零件头部内异形盲孔成形分体式热镦模具的制作方法
1.本发明属于机械技术领域,具体来说涉及一种难成形材料零件头部内异形盲孔的成形分体式热形模具。
2.
背景技术:
3.长期以来,难成形材料零件头部内异形盲孔无法用机加方式加工,前期也尝试用电加工,但是部分高端零件不允许用电加工且电加工方式效率极低,无法满足此类高端零件的需求,为了突破该类难题,采用热镦成形模具对此类高端零件异形盲孔进行热镦成形,且后期不用机加补加工。经过设计与试镦,如果热镦模具为整体式,只要内异形盲孔冲针冲断,就会导致整个热镦模具报废,且冲针寿命短,导致模具费用居高不下。
4.
技术实现要素:
5.本发明的目的在于克服上述缺点而提供的一种能提高了模具使用寿命3
‑
5倍,独立冲针通用性强的零件头部内异形盲孔成形分体式热镦模具。
6.本发明采用的技术方案是:本发明的一种零件头部内异形盲孔成形分体式热镦模具,包括预应力模套、硬质合金模芯、异形硬质合金冲针、冲针固定套,其中:预应力模套内腔为锥形,与硬质合金模芯外表面配合;异形硬质合金冲针穿过硬质合金模芯内孔底端、通过冲针固定套将尾部固定在硬质合金模芯内孔内。
7.上述的零件头部内异形盲孔成形分体式热镦模具,其中:硬质合金模芯内孔顶端设有圆台,上述的零件头部内异形盲孔成形分体式热镦模具,其中:异形硬质合金冲针与硬质合金模芯内孔为间隙配合。
8.上述的零件头部内异形盲孔成形分体式热镦模具,其中:冲针固定套靠近异形硬质合金冲针尾端处倒角,用铜钎焊将冲针固定套在倒角处与异形硬质合金冲针固定。
9.上述的零件头部内异形盲孔成形分体式热镦模具,其中:冲针固定套与异形硬质合金冲针过盈配合。
10.本发明与现有技术相比,具有明显的有益效果,从以上技术方案可知:本发明在冲针冲断之后只需更换独立的内异形盲孔冲针即可,不需报废整个模具;在镦制不同深度但同形状的内异形盲孔时,不需要更换冲针,只需要在独立内形盲孔冲针后增加不同厚度的通用垫片即可,从而提高了独立冲针的通用性;由于模具冲针冲断后不需要报废整个模具,从而提高了该类热镦模具除独立冲针以外的预应力模套和模芯等零件的利用率,并使其使用寿命提高了3
‑
5倍,节省了预应力模套和硬质合金模芯的材料费和加工费用,降低模具使
用成本 。
11.附图说明
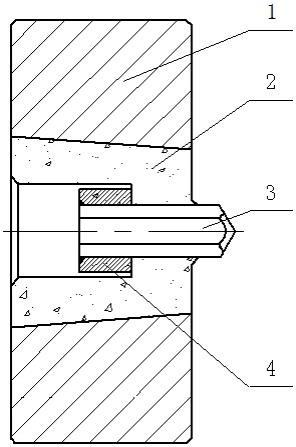
12.图1是本发明的结构示意图;图2是本发明使用状态示意图。
13.图中标记:1.预应力模套、2.硬质合金模芯、3.异形硬质合金冲针、4.冲针固定套、5.上模座、6.内异形盲孔热镦模具、7.内异形盲孔待镦零件毛坯、8.下模、9.下模座、10.通用垫片。
14.具体实施方式
15.以下结合附图及较佳实施例,对依据本发明提出的零件头部内异形盲孔成形分体式热镦模具的具体实施方式、结构、特征及其功效,详细说明如后。
16.参见图1,本发明的一种零件头部内异形盲孔成形分体式热镦模具,包括预应力模套1、硬质合金模芯2、异形硬质合金冲针3、冲针固定套4,其中:预应力模套1内腔为锥形,锥度为5~8
′
,与硬质合金模芯2外表面配合,用于防止硬质合金模芯镦制零件时拔出,预应力模套1与硬质合金模芯2配有0.10~0.14的过盈量,在装配时通过加热预应力模套1后,再将硬质合金模芯2压入,使硬质合金模芯2受到压应力,从而起到保护硬质合金模芯2的作用,以防止在镦制零件时被震碎;硬质合金模芯2内孔顶端设有圆台,异形硬质合金冲针3穿过硬质合金模芯2内孔底端、通过冲针固定套4将尾部固定在硬质合金模芯2内孔内,异形硬质合金冲针3与硬质合金模芯2内孔为间隙配合,间隙为0.01~0.03;冲针固定套4靠近异形硬质合金冲针3尾端处倒角1.5
×
30
°
,用于铜钎焊固定,与异形硬质合金冲针3配0.02~0.05过盈量,装配时加热冲针固定套4后将异形硬质合金冲针3从倒角端压入,压入后,用铜钎焊将异形硬质合金冲针3尾端与冲针固定套4倒角焊接后磨平。
17.参见图2,使用时,将本发明6安装在压力机上模座5模腔内,在下模座9上装上通用下模8和待成形加热内异形盲孔待镦零件毛坯7,然后镦制成形零件的头部内异形盲孔,异形硬质合金冲针3冲断后,只需卸下本实用新6型,更换异形硬质合金冲针3即可;另外,在镦制同形但不同深度的异形盲孔时,只需在异形硬质合金冲针3端面后面加不同厚度的通用垫片10即可。
18.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,任何未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
技术特征:
1.一种零件头部内异形盲孔成形分体式热镦模具,包括预应力模套(1)、硬质合金模芯(2)、异形硬质合金冲针(3)、冲针固定套(4),其特征在于:预应力模套(1)内腔为锥形,与硬质合金模芯(2)外表面配合;异形硬质合金冲针(3)穿过硬质合金模芯(2)内孔底端、通过冲针固定套4将尾部固定在硬质合金模芯(2)内孔内。2.如权利要求1所述的零件头部内异形盲孔成形分体式热镦模具,其特征在于:硬质合金模芯(2)内孔顶端设有圆台。3.如权利要求1所述的零件头部内异形盲孔成形分体式热镦模具,其特征在于:异形硬质合金冲针(3)与硬质合金模芯(2)内孔为间隙配合。4.如权利要求1
‑
3之一所述的零件头部内异形盲孔成形分体式热镦模具,其特征在于:冲针固定套(4)靠近异形硬质合金冲针(3)尾端处倒角,用铜钎焊将冲针固定套(4)在倒角处与异形硬质合金冲针(3)固定。5.如权利要求4所述的零件头部内异形盲孔成形分体式热镦模具,其特征在于:冲针固定套(4)与异形硬质合金冲针(3)过盈配合。
技术总结
本发明公开了一种零件头部内异形盲孔成形分体式热镦模具,包括预应力模套(1)、硬质合金模芯(2)、异形硬质合金冲针(3)、冲针固定套(4),其特征在于:预应力模套(1)内腔为锥形,与硬质合金模芯(2)外表面配合;异形硬质合金冲针(3)穿过硬质合金模芯(2)内孔底端、通过冲针固定套4将尾部固定在硬质合金模芯(2)内孔内。冲针固定套(4)靠近异形硬质合金冲针(3)尾端处倒角,用铜钎焊将冲针固定套(4)在倒角处与异形硬质合金冲针(3)固定。本发明能提高了模具使用寿命3
技术研发人员:刘勇
受保护的技术使用者:中国航空工业标准件制造有限责任公司
技术研发日:2021.06.30
技术公布日:2021/10/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1