一种电磁式报警器振动片加工工艺的制作方法
1.本发明涉及电声领域,特别涉及一种电磁式报警器振动片加工工艺。
背景技术:
2.报警器振动片是产品发声的核心零件,产量大、要求高;传统工艺需要通过六副模具进行落料、压印、冲孔切边、切丝、压苞、弯杆六道工序,因此生产的零件尺寸偏差较大,且每道工序切换时,零件需要周转,生产效率不高,导致生产的零件尺寸离散性较大,导致产品性能不一致,不良率较高。
技术实现要素:
3.本发明的目的是提供一体自动化、成产效率高的一种电磁式报警器振动片加工工艺。
4.本发明的目的是这样实现的:一种电磁式报警器振动片加工工艺,将成卷的条料放置在自动送料机上,由自动送料机送入冲床,条料进入冲床后,包括如下工序:冲孔、切废料
──
压苞
──
压两翼
──
压扁
──
再切边
──
再冲孔
──
切丝
──
弯丝
──
去毛刺
──
分离零件
──
切断废料,
5.冲孔、切废料:零件的外围形状形成并冲制出安装孔;
6.压苞:将零件中心部位挤出一个小突起;
7.压两翼:将振动片两侧的边翼冲制成型;
8.压扁:将两侧的边翼厚度压扁0.4mm;
9.再切边:切去多余的废料;
10.再冲孔:将安装孔尺寸冲制为φ3.2mm;
11.切丝:在零件末端切出一道宽度为0.6mm的长方形细条;
12.弯丝:将长方形细条折弯呈90
°
;
13.去毛刺:将零件周边的毛刺去除;
14.分离零件:将零件从周围的废料中分离出来;
15.切断废料:将废料切除掉。
16.优选的,所述压苞中小突起的高度为0.08
‑
0.12mm。
17.与现有技术相比,本发明的有益之处在于:送料机将条料送入冲床后,首个零件进行第一道工序冲制加工,完成后由送料机向前推送到第二道冲制工序,而此时的第二个零件正好处于第一道冲制工序上,当首个零件完成第二道冲制工序时,第二个零件也完成了第一道冲制工序,如此不断向前推送,零件即自动化冲制出来。这样不仅节省之前需要多次更换、调整模具及各道零件之间周转所需的时间,更加避免了更换模具及每道零件送料时造成的误差,大大提高了零件加工的一致性。
附图说明
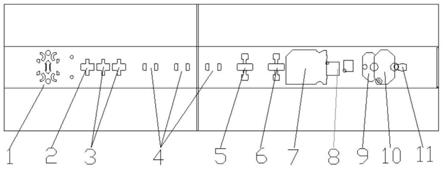
18.图1为本发明的工艺流程图。
19.1冲孔、切废料,2压苞,3压两翼,4压扁,5再切边,6再冲孔,7切丝,8弯丝,9去毛刺,10分离零件,11切断废料。
具体实施方式
20.一种电磁式报警器振动片加工工艺,将成卷的条料放置在自动送料机上,由自动送料机送入冲床,条料进入冲床后,包括如下工序:冲孔、切废料
──
压苞
──
压两翼
──
压扁
──
再切边
──
再冲孔
──
切丝
──
弯丝
──
去毛刺
──
分离零件
──
切断废料,
21.冲孔、切废料:零件的外围形状形成并冲制出安装孔;
22.压苞:将零件中心部位挤出一个小突起,高度为0.08
‑
0.12mm;
23.压两翼:将振动片两侧的边翼冲制成型;
24.压扁:将两侧的边翼厚度压扁0.4mm;
25.再切边:切去多余的废料;
26.再冲孔:将安装孔尺寸冲制为φ3.2mm;
27.切丝:在零件末端切出一道宽度为0.6mm的长方形细条;
28.弯丝:将长方形细条折弯呈90
°
;
29.去毛刺:将零件周边的毛刺去除;
30.分离零件:将零件从周围的废料中分离出来;
31.切断废料:将废料切除掉。
32.上述压苞中小突起的高度为0.08
‑
0.12mm。
33.本发明并不局限于上述实施例,在本发明公开的技术方案的基础上,本领域的技术人员根据所公开的技术内容,不需要创造性的劳动就可以对其中的一些技术特征作出一些替换和变形,这些替换和变形均在本发明的保护范围内。
技术特征:
1.一种电磁式报警器振动片加工工艺,其特征在于,将成卷的条料放置在自动送料机上,由自动送料机送入冲床,条料进入冲床后,包括如下工序:冲孔、切废料
──
压苞
──
压两翼
──
压扁
──
再切边
──
再冲孔
──
切丝
──
弯丝
──
去毛刺
──
分离零件
──
切断废料,冲孔、切废料:零件的外围形状形成并冲制出安装孔;压苞:将零件中心部位挤出一个小突起;压两翼:将振动片两侧的边翼冲制成型;压扁:将两侧的边翼厚度压扁0.4mm;再切边:切去多余的废料;再冲孔:将安装孔尺寸冲制为φ3.2mm;切丝:在零件末端切出一道宽度为0.6mm的长方形细条;弯丝:将长方形细条折弯呈90
°
;去毛刺:将零件周边的毛刺去除;分离零件:将零件从周围的废料中分离出来;切断废料:将废料切除掉。2.根据权利要求1所述的一种电磁式报警器振动片加工工艺,其特征在于,所述压苞中小突起的高度为0.08
‑
0.12mm。
技术总结
本发明公开了电声领域的一种电磁式报警器振动片加工工艺,其特征在于,将成卷的条料放置在自动送料机上,由自动送料机送入冲床,条料进入冲床后,包括如下工序:冲孔、切废料
技术研发人员:周云
受保护的技术使用者:高邮市华声电子有限公司
技术研发日:2021.07.17
技术公布日:2021/9/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1