焊设备,包括水平设置的炉体、抽真空设备和导气歧管,所述炉体上沿长度方向间隔均匀设置有若干加热腔,所述加热腔和炉体的后侧下部之间通过贯穿凹槽内嵌安装有加热装置,所述炉体的后侧上部安装有抽真空设备,所述抽真空设备与各加热腔之间通过导气歧管相通连接,所述导气歧管的各支管上均安装有电磁阀,所述加热腔的开口四周铰接有隔热密封门,所述隔热密封门的表面中央上部内嵌安装有驱动装置,所述加热腔的内腔滑动设置有置料架机构,所述驱动装置与加热腔的内壁后侧之间水平转动安装有耐高温丝杠,所述耐高温丝杠的丝杠套与置料架机构的顶部可拆卸连接,所述加热腔的底部两侧平行设置有两个用于置料架机构滑动的限位导槽,所述隔热密封门的外表面上部通过水平限位滑道滑动安装
有推块,所述推块与炉体的上表面之间通过销轴转动安装有电动推杆;
6.所述驱动装置包括四周沿轴向均匀间隔设置有阶梯贯穿通孔的安装环、t型圆柱、四周均匀设置通孔的电机固定板、低速正反转电机和四周均匀设置通孔的t型圆环,所述安装环通过螺栓安装位于t型圆环和电机固定板之间且t型圆环贴合隔热密封门外表面,所述低速正反转电机安装在电机固定板上且电机轴朝向内侧,所述t型圆环的内壁通过限位轴承安装有限位环,所述限位轴承的外壁与t型圆环之间安装有挡圈,所述t型圆柱通过通孔贯穿于隔热密封门并延伸到限位环的内腔,所述t型圆柱的外端面固定有夹持耐高温丝杠端部的带螺栓的夹块,所述t型圆柱的外壁前后通过普通轴承转动安装有连接环,前后两个所述连接环的外壁均水平固定有手动伸缩杆,所述t型圆柱的内端四周外壁均匀间隔设置有若干剪切凹槽,所述限位环的内壁均匀间隔通过盲孔和伸缩弹簧安装有限位杆,所述安装环上通过水平通孔插接有带万向球的定位杆,所述万向球与限位环外壁通过圆槽滚动贴合,所述限位环的后端固定有内齿圈,所述低速正反转电机的电机轴安装有与内齿圈啮合的传动齿轮;
7.所述置料架机构包括底部四角均安装有万向轮的底板,所述底板的上表面左侧前后均竖直安装有l型板,所述底板的上表面中部前后均竖直安装有导轨板,所述底板的上表面右侧竖直安装有槽板,所述l型板、槽板和导轨板的上端之间水平安装有顶板,所述顶板的顶部外侧中央安装有孔板,所述孔板上贯穿螺接有锁紧螺栓,两个所述l型板的外侧通过铰链和锁扣安装有挡门,所述l型板、槽板和导轨板组成的空腔内上下滑动安装有压板,所述压板通过滑动块与导轨板连接,所述导轨板的侧壁安装有机械定时驱动器,所述滑动块的下方通过伸缩弹簧滑动贯穿导轨板设置有挡杆,所述挡杆外端与机械定时驱动器连接,所述电动推杆通过市电模块和倒顺开关连接有第一双路定时器,所述第一双路定时器的另一控制端与低速正反转电机、市电模块和倒顺开关构成电通路,所述抽真空设备和电磁阀串接后通过市电模块和按钮开关连接第二双路定时器,所述第二双路定时器的另一控制端与加热装置、市电模块和按钮开关构成电通路。
8.进一步的,所述炉体的前表面下方安装有斜坡板。
9.进一步的,所述限位杆的内端也安装有万向球。
10.进一步的,后侧所述连接环的外壁通过焊接l型杆与手动伸缩杆连接。
11.进一步的,所述手动伸缩杆的外端转动安装有摩擦块。
12.进一步的,所述锁紧螺栓采用塑料五星把手螺栓。
13.进一步的,所述机械定时驱动器包括矩形盒,所述矩形盒的外表面中部通过转轴安装有若干啮合的驱动齿轮,若干所述驱动齿轮的直径从左到右依次减小,所述矩形盒的外表面右侧与转轴共线贯穿转动安装有旋转杆,所述旋转杆的外壁与矩形盒内壁之间安装有盘簧,所述旋转杆的外壁固定有第一圆盘,所述第一圆盘的外表面均匀间隔垂直固定有若干拨杆,最右侧所述转轴的外壁固定有第二圆盘,所述第二圆盘的外表面四周均匀间隔固定有方块,所述方块的外侧通过九十度弹簧铰链安装有驱动杆,最左侧所述转轴的外壁固定有第三圆盘,所述矩形盒的外表面左侧下方通过限位套水平滑动插接有与挡杆连接的移动杆,所述移动杆的右端与所述第三圆盘的表面之间转动安装有连杆。
14.进一步的,所述旋转杆的外端内嵌设置有十字形槽。
15.进一步的,所述市电模块电连接有处理器,所述处理器信号连接有报警器、温度传
感器和真空检测传感器。
16.一种板翅式换热器的真空钎焊设备的真空钎焊方法,包括如下步骤:
17.s1:打开隔热密封门,将翅板叠加放置到置料架机构内腔,再通过机械定时驱动器进行压板释放,从而在焊接翅板时,随着堆叠的翅板焊接变薄后,能够对翅板组件始终压持,保证各层翅板的紧密抵接,保证各层翅板的牢固焊接;
18.s2:关闭隔热密封门,利用驱动装置驱动耐高温丝杠,使耐高温丝杠带动置料架机构进入加热腔内;
19.s3:最后通过抽真空设备配合导气歧管与电磁阀完成抽真空,再利用加热装置进行加热,工作结束后,打开隔热密封门,即可将工件从加热腔中取出即可。
20.与现有技术相比,本发明的有益效果是:本发明根据使用需求通过倒顺开关驱动电动推杆伸长,在物料置于所需的加热腔内后,再通过倒顺开关驱动电动推杆收缩,利用使用的加热腔对应的按钮开关使电磁阀和抽真空设备工作,然后在第二双路定时器作用下,加热装置对工作的加热腔加热,工作结束后,再通过倒顺开关打开隔热密封门即可将工件从加热腔中取出,避免了炉体整体加热浪费时间以及资源,提高了工作效率,且由于采用耐高温丝杠与驱动装置的可拆卸连接,耐高温丝杠带动置料架机构移动,无需深入传统的炉体的内部即可方便的将工件取出;
21.将散热器翅板置于底板上竖直堆叠成所需焊接的结构,利用l型板、槽板、导轨板和挡门实现散热器翅板的限位,防止堆叠后的歪斜,保证焊接后的散热器成品质量;
22.通过机械定时驱动器定时驱动挡杆缩回,压板将由于自重向下沿导轨板滑移压持住堆叠的翅板上侧,从而在焊接翅板时,随着堆叠的翅板焊接变薄后,能够对翅板始终压持,保证各层翅板的紧密抵接,使牢固焊接,该装置自动化程度高,具有市场推广价值。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1为本发明结构示意图;
25.图2为图1中驱动装置结构示意图;
26.图3为图1中置料架机构示意图;
27.图4为图3中横向局部剖视图;
28.图5为本发明控制原理图;
29.图6为图3中机械定时驱动器机构示意图;
30.图7为本发明方法流程图。
31.附图中,各标号所代表的部件列表如下:
[0032]1‑
炉体,2
‑
加热腔,3
‑
加热装置,4
‑
抽真空设备,5
‑
导气歧管,6
‑
电磁阀,7
‑
隔热密封门,8
‑
驱动装置,9
‑
置料架机构,10
‑
耐高温丝杠,11
‑
限位导槽,12
‑
推块,13
‑
电动推杆,800
‑
安装环,801
‑
t型圆柱,802
‑
电机固定板,803
‑
低速正反转电机,804
‑
t型圆环,805
‑
限位环,806
‑
挡圈,807
‑
剪切凹槽,808
‑
限位杆,809
‑
定位杆,810
‑
内齿圈,811
‑
传动齿轮,812
‑
连
接环,813
‑
手动伸缩杆,814
‑
夹块,900
‑
底板,901
‑
顶板,902
‑
l型板,903
‑
槽板,904
‑
导轨板,905
‑
孔板,906
‑
锁紧螺栓,907
‑
挡门,908
‑
压板,909
‑
滑动块,910
‑
机械定时驱动器,911
‑
挡杆,91000
‑
矩形盒,91001
‑
盘簧,91002
‑
旋转杆,91003
‑
驱动齿轮,91004
‑
第一圆盘,91005
‑
拨杆,91006
‑
第二圆盘,91007
‑
方块,91008
‑
驱动杆,91009
‑
第三圆盘,91010
‑
移动杆,91011
‑
连杆。
具体实施方式
[0033]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0034]
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0035]
请参阅图1
‑
7,本发明提供一种技术方案:一种板翅式换热器的真空钎焊设备,包括水平设置的炉体1、抽真空设备4和导气歧管5,炉体1上沿长度方向间隔均匀设置有若干加热腔2,加热腔2和炉体1的后侧下部之间通过贯穿凹槽内嵌安装有加热装置3,炉体1的后侧上部安装有抽真空设备4,抽真空设备4与各加热腔2之间通过导气歧管5相通连接,导气歧管5的各支管上均安装有电磁阀6,加热腔2的开口四周铰接有隔热密封门7,隔热密封门7的表面中央上部内嵌安装有驱动装置8,加热腔2的内腔滑动设置有置料架机构9,驱动装置8与加热腔2的内壁后侧之间水平转动安装有耐高温丝杠10,耐高温丝杠10的丝杠套与置料架机构9的顶部可拆卸连接,加热腔2的底部两侧平行设置有两个用于置料架机构9滑动的限位导槽11,隔热密封门7的外表面上部通过水平限位滑道滑动安装有推块12,推块12与炉体1的上表面之间通过销轴转动安装有电动推杆13,炉体1的前表面下方安装有斜坡板,方便推动置料架机构9进入加热腔2并与耐高温丝杠10的丝杠套连接;
[0036]
驱动装置8包括四周沿轴向均匀间隔设置有阶梯贯穿通孔的安装环800、t型圆柱801、四周均匀设置通孔的电机固定板802、低速正反转电机803和四周均匀设置通孔的t型圆环804,安装环800通过螺栓安装位于t型圆环804和电机固定板802之间且t型圆环804贴合隔热密封门7外表面,低速正反转电机803安装在电机固定板802上且电机轴朝向内侧,t型圆环804的内壁通过限位轴承安装有限位环805,限位轴承的外壁与t型圆环804之间安装有挡圈806,t型圆柱801通过通孔贯穿于隔热密封门7并延伸到限位环805的内腔,t型圆柱801的外端面固定有夹持耐高温丝杠10端部的带螺栓的夹块814,t型圆柱801的外壁前后通过普通轴承转动安装有连接环812,前后两个连接环812的外壁均水平固定有手动伸缩杆813,后侧连接环812的外壁通过焊接l型杆与手动伸缩杆813连接,使两侧的手动伸缩杆813在同一平面上,使t型圆柱801受力较均匀,手动伸缩杆813的外端转动安装有摩擦块,增大摩擦,使挤压限位稳定,t型圆柱801的内端四周外壁均匀间隔设置有若干剪切凹槽807,限位环805的内壁均匀间隔通过盲孔和伸缩弹簧安装有限位杆808,安装环800上通过水平通孔插接有带万向球的定位杆809,万向球与限位环805外壁通过圆槽滚动贴合,限位环805的
后端固定有内齿圈810,低速正反转电机803的电机轴安装有与内齿圈810啮合的传动齿轮811,限位杆808的内端也安装有万向球,减少磨损;
[0037]
置料架机构9包括底部四角均安装有万向轮的底板900,底板900的上表面左侧前后均竖直安装有l型板902,底板900的上表面中部前后均竖直安装有导轨板904,底板900的上表面右侧竖直安装有槽板903,l型板902、槽板903和导轨板904的上端之间水平安装有顶板901,顶板901的顶部外侧中央安装有孔板905,孔板905上贯穿螺接有锁紧螺栓906,锁紧螺栓906采用塑料五星把手螺栓,方便用手快速旋紧,两个l型板902的外侧通过铰链和锁扣安装有挡门907,l型板902、槽板903和导轨板904组成的空腔内上下滑动安装有压板908,压板908通过滑动块909与导轨板904连接,导轨板904的侧壁安装有机械定时驱动器910,滑动块909的下方通过伸缩弹簧滑动贯穿导轨板904设置有挡杆911,挡杆911外端与机械定时驱动器910连接,电动推杆13通过市电模块和倒顺开关连接有第一双路定时器,第一双路定时器的另一控制端与低速正反转电机803、市电模块和倒顺开关构成电通路,抽真空设备4和电磁阀6串接后通过市电模块和按钮开关连接第二双路定时器,第二双路定时器的另一控制端与加热装置3、市电模块和按钮开关构成电通路,市电模块电连接有处理器,处理器信号连接有报警器、温度传感器和真空检测传感器,当抽真空设备4工作一定时间后,可以通过真空检测传感器检测内部真空情况,若未抽真空,报警器工作,便于验证定时器的定时准确性、抽真空设备4和电磁阀6的可靠性,同理,可以验证加热装置3的加热效率。
[0038]
其中,机械定时驱动器910包括矩形盒91000,矩形盒91000的外表面中部通过转轴安装有若干啮合的驱动齿轮91003,若干驱动齿轮91003的直径从左到右依次减小,矩形盒91000的外表面右侧与转轴共线贯穿转动安装有旋转杆91002,旋转杆91002的外壁与矩形盒91000内壁之间安装有盘簧91001,旋转杆91002的外壁固定有第一圆盘91004,第一圆盘91004的外表面均匀间隔垂直固定有若干拨杆91005,最右侧转轴的外壁固定有第二圆盘91006,第二圆盘91006的外表面四周均匀间隔固定有方块91007,方块91007的外侧通过九十度弹簧铰链安装有驱动杆91008,最左侧转轴的外壁固定有第三圆盘91009,矩形盒91000的外表面左侧下方通过限位套水平滑动插接有与挡杆911连接的移动杆91010,移动杆91010的右端与第三圆盘91009的表面之间转动安装有连杆91011,旋转杆91002的外端内嵌设置有十字形槽,方便徒手旋转操作;
[0039]
一种板翅式换热器的真空钎焊设备的真空钎焊方法,包括如下步骤:
[0040]
s1:根据实际需求选择加热腔2的使用个数,利用各加热腔2上设置的电动推杆13对应的倒顺开关使推块12滑动一定时间,打开隔热密封门7,由于t型圆柱801与限位环805通过剪切凹槽807和限位杆808卡合连接,在隔热密封门7打开时,t型圆柱801可以推出连接,两侧的手动伸缩杆813通过伸缩,抵接加热腔2的内壁,用于耐高温丝杠10的水平安装,将翅板叠加放置到置料架机构9内腔,再通过九十度弹簧铰链向上翻动驱动杆91008并旋动机械定时驱动器910的旋转杆91002,使盘簧91001转动收紧,再将驱动杆91008翻下,第一圆盘91004在盘簧91001作用下转动,通过拨杆91005间歇性与驱动杆91008和方块91007组成的整体碰撞,使第二圆盘91006间歇性转动,进而通过驱动齿轮91003带动第三圆盘91009间歇性转动,实现定时,当移动杆91010被拉回时,挡杆911缩回,进行压板908释放,从而在焊接翅板时,随着堆叠的翅板焊接变薄后,能够对翅板组件始终压持,保证各层翅板的紧密抵接,保证各层翅板的牢固焊接;
[0041]
s2:利用第一双路定时器配合倒顺开关可以间歇性控制电动推杆13电机和低速正反转电机803的正反转,实现关闭隔热密封门7和利用耐高温丝杠10使置料架机构9在加热腔2内腔移动,设置第一双路定时器的两个控制回路的时段是连续的,在闭合隔热密封门7后,利用驱动装置8驱动耐高温丝杠10,使耐高温丝杠10带动置料架机构9进入加热腔2内并停机,其中置料架机构9通过孔板905和锁紧螺栓906与耐高温丝杠10的丝杠套连接;
[0042]
s3:最后通过抽真空设备4配合导气歧管5与电磁阀6完成抽真空,再利用加热装置3进行加热,工作结束后,打开隔热密封门7,即可将工件从加热腔2中取出即可。
[0043]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0044]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1