一种阀门箱体加工中心的制作方法
1.本发明属于阀门加工制造技术领域,尤其涉及一种阀门箱体加工中心。
背景技术:
2.阀门是流体输送系统中的控制部件,具有截止、调节、导流、防止逆流、稳压、分流或溢流泄压等功能。用于流体控制系统的阀门,从最简单的截止阀到极为复杂的自控系统中所用的各种阀门,其品种和规格相当繁多。阀门箱体是阀门的主体部件,用于安装集成其它部件。
3.现有技术中,阀门的箱体由车床、铣床等多台设备分步加工完成,以对箱体的端面、安装孔、螺孔等进行加工。料件需要在不同加工设备之间运转加工,需要至少三次手工装卡,手工装卡存在难以消除的装卡精度误差,且耗时耗力,故现有阀门箱体的加工精度不高、加工效率低。
技术实现要素:
4.针对现有技术存在的问题,本发明提供了一种解决目前阀门箱体加工精度低、加工效率低的问题的阀门箱体加工中心。
5.本发明是这样实现的,一种阀门箱体加工中心,其特征在于:包括机架、第一驱动轴总成、第一动力刀塔、第二驱动轴总成、第二动力刀塔;所述机架的上部安装x轴直线模组,所述x轴直线模组安装可沿x轴方向活移的第一z轴直线模组和第二z轴直线模组,所述第一动力刀塔安装在所述第一z轴直线模组上且可沿x轴方向和z轴方向活移,所述第二驱动轴总成安装在所述第二z轴直线模组上且可沿x轴方向和z轴方向活移;所述机架的下部安装第一y轴直线模组和第二y轴直线模组,所述第一驱动轴总成安装在所述第一y轴直线模组上且可沿y轴活移,所述第二动力刀塔安装在所述第二y轴直线模组上且可沿y轴活移;所述第一动力刀塔、第一驱动轴总成、第二驱动轴总成、第二动力刀塔在x轴方向依次设置。
6.在上述技术方案中,优选的,所述x轴方向和y轴方向为相互垂直的水平方向,所述z轴方向为与x轴和y轴所在平面垂直的竖直方向。
7.在上述技术方案中,优选的,所述第一驱动轴总成和第二驱动轴总成包括驱动轴座、驱动转轴、转动驱动电机和卡盘;所述驱动转轴配装于所述驱动轴座上且可绕自身轴线转动;所述转动驱动电机与所述驱动转轴连接并驱动其转动;所述卡盘安装在驱动转轴上。
8.在上述技术方案中,优选的,所述卡盘为动力卡盘。
9.在上述技术方案中,优选的,第一动力刀塔和第二动力刀塔为数控卧式转塔刀架,所述第一动力刀塔的回转轴的轴线与z轴平行,所述第二动力刀塔的回转轴的轴线与x轴平行。
10.本发明的优点和效果是:
11.本发明配置双活移式的动力刀塔和双活移式的驱动轴总成,第一驱动轴总成与第一动力刀塔工作于对箱体料件进行加工的第一加工工位,第二驱动轴总成与第二动力刀塔
工作于对箱体料件进行加工的第二加工工位,在第一加工工位中可以对料件的端面实施铣削加工,且对料件的此端面以及外周钻螺纹孔和光孔。在第二加工工位中可以对料件的另一端面铣削加工,并对料件的另一端面钻螺纹孔和光孔。箱体料件在第一加工工位和第二加工工位之间转换装卡过程完全由第一驱动轴总成和第二驱动轴总成自动动作完成,自动化程度高,转换装卡精度高,装卡效率高。且第一加工工位和第二加工工位可同时加工两料件,加工效率高。
附图说明
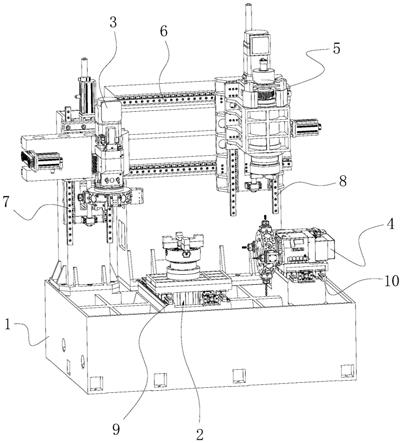
12.图1是本发明结构示意图;
13.图2是本发明中第一驱动轴总成的结构示意图。
14.图中、1、机架;2、第一驱动轴总成;2
‑
1、驱动轴座;2
‑
2、驱动转轴;2
‑
3、转动驱动电机;2
‑
4、卡盘;3、第一动力刀塔;4、第二驱动轴总成;5、第二动力刀塔;6、x轴直线模组;7、第一z轴直线模组;8、第二z轴直线模组;9、第一y轴直线模组;10、第二y轴直线模组。
具体实施方式
15.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
16.为解决目前阀门箱体加工精度低、加工效率低的问题,本发明特提供一种阀门箱体加工中心,本加工中心可实现对阀门箱体全程自动加工,加工精度高,加工效率高。为了进一步说明本发明的结构,结合附图详细说明书如下:
17.请参阅图1和图2,一种阀门箱体加工中心,包括机架1、第一驱动轴总成2、第一动力刀塔3、第二驱动轴总成4、第二动力刀塔5。
18.机架1是机床的支撑架体,为铸铁焊接构造。
19.机架1的上部安装x轴直线模组6,x轴直线模组6安装可沿x轴方向活移的第一z轴直线模组7和第二z轴直线模组8。第一动力刀塔3安装在第一z轴直线模组7上且可沿x轴方向和z轴方向活移;第二驱动轴总成4安装在第二z轴直线模组8上且可沿x轴方向和z轴方向活移。
20.机架1的下部安装第一y轴直线模组9和第二y轴直线模组10,具体的,第一y轴直线模组9和第二y轴直线模组10位于x轴直线模组6的下方。第一驱动轴总成2安装在第一y轴直线模组9上且可沿y轴活移;第二动力刀塔5安装在第二y轴直线模组10上且可沿y轴活移。第一动力刀塔3、第一驱动轴总成2、第二驱动轴总成4、第二动力刀塔5在x轴方向依次设置。
21.具体的,x轴方向和y轴方向为相互垂直的水平方向,z轴方向为与x轴和y轴所在平面垂直的竖直方向。
22.本实施例中,x轴直线模组6、y轴直线模组和z轴直线模组为丝杠电机组件,具体的,包括座板以及安装在座板上的两相互平行设置的直线导轨,直线导轨上配装可沿直线导轨滑移的滑台,两直线导轨之间设置丝杠,丝杠的两端通过轴承座安装于座板。丝杠与滑台螺纹结合,座板上安装驱动电机,驱动电机驱动丝杠转动,驱动电机安装在座板上,以此驱动滑台沿直线导轨活移。z轴直线模组的座板固定在x轴直线模组的滑台上,以此实现z轴
直线模组在x轴直线模组上的安装。
23.y轴直线模组的座板固定在机架上。
24.具体的,第一驱动轴总成2和第二驱动轴总成4是装卡料件和驱动料件旋转的部件总成。本实施例中,第一驱动轴总成和第二驱动轴总成包括驱动轴座2
‑
1、驱动转轴2
‑
2、转动驱动电机2
‑
3和卡盘2
‑
4。驱动转轴2
‑
2配装于驱动轴座2
‑
1上且可绕自身轴线转动,转动驱动电机2
‑
3与驱动转轴2
‑
2连接,转动驱动电机2
‑
3为驱动转轴2
‑
2转动提供动力。卡盘2
‑
4安装在驱动转轴2
‑
2上,用于装卡料件。具体的,驱动转轴2
‑
2和的驱动轴座2
‑
1安装结构以及工作原理与传统车床主轴相同,是带动工件或刀具旋转的轴,由主轴、轴承和传动件(齿轮或带轮)等组成主轴部件。在设备中主要用来支撑传动零件如齿轮、带轮,传递运动及扭矩。卡盘安装在转轴上,卡盘2
‑
4为动力卡盘。如本领域技术人员所熟知,卡盘2
‑
4是机床上用来夹紧工件的机械装置。利用均布在卡盘体上的活动卡爪的径向移动,把工件夹紧和定位的机床附件。卡盘2
‑
4由卡盘体、活动卡爪和卡爪驱动机构三部分组成。动力卡盘是指活动卡爪由动力驱动并可数控的卡盘。卡盘的中心为装卡孔。驱动电机是数控机床用伺服电机,其输出轴与转轴传动连接,用于驱动转轴转动。
25.第一驱动轴总成2的驱动轴座固定在第一y轴直线模组9的滑台上;第二驱动轴总成4的驱动轴座固定在第二z轴直线模组8的滑台上。第一驱动轴总成2和第二驱动轴总成4的卡盘的卡装孔的轴线与z轴方向平行。
26.本实施例中,第一动力刀塔3和第二动力刀塔5为数控卧式转塔刀架,第一动力刀塔3的回转轴的轴线与z轴平行,第二动力刀塔5的回转轴的轴线与x轴平行。数控卧式转塔刀架是数控车床非常重要的部件。数控车床根据其功能,刀架上可安装的刀具数量—般为4把、6把、8把、10把12把、20把、24把,有些数控车床可以安装更多的刀具。刀架的结构形式一般为回转式,其换刀回转的转轴为回转轴,刀具沿圆周方向安装在刀架上,可以安装径向车刀、轴向车刀、钻头、镗刀。车削加工中心还可安装轴向铣刀、径向铣刀。少数数控车床的刀架为直排式,刀具沿一条直线安装。本实施例中所述的装数控卧式转塔刀架按照《数控卧式转塔刀架(gb/t 20960
‑
2007)》要求安装。
27.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1